Data Analytics and the Smart Factory
Big data is becoming a strategic manufacturing tool.






Manufacturing in the 19th century was driven by steam. In the 20th century, it was electricity. Today, manufacturing is driven by data.
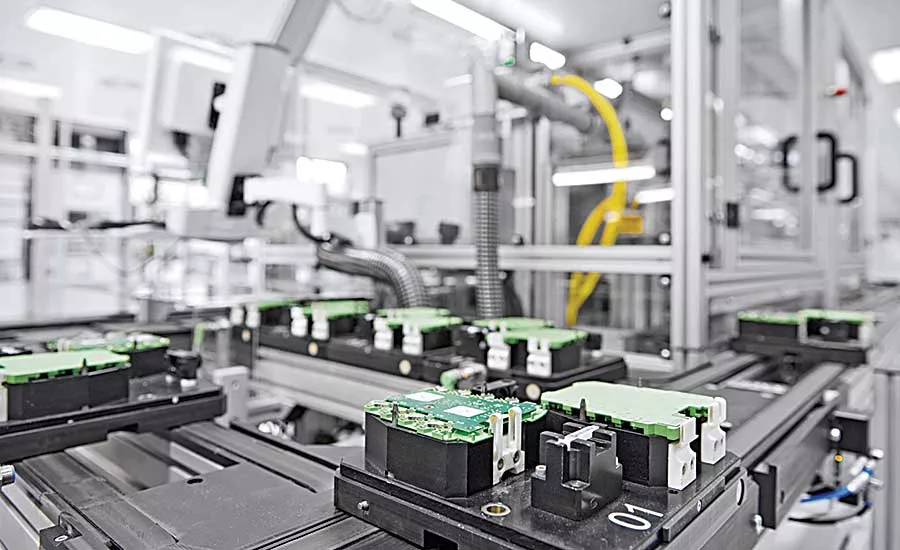
Embedded sensors and connected production equipment, such as conveyors, fastening tools and robots, can provide manufacturing engineers and plant managers with reams of data. That information enables better and faster decision making within factories, and makes continuous improvements more quantified and disciplined.
Data analytics can also help manufacturers boost productivity, reduce lead times, eliminate errors and speed time to market.
But, all the data in the world is useless without software to collect, analyze and display it. The explosion in data-driven manufacturing is also creating many new challenges and headaches for manufacturers.
Data analytics is one of the hottest buzzwords in manufacturing today. However, it’s more than just a fad. It can benefit large and small manufacturers in all types of industries.
According to McKinsey & Co., with advanced analytics, manufacturers can take a deep dive into historical process data, identify patterns and relationships among discrete process steps and inputs, and then optimize the factors that prove to have the greatest effect on yield.
Large manufacturers such as BMW and Rolls-Royce have been using big data to spot error patterns and run predictive engine modelling for quality assurance. Seagate Technology, a company that makes data storage devices, claims that it has achieved a 300 percent return on investment from efficiency improvements and better quality processes.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
“One myth is that data analytics can only benefit large manufacturers,” says Enrique Herrera, market principal at OSIsoft LLC, a company that specializes in software that collects, analyzes and visualizes big data from multiple Industrial Internet of Things (IIoT) sources.
“We see a lot of medium-sized manufacturers making great strides on their own,” notes Herrera. “They’re using data analytics to make decisions based on real-time information to improve operations, reduce downtime, and detect system malfunctions before they happen.”
A good example is Garant, a Canadian company that makes axes, brooms, rakes, snow shovels and other types of outdoor hand tools. “[Data analytics enabled] employees to have real-time visibility into production and their performance,” explains Herrera. “Rather than resent it, people liked having the information. Productivity grew by 12 percent and the project paid for itself in two years.”
Other companies are using data analytics to drive lean manufacturing efforts.
“Analytics is the natural next step for companies that have embraced continuous improvement programs and have been managing their business by metrics,” says Patrick Fetterman, vice president of customer operations at LNS Research. “By reaching for the data already being generated by production machines and equipment, manufacturers can improve quality, uptime and throughput. There are secrets in that data they can unlock with the right type of analytics.
“After a company has been focusing on continuous improvement for more than 10 years, the improvements tend to get smaller and smaller,” note Fetterman. “More companies are now looking at analytics as a way for making a leap from smaller improvements to bigger step-change improvements.”
“There is a lot of data generated by production machines,” adds Sanket Amberkar, senior vice president of marketing at Falkonry Inc., a software company that specializes in predictive operations. “This typically is in the form of time series data generated by sensor signals.
“Until recently, most plants would only use a small part of this data for any type of real-time control or quality purposes,” explains Amberkar. “A lot of the data being generated was going unutilized and was unable to be used for predictive purposes.
“Today, machine learning enables manufacturers to process vast amounts of data in real-time at a scale that can actually be very useful to engineers,” Amberkar points out, “The goal is to enable the operations team to take action based on these insights without the need for data scientists.”
Falkonry has been working with a variety of manufacturers to help them improve product quality. For instance, it recently helped Toyota Industrial Equipment Manufacturing Inc. (TIEM) to analyze robotic welding operations to reduce variation on its forklifts.
“Our software enabled TIEM engineers to analyze 62,000 welds in less than 3 minutes,” claims Amberkar. “The company has been able to reduce the number of bad welds by 96 percent, which resulted in an annual savings of $10 million.”
Data Defined
Data analytics is the process of extracting insights from a set of information. With the right technology, this information can be gathered and examined from just about any process or any piece of production equipment.
“Data analytics is deep learning,” says Rags Srinivasan, senior director of global marketing at Seagate Technology. “It allows for the identification of defects and improvements faster and more accurately than a human subject matter expert. The data-driven world is always tracking, monitoring, listening and watching, because it’s always learning.
"IIoT and disciplined data management can take manufacturers to the last mile in rapid decision-making and bring greater service levels to factories," explains Srinivasan. "Additionally, they can resolve irregularities in factories and process problems more quickly and at a lower cost than companies are used to."
A vast amount of data already exists within the manufacturing sector.
"While factories have leveraged real-time data in process control for years, companies are increasing the capture and use of [it] to include data from IIoT and actual product users, tracking everything from engine location to performance to bearing fatigue," says Srinivasan. "Predictive maintenance and asset performance management are becoming massive data engines that are driving adoption of data management and analytics strategies focused on operational excellence."
“Traditional data analytics are used to understand the past and the present status of a target, such as predicting the probability of defects or the frequency of machine stoppages,” adds Hikaru Fuji, director of manufacturing at DataRobot Inc., a company that specializes in automated machine learning.
“Predictive models generated by machine learning tell [engineers] the future situation or events so they can prepare for the situation [and] avoid a larger problem,” explains Fuji. “This directly impacts the profitability of production.”
Data analytics can also refer to either a process or a product.
“The process involves collecting information from various sources, scrubbing it, reformatting it and presenting it in a way that business decisions can be made,” says Ray Rebello, director of product marketing at Acumatica, a company that specializes in enterprise resource planning software. “Data analytics products range from basic reporting and dashboards all the way to advanced business intelligence applications, with some of those requiring separate data warehouses.
“In either case, the objective is to present business insights in personalized dashboards for management, staff and suppliers,” explains Rebello.
Innovative manufacturers are moving from traditional business intelligence to modern data analytics. The goal is to enable engineers to analyze multiple data sets to maximize their productivity and profitability.
“The manufacturing industry is setting the benchmark in data-led strategy,” claims Mathias Golombek, chief technology officer at Exasol, a software company that claims that it produces the world’s fastest data analytics platform. “Manufacturers are more progressive in applying data to accurate sales forecasting, where it can mean the difference between successfully meeting demand using just-in-time production and fulfilment or falling victim to over- or under-production.
“Manufacturers can optimize the operating time of critical assets by leveraging data analytics to anticipate their failure,” Golombek points out. “This typically reduces machine downtime by 30 percent to 50 percent and increases machine life by 20 percent to 40 percent. Data analytics can also help optimize the interaction of machines and processes to maximize profit generation in complex production systems and supply chains.”
However, Golombek claims that the manufacturing industry is still not making the most of its potential. “Only 20 percent of companies are currently implementing data-led strategies and 40 percent have no plans to begin adopting data strategies in the next two years,” he explains.
Data’s Role in Smart Factories
Data analytics plays a key role in “smart” factories. In fact, it’s the backbone of all Industry 4.0 and digital manufacturing initiatives.
“Data is the most important asset manufacturers have today,” says Brian Tilley, managing director of technology for Dploy Solutions, a division of TBM Consulting Co. “Many companies are finding opportunities that they didn’t know they had until they started to analyze their data.
“The volume, veracity and variety of data will change in the future,” predicts Tilley. “Manufacturers are going to be capturing even more information than they do today. There’s going to be a lot more information of different varieties being captured, such as photos, sound files, videos and vibrations. That’s going to open up tremendous capabilities for smart factories.”
The main role of data analytics in smart factories is to identify relationships between different data streams and create new performance indicators that may not be immediately obvious. That capability enables manufacturers to trigger actions ahead of problems or shutdowns, as well as to improve productivity and product quality.
“Minimizing production interruptions through predicting failure is the greatest benefit of data analytics,” says Elhay Farkash, CEO of Lightapp, a company that produces software that analyzes sensor data to help manufacturers save energy, increase productivity and decrease downtime. “Data analytics can improve manufacturers’ competitive advantage through cost savings, efficiencies and quality.
“In today’s world, where goods and services are commoditized, cost and quality become the most important competitive advantage,” notes Farkash. “That data can be enabled and triggered through analytics.”
“A smart factory is an environment where management and staff optimize work, machinery and equipment to improve processes,” adds Acumatica’s Rebello. “In assembly, there are many different sources of information that can be connected to the IoT via sensors and measurement devices.
“Data analytics manages this information and helps identify what needs attention through overall metrics and alerts,” Rebello points out. “Much of the benefit is in the assembly process, but it also extends into logistics and product lifecycle management.”
“If ‘smart’ factories mean highly optimized operations that leverage advanced information technologies, then data analytics plays an indispensable role in how those factories operate,” says DataRobot’s Fuji. “The predictive models created by advanced data analytics and automated machine learning predict likely scenarios that users can leverage to optimize operations.”
Today, manufacturers in all industries are facing shorter product cycles, tighter budgets and greater supply chain diversity. Products themselves are more complex, thanks to the rapid growth of sensors and other instrumentation found in everything from refrigerators to door locks. That requires strong data operations platforms that can monitor and manage production lines.
“Data must provide two critical functions: security and the capability to analyze it quickly,” says Bala Ganesh, director of project management at Devo Technology, a company that specializes in real-time data analytics software. “Analytics and machine learning techniques [should be applied] to incoming and historical data to find meaningful patterns in the data.”
In the evolution from the third industrial revolution to Industry 4.0, factories are evolving from computer-controlled, automated production lines to highly networked systems. These networks, enabled by the IIoT, are comprised of sensor nodes that capture manufacturing data on processes, inventory, equipment, tools and products. Volumes of this data are transmitted through a network of IIoT gateways that connect to the cloud.
“This ‘big data’ is at the heart of the smart factory, enabling [engineers] to analyze and develop advanced algorithms using artificial intelligence, machine learning and deep learning to get insights from the data in real-time and drive actions back down to machines or operators,” says Kim Devlin-Allen, director of solutions marketing at Cyient Inc., a company that specializes in manufacturing data analytics applications.
“Unlike rule-based automation of the late 20th century, which drove consistency and speed but lacked the flexibility to adapt to people, equipment and the environment, smart factories can continuously learn from historical and new data,” notes Devlin-Allen. “[Data analytics] can recognize what data is useful, what is not and even what is missing.
“Smart factories aim to not only move fast, but to use data to provide direction on where to anticipate issues, proactively adapt actions and adjust workflow priorities at the blink of an eye,” explains Devlin-Allen.
Basic Elements of Data Analytics
Terms like cloud, edge and data lake sound tranquil, but they are key elements behind any data analytics initiative. Data generation occurs via sensors embedded in production equipment such as assembly machines, conveyors and robots. In addition to data acquisition hardware, manufacturers need data acquisition software, analytics platform software, and monitoring and visualization software.
There are three basic steps involved in the data analytics process: data acquisition, applying analytics and output.
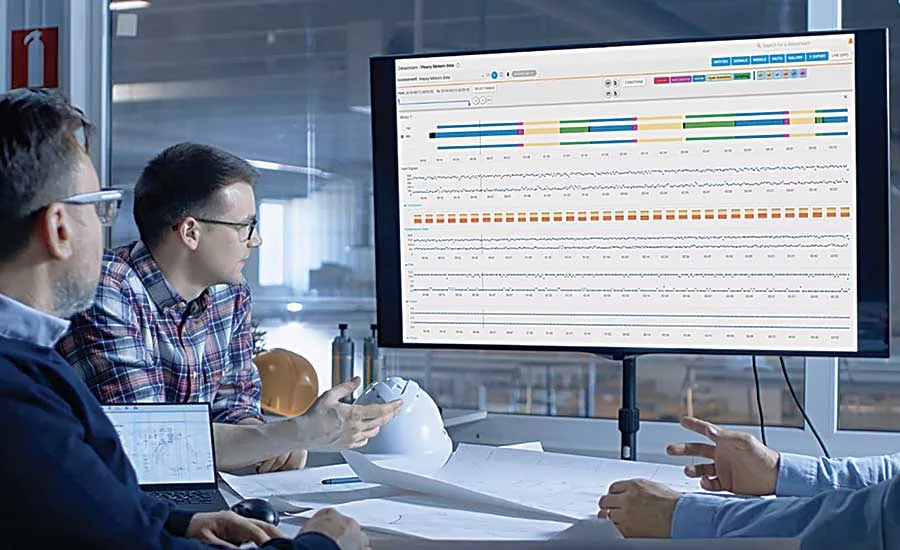
“Data acquisition has to do with connecting to production machines, often through edge devices or other types of hardware, then capturing and importing data,” says LNS Research’s Fetterman. “Step two is applying analytics using advanced statistical modelling or machine learning software. The final step is output via an application layer or a visualization layer, such as dashboards that display information about quality, uptime or throughput.”
“Getting insights from big data using analytics software requires companies to invest in technologies from the edge to the cloud,” adds Cyient’s Devlin-Allen. “The key hardware components include sensors and actuators located on fixed equipment.
“Sensor nodes and gateways at the edge preprocess and aggregate data to send to servers, which require processing and storage capacity in the cloud or on-premise,” explains Devlin-Allen. “Firmware at the edge gateways must support the industrial network communications protocols to integrate with your factory operations, as well as support the connectivity and input-output options required.”
Once data is sent to the cloud, an IoT software platform supports device management of endpoints in the IIoT network, middleware to support data storage, data encryption, data management, and enough processing power and storage to run data analytics elements, such as data cleansing, filtering, translation, model building and validation.
“Data generation is rarely a focus when people talk about IIoT, but is extremely important, as it secures quality raw data,” says DataRobot’s Fuji. “Machinery and robotics are also considered as data generation points. Likewise, if humans install some sensors to track body movement [or use wearable devices on the assembly line], those sensors classify as generation points.
“Programmable logic controllers (PLCs) are one of the most common components in data collection,” adds Fuji. “PLCs enable machinery and robots to be monitored.
“However, the data we see in PLCs doesn’t stay long,” warns Fuji. “Therefore, these data collection points should be extracted and stored in the edge PC. The edge PC stays close to the production line to temporarily store data and do some preprocessing of data, if needed.”
Because there are several protocols and many vendor proprietary connection methods, manufacturers need software that enables them to connect to several data collection points.
Numerous Benefits
Data analytics can help manufacturers improve productivity and streamline assembly operations.
“Before big data, factories had few, if any, signs of equipment malfunction,” says Kay Jenkins, director of the TabWare and Activplant product lines at Aptean, a company that specializes in enterprise resource planning software. “A machine would simply grind to a halt, hindering production for days or even weeks.
“Today, using IoT-enabled sensors and data analytics, [engineers] can measure equipment vibrations to understand what ‘normal’ operations look and feel like,” explains Jenkins. “Whenever vibrations begin to fall out of that predetermined pattern, they have early visibility into a pending failure, which allows time to plan and schedule repairs, avoiding or significantly reducing downtime.
“Data analytics also enables [manufacturers] to track the amount of time it takes products to move through different areas of the assembly line,” Jenkins points out. “If the data tells management one area is moving slower than others, they can search for the root cause and address the issue, which can range from staffing inequalities to suboptimal asset performance. Proactive measures enable manufacturers to operate at their optimal capacity.
“Today’s manufacturing landscape demands we run lean, because consumers desire their products faster and cheaper,” says Jenkins. “On the other hand, our industry faces a talent shortage, so expanding our team isn’t a sustainable solution. Leveraging data analytics to improve processes is the only option for reaching the level of efficiency we need with the resources we already have.”
“The automation of past decades drove significant advances in productivity and more consistent quality in manufacturing,” adds Cyient’s Devlin-Allen. “When operations were running smoothly, it provided higher output, improved quality and economies of scale. The challenge today is there are always variables that impact the assembly line.
“Operators have varying levels of experience and tribal knowledge that may be hard to capture in data,” explains Devlin-Allen. “One piece of equipment can be older with more maintenance issues than the new one next to it. A quality defect, broken machine, operator error or delayed inventory could hold up the entire production line.”
“Analytics bridges real-world inputs to real-world outputs leveraging the speed and power of the digital world to integrate more information, adapt to it and evolve operations for better business outcomes,” Devlin-Allen points out. “Advancements in sensor technology, connectivity, communications networks and the cloud mean that manufacturers can tackle challenges that previously were either too complex, too costly and time-consuming, or lacked adequate information to determine a root cause and validate.”
New technology, such as artificial intelligence, machine learning and deep learning, can not only help engineers more quickly and accurately identify patterns and trends from historical data, but they can learn and adapt as new data comes in. Analytics can merge previously disparate data from various business systems so that assembly lines can get smarter.
“Although driving efficiencies, improving quality and reducing costs are key benefits for smart factories today, the benefits emerging that will shape tomorrow are how the data can generate and grow new business opportunities,” claims Devlin-Allen. “IIoT-enabled products delivered to consumers and business customers can send data back to you, help improve your product or service, and open up new revenue streams never before explored, all backed by data.”
Data Analytics in Action
A wide variety of manufacturers are using data analytics to improve productivity and maintain a competitive edge.
One company at the forefront of the data revolution is Sanmina Corp., a leading contract manufacturer in the electronics industry. It operates 75 connected facilities worldwide and 25,000 pieces of production equipment that are connected in the cloud. One example is a closed-loop feedback system to optimize the amount of solder paste dispensed on a printed circuit board (PCB) during assembly, or the automated soldering of components to a PCB.
“Sanmina’s automated optical inspection equipment assesses solder volume for a series of solder joints on a finished PCB,” says Gelston Howell, senior vice president of 42Q, a division of Sanmina that specializes in cloud-based manufacturing systems. It operates between an enterprise resource planning system and the manufacturing equipment in a factory, enabling simpler and more cost-effective implementation of Industry 4.0.
“If solder volumes are drifting higher or lower (but still within spec), the manufacturing automation systems send a signal to the solder stencil printing equipment to adjust the paste volume, often in just one quadrant of a panel,” explains Howell. “This application of data analytics improves yields and reduces defects.”
Sanmina is also using data analytics in the manufacturing of high-volume medical devices. One product has a sensor with an out-of-the-box accuracy of ±10 percent. However, if the sensor was calibrated, an accuracy of ±5 percent could be achieved.
“Without automated data analytics and calibration, this type of device would not have been manufactured at a reasonable cost,” claims Howell. “Sanmina implemented a fully automated production line where this sensor could be calibrated by taking five real-time analog electrical measurements during production, then using calibration equations and coming up with correction factors that were loaded into the medical device’s memory.”
Boeing recently opened a fabrication plant in Sheffield, England, that is producing more than 100 different actuation system components used in 737 and 767 jetliners. These components, used on the trailing edge of both models’ wings, are responsible for extending and retracting wings to provide extra lift at low speeds during takeoff and landing.
The state-of-the-art plant is the flagship of Boeing’s new vertical integration strategy and a benchmark for Industry 4.0 in the company. It features a fully digital-capable infrastructure.
The goal is to leverage all of the capabilities of Boeing’s 2nd Century Enterprise Systems. The architecture is a native IoT platform engineered to seamlessly share and communicate data across the production life-cycle management, manufacturing operations management and enterprise resource planning processes.
Boeing’s goal is to use data analytics to enable better decision-making, improve productivity and reduce cost. The Sheffield plant’s internal network leverages Industry 4.0 technology to collect and share data within the facility.
The factory is blanketed with radio frequency identification (RFID) hardware capable of ultra-wideband and passive tracking. It’s designed to track and trace tooling, parts and components. The RFID hardware will also be integrated with multiple systems to enable a supply chain digital thread.
Last year, Nexteer Automotive, a Tier One supplier of power steering and driveline systems, implemented an initiative called Digital Trace Manufacturing. It uses data analytics to support the company’s 24 production sites worldwide.
“We’re using a connect-the-dots approach, in which the thousands of data-producing dots around the world are standardized and talk to one another,” says Dennis Hoeg, vice president and North America chief operating officer. “Each dot represents a machine, process, database, document and robot.
“When the dots are connected, the result is one common, global architecture,” explains Hoeg. “Digital Trace Manufacturing [enables us] to deliver a dynamic, comprehensive view of our manufacturing operations in real time.
“[The data analytics system] helps engineers proactively confirm product quality early in the process, potentially eliminating the need for costly end-of-line testing,” claims Hoeg. “It tracks and stores serial-number-specific data to measure performance along the manufacturing process; keeps a virtual command center to analyze the root causes of rejected parts and make quick, corrective actions; and integrates databases that capture product information so that complete analysis and swift problem-solving are possible.”
According to Hoeg, the system connects all of the company’s manufacturing data points into one entity, enabling it to “garner clear, real-time viewpoints of global manufacturing activities; expedite and expand continuous improvements; optimize capacities, factory-floor logistics, inventory and planning; and streamline manufacturing environments with data-driven, ergonomic workstation design.”
Honeywell recently implemented data analytics to streamline operations at its Kodama turbocharger plant in Saitama, Japan. The cloud-based technology enables engineers to remotely identify, analyze and optimize energy consumption of the overall plant, as well as all connected field devices.
The asset performance system connects equipment to the cloud and applies analytical models to monitor and predict future performance to avoid critical failures and unplanned shutdowns.
Data is collected from nearly 70 different field devices such as power meters, flow meters and air compressors, and is securely transported to the cloud-based environment. It combines process data with asset data to provide analytics and key performance indicators that provide insight to plant management.
The General Electric Brilliant Lighting factory in Hendersonville, NC, produces commercial outdoor LED lighting products for the Current, Powered by GE division. The 64-year-old plant uses cutting-edge technology that embeds sensors into light fixtures.
The digital energy management system tracks real-time consumption data and enables plant-level analysis. Sensors embedded in the LED lighting collect data and have an “open at the top, open at the bottom model” that allows all the data collected to be reallocated. The system is hardware and software agnostic, which enables all people within the plant to access the data stream.
“Our analytics help control lighting to save energy and meet sustainability goals,” says Garrett Miller, chief digital officer at GE Current. “Lighting is everywhere. It provides a nice vantage point to collect data about the physical environment.”
GE defines its Brilliant Factory concept as “boosting productivity by reimagining the way we design, manufacture and service products.” It leverages the IoT to enable an intelligent manufacturing environment. A key element of that strategy is Predix, a cloud-based operating system for industrial operations.
In addition to measuring its energy consumption patterns, the GE Hendersonville plant uses data analytics to improve materials management.
“Sensors embedded in lighting in the ceiling communicate with sensors attached to forklifts and pallets on the factory floor,” explains Miller. “That enables materials to be positioned in optimal locations to feed into the assembly line.”
Northrop Grumman Aerospace Systems’ plant in Palmdale, CA, home of the F-35 Integrated Assembly Line and the 2013 Assembly Plant of the Year, is also a leader in applying cutting-edge data analytics technology. Its “assembly metadata integration project” extracts quality data from automated systems at the facility, which produces center fuselage sections of the F-35 jet fighter.
“It uses advanced analytics to mine data and automate an otherwise tedious manual effort for identifying discrepancies, generating reports, evaluating and documenting the quality data, and defining and directing corrective action,” says Kevin Mitchell, sector vice president of global operations.
“The analytics-enabled [system] enables [us] to machine parts on divergent machines and then drill precision hole-bores,” adds Mitchell. “This project reduces complexity, cost, facility requirements and risk, while improving throughput and design change sensitivity.”
“[Data analytics enables us] to capture and analyze data to gain meaningful insights into manufacturing challenges,” explains Mitchell. “By combining airframe manufacturing data with artificial intelligence and machine learning, [we] capture human variability and work content that reduces rework, disruption and downtime.”
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!







