Automated Robot Cell Builds Robots with Zimmer Grippers

At its factory in Augsburg, Germany, automation specialist KUKA is using its own robots to make more robots. KUKA engineers designed a fully automated, networked production cell that consists of two Heller machining centers and a KUKA KR FORTEC six-axis robot mounted to a KUKA KL 150-3 linear axis. With a maximum reach of more than 3.3 meters and a maximum payload capacity of 500 kilograms, the KR FORTEC was designed for heavy-duty applications, such as machining and casting operations.
The cell has been running with short cycle times since January 2015. The system makes bodies, arms and carousels for industrial robots on a daily basis. To master these tasks, the KR FORTEC relies on various grippers from the Zimmer Group, headquartered in Rheinau, Germany. A variety of factors motivated KUKA to use Zimmer grippers for handling tasks.
“We have already been successfully working together with Zimmer for many years in a number of different projects,” says Harald Müller, project manager in the control engineering department at KUKA. “Zimmer has already won us over primarily with its problem-solving approach having to do with robot loading for automatic tool handling and self-centering clamping devices.”
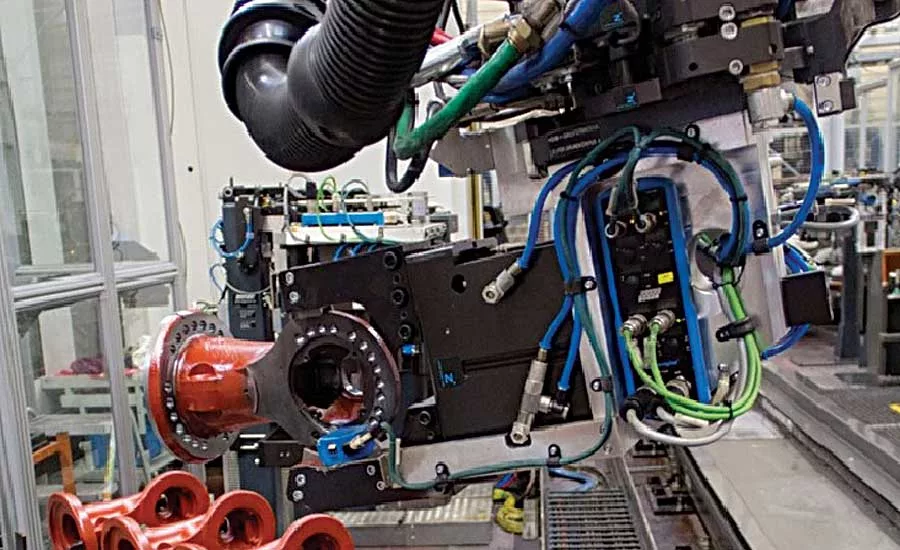
The robot picks up cast-iron robot components with the aid of pneumatic grippers. It uses a large pool of available grippers, called a gripper station, and selects the appropriate gripper for each step. It then feeds the cast-iron components to one of the two machining centers. There, the components are drilled and milled. Next, they are deburred by the robot and removed from the machine for quality inspection.
The majority of the grippers in the cell are pneumatic and activated by one of the 5/2 directional valves in the robot’s wrist. Inductive sensors in the gripper tell the robot controller when the gripper is open or closed. An optical sensor tells the controller when the robot has picked up the workpiece correctly.
KUKA has gone one step further by networking all of the involved components with one another and with the cloud. Not only are KUKA products integrated into the company’s SmartProduction networking environment, but all active components of the cell are integrated as well. The data is collected in the KUKA Connectivity Box, then forwarded to the cloud. Services such as authentication, data processing, predictive maintenance and event evaluation take place in the cloud.
The Zimmer tool changer data is presented in a SmartProduction dashboard. This allows machine operators, maintenance and management to have the full overview and complete control over this part of the production process at all times and at any location. The status tile provides general information about the system and an overview of the system status. The operating time tile provides an overview of the status of service and precise maintenance information for all grippers. The preventive maintenance instrument counts the exact number of cycles for each tool. The maintenance instrument displays the runtime services that are specified in the technical manual. The two last tiles display if the tool has been gripped and whether the gripper is still active.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
“The understanding of the system in its entirety and the competence Zimmer brings to the table were further crucial aspects that led to the decision,” add Müller. “Not least importantly, the price to performance ratio was correct.”
For more information on gripper technology, call 828-855-9722 or visit www.zimmer-group.de. For more information on robotics and factory automation, call 866-873-5852 or visit www.kuka.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




