Hot Upset Riveting
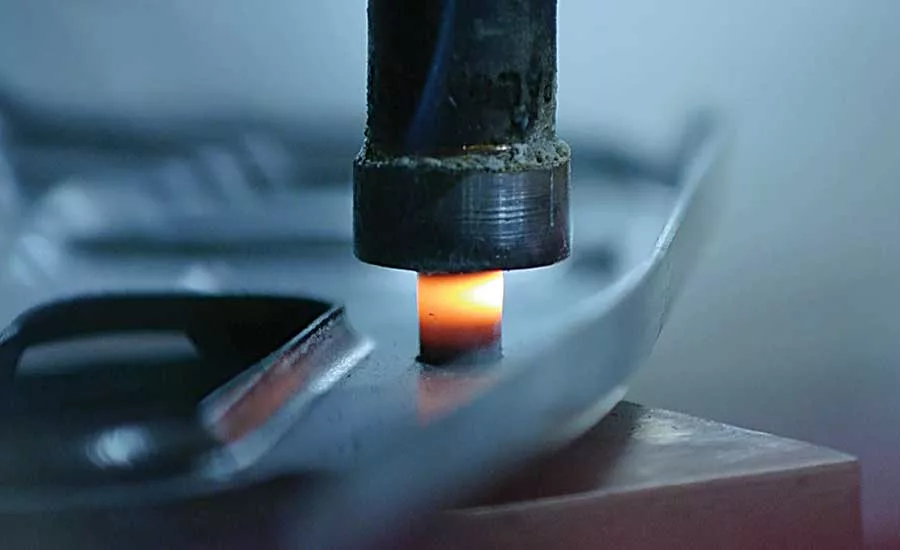
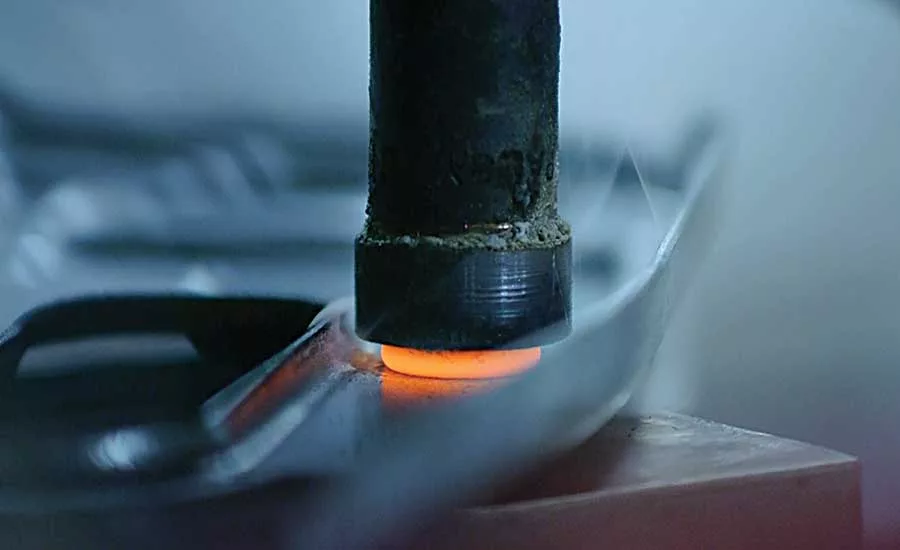
Hot upset riveting combines electrical current with pressure and time to compress and expand a boss or rivet to a desired diameter and shape
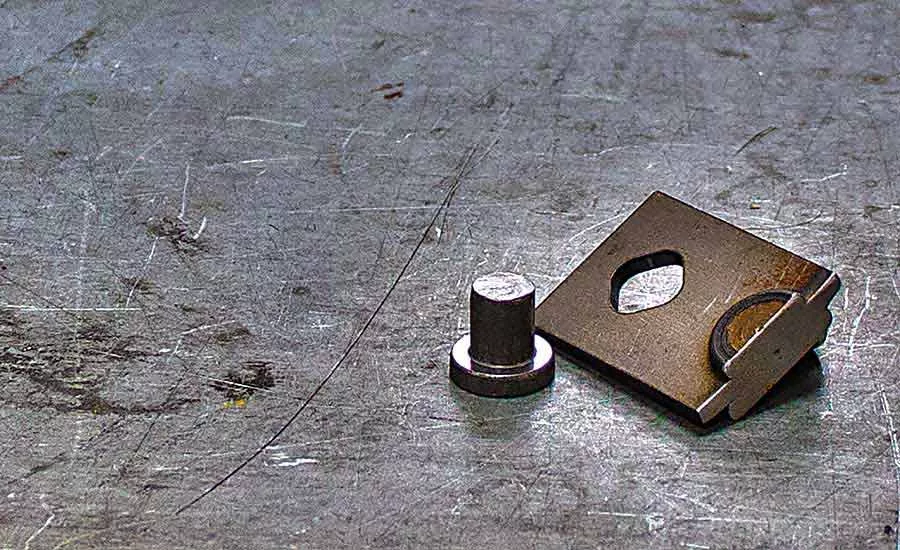





Hot upset riveting is a permanent forming and fastening process that uses precision heat and pressure to form hardened workpieces. This process achieves maximum hole-fill, creating a robust joint. Depending on the part requirements, the result can be a fixed or movable joint assembly.
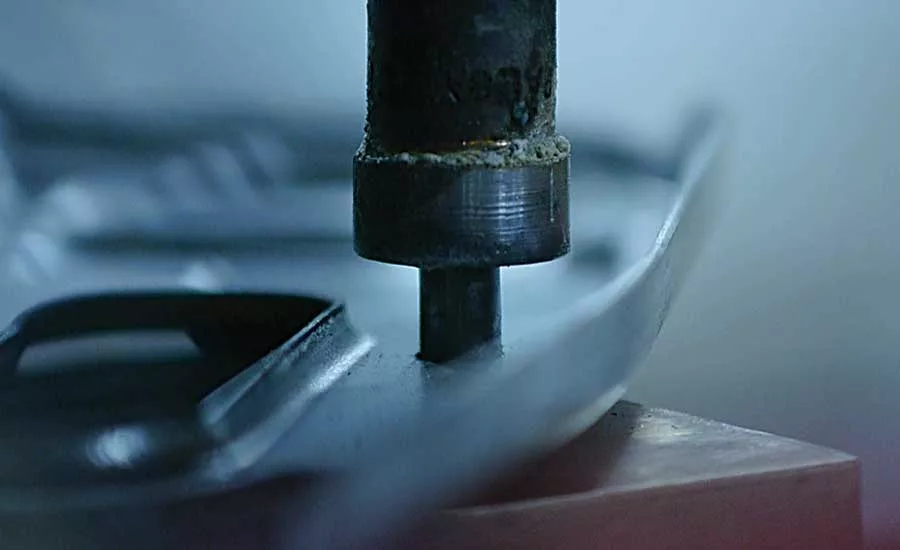
Similar to electro-forging, hot upset riveting combines electrical current with pressure to form a boss or rivet to a desired diameter and shape. Under pressure applied by a power head, the workpiece becomes malleable due to current that flows to the joint and finished head. As the material cools, it contracts. Hot upset riveting uses the resistive heat and pressure to form the workpiece and not heat the base material, preventing the two from bonding.
The joint strength comes from a combination of science, technology and geometry. While common practice is to form a round workpiece in a round hole, the hot upset riveting process proves the sheer strength of forming hardened parts with mismatched engagement geometries. You can form any shape workpiece into a circle, square, star-shaped or hexagonal hole. The heated material collapses and reforms to fill the space. This allows for interference at the joint engagement, resulting in maximum torque or sheer resistance.
Orbitform developed hot upset riveting to meet a product safety requirement on an application for which all other forming processes failed. The critical functional requirement was to withstand an extreme torque load. The alternative welding method was not achieving the desired results, and Orbitform sought out a new, innovative technique. The discovery was the proprietary hot upset riveting process.
If you need a permanent forming and fastening method, and traditional cold forming or riveting methods are unable to achieve the final form required, hot upset riveting could be the way to go.
Advantages and Limitations
Compared with other fastening and riveting methods, hot upset riveting offers numerous advantages. The first is safety. Permanent fastening to obtain a solid joint is a safer alternative to non-permanent fastening methods, such as retaining rings, threaded fasteners, posts and cotter pins.
The process can successfully form harder workpiece materials better than a cold-forming process, which carries a high risk of cracking.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Hot upset riveting can achieve more than 98 percent hole-fill. Assuming the product design allows for it, hot upset riveting produces a solid and durable joint assembly, extending part life and efficacy. Superior joint strength means greater resistance to push- and pull-force exertion during function, which reduces the risk of premature joint failure.
Taken together, harder rivets, increased hole-fill and higher torque resistance make joints produced by hot upset riveting extremely resistant to vibrational fatigue, maximizing joint integrity and life.
The process has its limitations, as well. First, hot upset riveting may change the microstructure of the material being formed, altering its metallic properties. Testing the rivet or formed material is recommended before choosing this method.
Hot upset riveting is an exact science. If too much electrical current is applied, the workpiece can explode. If insufficient current is applied, the workpiece material will not successfully flow. The hot upset riveting process requires proper testing and training before operating.
The tooling for hot upset riveting is specific to the application, and not as flexible as that for orbital forming, which allows easy changing of the peen. In addition, hot upset riveting is a high-end, precision process that requires a higher capital and tooling investment, yielding higher long-term maintenance and operating costs.
Finally, hot upset forming generally has a 3 to 4 second cycle time, which is generally slower than some alternative riveting processes.
Ultimately, there are many considerations to match your part and application with the best assembly process. You could be a likely candidate to use hot upset riveting if you have a high-torque joint requirement, if you need to form hard or exotic metals, or if you are forming parts that will incur high vibrational fatigue.
For example, an equipment manufacturer was welding a hardened steel rod into a hexagonal hole to prevent rotation. However, welding annealed the rod, and vibration caused the joint to fail. Orbital forming was tested, but did not result in sufficient flow of material into the joint to prevent rotation. Application engineers applied hot upset riveting, creating a robust, torque-resistant joint with 99 percent hole-fill.
Process Considerations
Compared with more basic assembly processes, hot upset riveting is a more complex process due to the necessity for electrical current to produce heat. But, the tradeoff of higher equipment setup costs is the reliability of the process and robustness of the joint produced.
And, hot upset riveting can form hardened workpiece materials with a smaller machine than required for a traditional pressing operation. Pressure is applied to the workpiece by a standard power head. The power head exerts continuous force over the full stroke and eliminates the need for a hydropneumatic cylinder with a tank and an intensification valve. It is crucial that the machine spindles are rigid and stationary when force is applied.
Hot parts require special handling considerations. DC-powered systems are more efficient and precise than AC-powered systems, but they come at a higher initial cost. Engineers need to consider the costs associated with power consumption and tooling electrodes. Hot upset riveting systems require a chiller to maintain optimal tooling temperature.
When considering hot upset riveting, engineers can opt for a simple benchtop machine that is loaded and unloaded manually, or they can request a custom-engineered machine to be integrated into an assembly system. For a more automated machine, engineers can implement process intelligence and control features like linear variable differential transformers and load cells to monitor stroke position and force, sensors to monitor current, and sensors for power head advancement and retraction.
To stabilize the part during the forming process, the system can be outfitted with a part clamping pressure pad. A few safety specifications could include a light curtain, three-sided fixed guarding, automated front door guard, or dual-palm activation buttons.
Recently, Orbitform designed and built a custom hot upset system to automate assembly of an automotive door striker. The customer required automatic feeder bowls to orient, feed and join two parts using hot upset riveting. The assembly was then passed to a part marking station, where a tool laser-marked an identification code on the assembly. Orbitform custom-engineered the complete automated system, including the tooling.
Materials and Joint Design
Hot upset riveting has revolutionized the speed and ability to use hard and exotic metals in joint designs, and it has opened the door for some companies to develop new products and enter new markets.
The process is used in many industries, including automotive, agricultural equipment, construction machinery, aerospace, mining equipment and consumer products. Applications include automotive striker wires, ball studs, military weaponry, automotive brake pedals, mining chain link assembly, heavy-duty hand tools, and small, toy car axles.
The process can be used to join a variety of materials, including tungsten, titanium, stainless steel, carbide, molybdenum, hardened steels and other hardened or exotic metals. There are no size requirements for hot upset riveting. If you need to form a large workpiece, you would only require a bigger capacity machine.
Ultimately, it all starts with the part. Hot upset riveting is more driven by the functional requirements of the application than by specific application type or industry. If the material is very hard, requires greater force to form, or requires a fail-proof assembly process, then hot upset riveting is a solid option.
For example, a manufacturer needed to form tungsten rivets for a joint assembly. The company attempted to form the tungsten with hot riveting, which involved preheating the rivet with a torch and then forming it with an orbital machine. However, when the heat was removed, the tungsten rivet prematurely cooled, creating a brittle condition prone to cracking when force was applied.
The manufacturer brought the challenge to Orbitform. Application engineers recommended hot upset riveting to form the tungsten, which has one of the highest melting points of any metal. With our process, the hard tungsten metal rivets were easily formed under the heat and pressure applied by the Orbitform power head. The result was a major quality improvement to the finished joints, as well as refinement to the consistency and throughput of the assembly process.
Final Words of Advice
Is hot upset riveting right for your application? Consider these three words: quality, test and train. First, determine if hot upset riveting is the right fastening method for your assembly application based on product design, material properties and functional requirements. Then, test the process from concept through installation to ensure that it satisfies your requirements for functionality, safety and performance. Finally, train operators and maintenance personnel to ensure operational safety and quality assembly.
Hot upset riveting is a superior forming and fastening method. It should not be performed by untrained or inexperienced machinists. When properly executed, this process has the potential to elevate your organization’s safety standards, part performance and competitive advantage.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



