Robotics in the Age of Industry 4.0
Artificial intelligence and data analytics will make robots more productive






Robots are an important piece of the Industry 4.0 puzzle. Tomorrow’s smart factories will depend on new types of machines, such as collaborative and mobile devices that are interconnected. Artificial intelligence (AI), cloud computing and data analytics will also make industrial robots more reliable than ever.
The goal of Industry 4.0-enabled robotics is zero downtime and maximum efficiency. As robots use more sensors and become more digitally connected, they will become much less susceptible to disruptions.
Unscheduled factory downtime is one of the most prevalent causes of inefficiency in manufacturing today. Spotting a glitch on an assembly line in real time—and reconfiguring around it—can increase productivity, reduce errors and improve quality.
“Industry 4.0 and the Internet of Things is increasing the automation of previously manual tasks with a collection of real-time data, AI and device interconnectivity,” says Rick Brookshire, director of product development at Epson Robots. “These Industry 4.0 elements are converging to help factories achieve higher returns on investment.
“One key way this is achieved is by helping in the mitigation of downtime, which in a factory setting can be catastrophic,” warns Brookshire. “By allowing robots to more proactively communicate information, such as cycle times, output rates and maintenance issues, up into monitoring systems, a [production process] can be better monitored and assessed to help with both [machine] optimization and preventative maintenance.
“Additionally, [engineers] are very interested in understanding the health of robots,” notes Brookshire. “Insights into things such as remaining motor life play into this. If plant managers can better understand potential issues with a robot in advance of an actual failure, this can be huge in terms of mitigating downtime and lost productivity.”
“We’ve been seeing an increasing interest by some major manufacturers to invest in connectivity and Industry 4.0 technology, especially in industries such as aerospace, automotive, consumer durable goods, electronics and medical devices,” adds Chris Blanchette, executive director for global accounts at FANUC America Corp. “Some of our largest customers have global initiatives for Industry 4.0 adoption. Within the next five years, there’s going to be a big focus on connectivity.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
“Demand for robots to have those features is becoming a requirement, not an option,” claims Blanchette. “A lot of companies realize that gathering real-time, process-related data can help improve manufacturing efficiencies and product quality. They can learn how their process is currently working and where they can make improvements.
“Often, when manufacturers look at the benefits of robotics, they only focus on reducing head count,” says Blanchette. “Adding Industry 4.0 features will help them realize the total effect and value of automation on their business.
“Industry 4.0 is important from a robotics perspective, because it will enable manufacturers to better understand how automation can improve process efficiency, product quality and safety,” explains Blanchette. “Data will help them get a clearer picture of the value of adding robots to their factories.”
There are several key elements of Industry 4.0 that apply to robotics, including connectivity and data. Connectivity is the basic rudimentary element. It’s hard to gain any value if machines are not somehow connected and gathering data, which is typically collected from various sensors embedded in controllers, robot arms and end-of-arm tooling.
Doing something with that data is also important. It enables engineers to actively react to things such as historical reporting and trend limits that can be analyzed to spur maintenance efforts.
Beyond that is predictive analytics, which is the ability to understand what’s going to happen before it actually happens. In the future, AI will be a key role in that process.
Sensors are the eyes and ears of Industry 4.0 technology. They provide a variety of information concerning the current operating condition of robots, such as gripper pressure, arm position, and motor temperature or vibration.
“Industry 4.0 is centered around communication and connectivity,” says David Quevedo, technical support manager at ABB Robotics. “Sensors measure what is happening within and around a machine and produce digital data that is analyzed by software. That’s then turned into information that [engineers] can apply in real time to improve and adapt their production processes.
“Digitalization is the sharing and analysis of data across the connected digital manufacturing ecosystem,” adds Quevedo. “Industry 4.0 is important to the robotics industry because of the production improvements it provides to end users.
“These insights can help improve efficiency and reliability through the entire production cycle, from engineering and commissioning to operating and maintenance,” explains Quevedo. “Digitalization enables greater efficiency across the value chain.”
However, there is still some misunderstanding about Industry 4.0 and what it means for the robotics industry.
“A lot of people think that it’s just connecting devices and collecting data,” explains Blanchette. “Industry 4.0 is really about making business decisions based on data that is gathered through connectivity. Engineers need to make sense out of the data and incorporate AI to improve process efficiencies and production equipment, and ultimately achieve zero downtime.”
Zero Downtime
Although Industry 4.0 technology is quickly evolving, manufacturing engineers already have a variety of tools to make robots more productive. Options include proprietary systems, such as ABB Ability, FANUC FIELD and ZDT, and KUKA Connect, as well as third-party systems like Tend Robotics’ Cell.Mate.
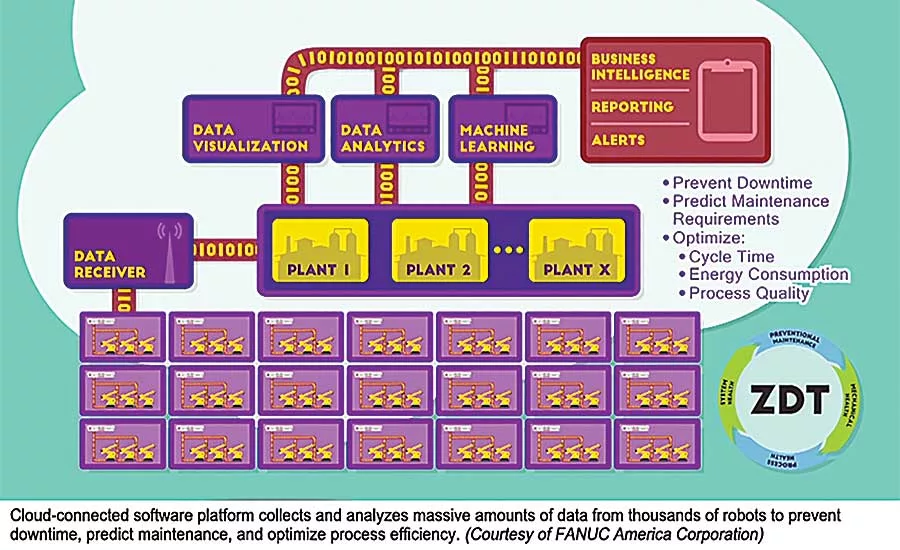
One of the first robotic applications of Industry 4.0 technology occurred several years ago in the auto industry when General Motors teamed up with Cisco and FANUC to launch a zero downtime program called ZDT.
ZDT is a predictive analytic service that identifies potential failures so engineers and plant managers can schedule maintenance and repairs, avoiding unexpected breakdowns during production. The objective of the cloud-computing operation is to avoid any unplanned downtime, which saves manufacturers time and money.
“The predictive analytics enable engineers to know when there’s going to be a failure long before there is one so that the problem can be resolved without causing downtime,” says Blanchette.
The connected network of GM robots for painting, dispensing and welding are smart enough to know when they need maintenance so that they don’t break down. As the technology evolves, the system will transform into more of an in-process adaptive tool, where robots can monitor and automatically adjust their own performance for maximum productivity.
More than 10,0000 connected robots later, the program has been a huge success. GM has been able to avoid more than 100 significant unscheduled downtimes since the program began. Considering 60 seconds of downtime can cost the carmaker as much as $20,000, those savings are quite significant.
Manufacturers in a variety of industries are also investing in robots equipped with sensors and controllers that can harness artificial intelligence, data analytics, digital twins and other Industry 4.0 technologies.
In fact, FANUC currently has more than 20,000 robots worldwide connected to its ZDT system. It claims that ZDT analytics have successfully identified potential equipment issues, and notified customers to take corrective actions and avoid unexpected downtime, in more than 600 cases, saving those companies more than $75 million.
“The value of ZDT applies to every manufacturer,” says Joe Gazzarato, director of engineering and ZDT product development at FANUC America. “No matter what industry you’re in, the prospect of maintaining consistent production uptime and reducing costs equates to a competitive advantage.
“Now, manufacturers are realizing there is even more to ZDT than downtime avoidance,” claims Gazzarato. “ZDT allows users to maximize production throughput, optimize maintenance costs, increase the life of their robots and access data from anywhere via a web portal.”
“We’re constantly learning more from all the data that we’ve already collected.,” adds Blanchette. “Based on the information that we’re learning, we are enhancing our analytics and adding more value. The more we can understand about what’s going on inside a robot, we can find out more about all of the elements around the robot that affect a manufacturing process.
“When you adopt Industry 4.0 robotics, you don’t need to get rid of all your machines,” notes Blanchette. “You can certainly get some value out of existing robots. In fact, many of our older products can be adapted or enhanced with ZDT. But, if you want the maximum benefit, you should be focusing on newer products.”
Digital Tools
In addition to ZDT, FANUC has a newer Industry 4.0-enhanced product called FIELD (FANUC Intelligent Edge Link and Drive system), which is an open platform for third-party developers.
“FIELD allows us to expand connectivity beyond just our products,” says Blanchette. “It enables our customers to achieve the value of ZDT, but for all of the other connected equipment used in factories, such as conveyors and PLCs.”
The open architecture FIELD system was released in Japan in 2019 and will be available in North America later this year. It includes two types of hardware: FIELD BASE Pro for small-scale systems using around 30 manufacturing devices, and Cisco UCS for large-scale systems with approximately 150 devices.
With the use of FIELD, both software developers and application users are free to create applications and communication converters that have access to connect with various types of plant floor devices. FANUC’s partners in the project include factory automation suppliers such as Keyence Corp. and Mitutoyo Corp.
“FIELD enables comprehensive data collection and analysis along the entire process chain, decreasing equipment downtime while improving operational efficiency and product quality,” says Blanchette. “In the future, we’ll be adding AI capability to both FIELD and ZDT.”
Other robot vendors have also developed Industry 4.0 options for manufacturers, such as ABB Ability Connected Services. The digital platform enables customers to securely integrate and aggregate their data, combine with wider industry data, apply big data and predictive analytics, and generate insights that can help them drive performance and productivity improvements.
“These insights help improve efficiency and reliability through the entire production cycle, from engineering and commissioning to operating and maintenance,” says Quevedo. “Digitalization enables greater efficiency across the value chain.
“All of our robots come ready to be connected to ABB Ability Connected Services, wirelessly or hard wired,” explains Quevedo. “The platform monitors the health and performance of single robots or entire fleets.
“Today, ABB Ability Connected Services monitors over 9,000 connected robots in more than 750 factories worldwide to provide actionable intelligence that allows [engineers] to address issues that could lead to a costly unplanned stoppage before they occur,” Quevedo points out.
“The ABB Ability Connected Services suite can be tailored via our flexible Robot Care service agreements to meet the unique needs of a specific plant,” claims Quevedo. “The five connected services include asset optimization, backup management, condition monitoring and diagnostics, fleet assessment and remote access.”
ABB has also recently launched several other Industry 4.0-enhanced tools, such as the OmniCore controller and RobotStudio simulation software.
“OmniCore provides great flexibility for integrating robots into the digital factory ecosystem, and seamlessly connects to ABB Ability Connected Services,” says Quevedo. “It is also designed for easy connections to a variety fieldbus protocols, force control and vision systems.
“OmniCore includes cybersecurity enforcements to prevent any data loss, thereby closing the loop between connectivity, data and control,” adds Quevedo. “It also includes SafeMove2, which transforms [traditional] industrial robots into collaborative robots capable of safely working alongside humans.”
RobotStudio is simulation software for programming, configuration and virtual commissioning before installation. It provides a digital twin of physical assets or systems so engineers can see what’s going on in their plant.
“Offline programming tools enable engineers to create, simulate and test a complete robot installation in a virtual 3D environment without having to disturb their actual assembly line,” says Quevedo. “This means that new product lines can be installed faster and ramped up to full speed without surprises during commissioning, a critical competency for manufacturers with today’s mass customization and shorter product life cycles.
“This not only helps [manufacturers] mitigate costly and time-consuming risks, but also shortens time to market for new products,” explains Quevedo.
KUKA Robotics’ Industry 4.0 system is called KUKA Connect. The cloud-based analytics and intelligence platform allows engineers to access vast amounts of data that has been turned into analytic information.
“With connectivity, we’re able to monitor things such as temperature, speed and load, and predict how projected maintenance cycles are affected by various assembly applications,” says Simon Whitton, senior vice president of sales and marketing for North America at KUKA Robotics.
“Designed for maximum freedom in the application, KUKA Connect is platform-agnostic and vertically scalable,” explains Whitton. “Based on the newest back-end architectures, it enables a fast-reacting and easily operated web-user interface that requires absolutely zero software to be installed, and it can be run on any device.
“Step by step, KUKA Connect exploits the full potential of combining comprehensive production data, innovative manufacturing processes, flexible networking and responsive components,” claims Whitton. “It makes the digitization of manufacturing processes significantly easier through the intelligent integration of the latest technologies in electronics, mobile devices, mobility systems and communications infrastructure.
“Given the rapid advancement in technology and the increased expectations and desires of consumers, manufacturers need to be able to incorporate new design processes, while improving their production performance and effectiveness at the same time,” says Whitton. “KUKA Connect is the first step toward establishing a simple and seamless link between OT and IT technologies.
“Through the unified software framework provided by KUKA Connect, our robots are able to [interact with] various service and applications through a single platform,” Whitton points out. “KUKA Connect provides the opportunity to leverage data analytics and cloud computing to predict and sustainably increase the productivity, quality and flexibility of manufacturing.
“The KUKA Connect platform not only offers access to machine data, but also has the intelligence to create meaningful representations, histories and statistics,” claims Whitton. “KUKA Connect leverages leading cloud, web and mobile technologies while providing a universal platform to facilitate the exchange of data across various KUKA robot-based automation processes and solutions.”
Tend Robotics’ Cell.Mate requires no coding skills to set up and works on robots from a variety of suppliers, including ABB, Denso, FANUC, Kawasaki, KUKA and UR. It provides predictive analytics alongside robot monitoring, analytics and preventative maintenance tools. The software program monitors robots and creates a digital signature based on factors such as temperature, torque and the amperage on each joint.
When it detects an anomaly, Cell.Mate sends out an alert that enables engineers to determine whether the change is due to some change in the robot’s code or because of a fault developing in the machine’s hardware. For instance, increased use of electricity by a robot might indicate that a bearing or reducer is getting worn despite there being no outward signs of wear.
Collaboration and Mobility
As the Industry 4.0 landscape unfolds, collaborative robots and automated mobile robots (AMRs) will play an increasingly important role in smart factories.
Cobots are smaller, more dexterous industrial robotic arms that enable human-machine collaboration without the need for complex programming or external safety infrastructure.
“The benefits of a more flexible and less expensive industrial-grade robot arm provide a great option for manufacturers that are struggling to invest high amounts of capital into comprehensive automation solutions,” says Rian Whitton, senior analyst at ABI Research.
“Strategic advances in 5G, cloud robotics and edge-enabled AI will make the performance of multiple collaborative systems superior,” predicts Whitton. “This will gradually allow for the development of cobots that have the advantages of industrial robotic arms, while retaining the benefits of current collaborative systems, including ease of use, ROI, reprogrammability, low footprint and flexibility.”
Universal Robots has been leading the collaborative charge with a variety of easy-to-use products that appeal to large and small manufacturers in a variety of industries.
“We refer to Industry 4.0 as leveraging digital technology to make the application and deployment of robotics easier,” says Joe Campbell, senior manager for strategic marketing and application development at Universal Robots. “We’ve focused on user interface and programming environment, including links to external devices.
“Most cobots are fully compatible with Industry 4.0 design principles,” explains Campbell. “Equipped with powerful onboard computers, they are interoperable and easily able to join the Internet of Things in any factory environment.
“Cobots promote information transparency via their ability to collect data and pass it on to other systems for analysis, modelling and so on,” Campbell points out. “In addition, cobots are classic Industry 4.0 products in that they are digital [devices] that continue evolving through software updates and their own programmability.”
Industry 4.0 technology also enables manufacturers to use more automated mobile robots (AMRs) on their assembly lines. Unlike traditional automated guided vehicles, AMRs do not require external infrastructure to localize themselves and are built with sensors and cameras to self-navigate their environments.
“Over time, AMRs will become more than just a material handling device,” predicts Rick Baker, chief revenue officer at OTTO Motors, which provides machines to customers such as Caterpillar, General Electric and Toyota. “They will become predictive data platforms that will enable manufacturers to make better decisions as they proactively build out their plants.
“We’re currently working with several manufacturers on lights-out applications,” says Baker. “That long talked about vision is now becoming more of a reality because of Industry 4.0 technology.”
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!









