New Techniques for Joining Plastic to Metal
Lightweighting trend drives engineers on quest to join dissimilar materials.

This vehicle achieves body and chassis weight savings due to lightweight metals, such as aluminum, magnesium, thermoplastic and carbon-fiber composites. Photo courtesy Jaguar Land Rover

Many types of adhesives can be used to bond plastics to metals. Photo courtesy Henkel Corp.

This prototype brake pedal was assembled with plastic and metal parts. Photo courtesy Lanxess Corp.
The push to decrease vehicle weight has spurred a new wave of research aimed at improving mixed-material assemblies. Illustration courtesy Henkel Corp.

A wide variety of automotive components use plastic-to-metal joints, such as this spare wheel well. Photo courtesy Lanxess Corp.
Adhesives can bond virtually any plastic to any metal. Photo courtesy Henkel Corp.

This concept sedan uses aluminum, carbon-fiber composites, magnesium, ultra-high-strength steels and advanced lightweight plastics throughout, including body, chassis, interior and power train. Photo courtesy Magna International Inc.
If it rolls, floats or flies, light weight is always good. Just ask anyone who’s ever been in a Pinewood Derby competition.
Manufacturers of planes, trains, automobiles, trucks and tractors are hungry for new materials that improve efficiency and reduce weight. Engineering plastics and carbon-fiber composites are popular choices, but they create challenges when they have to be joined to dissimilar materials, such as aluminum, magnesium, stainless steel or titanium.
Engineers have many options for joining plastic parts to plastic parts or metal parts to metal parts. However, when joining plastic parts to metal parts, options are few. Now, the push to decrease vehicle weight has spurred a new wave of research aimed at improving mixed-material assemblies.
Lightweighting is the No 1 topic in the automotive industry today, as OEMs scramble to lower emissions and improve fuel economy.
“[Automakers] are racing to develop safe, fun and affordable vehicles that are much more fuel efficient and produce far fewer emissions,” says Pat Lindner, president of DuPont Performance Polymers. “[But], we still have a long way to 54.5 miles per gallon in 2025 [the mandate for the Corporate Average Fuel Economy Standards]. This is a marathon—not a sprint.”
Engineers at Ford Motor Co. and Magna International Inc. are experimenting with a variety of lightweight materials to improve performance and fuel efficiency while reducing carbon dioxide emissions. They recently unveiled a lightweight concept vehicle that uses aluminum, carbon-fiber composites, magnesium, ultra-high-strength steels and advanced lightweight plastics throughout, including body, chassis, interior and power train.
The concept car trims the weight of a 2013 Fusion sedan to that of a Fiesta subcompact, resulting in a nearly 25 percent reduction.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
“Our goal was to investigate how to design and build a mixed-materials, lightweight vehicle that could potentially be produced in high volume, while providing the same level of safety, durability and toughness as our vehicles on the road today,” says Matt Zaluzec, technical leader for global materials and manufacturing research at Ford. “There’s not a one-size-fits-all approach to lightweighting.”
Over the last six years, vehicle weight has dropped by 20 percent, due to increasing use of plastic and other lightweight materials. By 2020, engineered plastics and polymer-based components will comprise 18 percent of the average vehicle’s weight.
“Plastics are very desirable to engineers,” says Darryl Small, senior market application engineer at Henkel Corp. “Their ability to take on rich colors, be shaped into contours and stylishly designed mean they can enhance the aesthetics of product designs. Practically, they are materials that will never corrode, so they naturally meet certain engineering challenges like lightweighting and aesthetics.
“However, plastics are not perfect,” warns Small. “These materials are not tough and durable like metals. Sometimes, they are lightweight to the point of being flimsy. If durability and strength are as important to the design as style and beauty, engineers need to be careful about the plastics they select.”
Typical Applications
Engineers at EWI work with manufacturers in a wide range of industries. “We are seeing an increase in interest in joining plastic to metal,” says Miranda Marcus, an applications engineer who specializes in ultrasonic welding. “There are several factors behind this trend, including reducing the cost of manufacturing, decreasing package size and creating lower weight assemblies.”
There are many applications in which plastic and metal parts are joined. Some examples include:
Nylon to stainless steel for an outdoor use application in which a large bonded area is subjected to constant vibration, impact, temperature change, and exposure to water, dirt and debris.
Polypropylene to aluminum for a vehicle panel application.
Urethane to steel for an outdoor use application subject to occasional impact, heavy static load and environmental exposure.
Polycarbonate to aluminum for a battery housing application requiring heat and humidity resistance, resistance to drastic temperature changes, high peel strength and high impact strength.
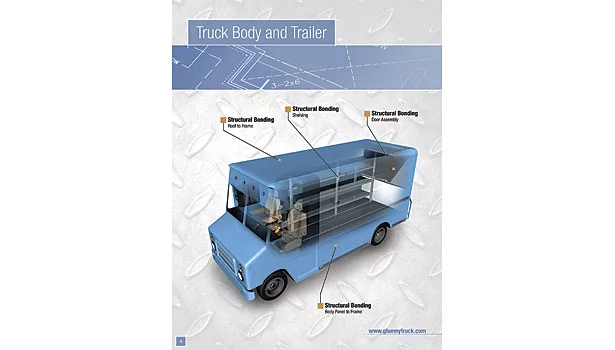
“Adhesives and pressure-sensitive tapes are used to bond composite heads to titanium faces in the assembly of drivers [for golf],” says Tony Kremer, senior technical service specialist at 3M Industrial Adhesives and Tapes Division. “[They’re also used to] attach flexible plastic LED strips to coated aluminum frames in light fixtures; attach plastic or composite skins onto the steel or wood frames of entry doors; and bond fiberglass panels to the aluminum frames of cargo trucks and specialty trailers.
“The ability of adhesives and pressure-sensitive tapes to adhere to plastics depends greatly on their surface energy,” Kremer points out. “Composite materials, such as rigid fiber-reinforced plastics, generally bond well in assemblies with metal components, and thus are often used as lightweight replacements for metal parts in [applications] like combat helmets and recreational vehicles.”
The automotive industry has long been a leader in mixed-materials assemblies. Plastic-to-metal automotive applications include front-end modules, pedal boxes, brake pedals, driver air bag housings, seat pans, spare wheel wells, manifold covers and cross-car beams.
“[The type of plastic being used] depends on the application and the conditions in which the material has to perform,” says Vasant Pednekar, senior engineer at plastics manufacturer Lanxess Corp. “For example, nylon is typically used where higher temperature requirements or higher durability is needed [such as under-the-hood applications].”
While plastic-to-metal applications are popular in the auto industry, joints between the two materials are also used to assemble appliances, consumer goods, electronics, medical devices and wind turbines.
Electronic manufacturers join plastic and metal components, such as internal and external housings used in smart phones and other portable devices. “Often, the internal support structure is thin stainless steel or aluminum, and that is connected to a thicker piece of plastic,” says Jay McKenna, global business manager for microPEM fasteners at PennEngineering.
Boats are another product with mixed-material assemblies. Marine manufacturers have been using composites for hulls, engine compartments, masts, rudders and other components for decades. Such assemblies must be very strong, and they often have to hold up in salt water environments.
“Metal parts are always needed to take up point loads for composite parts, and provide a mechanical fastening point, pivot point or spread a load for the composite structure,” notes Andrew Rich, president of Element 6, a consulting company that specializes in automotive carbon-fiber composites.
Joining Methods
Plastic or composite parts are typically joined to metal plates or structural components with either adhesives or fasteners.
Joining plastics to metals often involves mechanical fasteners, such as rivets or bolts. However, this requires hole drilling, which can be expensive. The composite and metal thicknesses must be increased overall to accommodate the stress concentrations at the hole and fastener point loads, sacrificing weight advantage. Some fasteners also pose the risk of rust and corrosion.
Threaded inserts are one way to join metal parts to plastic parts using threaded fasteners. “The most common application is the pressing of brass or steel inserts into plastic components, either by thermal or ultrasonic processing,” claims EWI’s Marcus. “This is achieved by melting polymer into a knurl on the metal part, which acts a mechanical joint once the plastic is cooled.”
Another threaded fastener option for mixed-material assemblies is self-clinching fasteners. In response to the increased use of plastic attached to metal, PennEngineering has recently developed several new products.
“The majority of our fasteners are designed to clinch into metal, and typically hold two panels together,” McKenna points out. “We have found that a fastener that extends through the thin metal panel, and then broaches into the thicker plastic panel, offers the best results.
“The broaching action cuts its way into the nonductile plastic and holds the two sheets together,” explains McKenna. “This can often be a solution that is flush on the top and bottom surfaces of the assembly.”
Adhesive bonding overcomes many of the issues related to using threaded fasteners to join mixed-material assemblies. The entire bonded contact surface participates in load management. In addition, the adhesive and primer combination isolates one surface from another, which reduces issues from galvanic interaction.
Adhesive bonding provides more efficient load management, so the thickness and weight of both materials can be reduced. And, there are no holes to drill, align or seal.
However, adhesives are not instant like mechanical fasteners. Depending on the technology, adhesives take seconds, minutes and occasionally hours to fixture and ultimately cure. Manufacturers must wait for fixture to be completed before moving parts.
Control is also a factor. The amount of adhesive dispensed, the precise location of the adhesive, and the clamp force applied to the assembly must be carefully controlled or the bond will be compromised.
While adhesives can bond virtually any plastic to any metal, some materials work better than others. “Nylon and ABS typically are the easiest plastics to join to metals,” says Henkel’s Small. “Bond strength to the plastic is not always ideal when you are working with extremely smooth plastic materials like polypropylene or with hard-to-bond plastics like polyethylene. But, primers can greatly increase bond strength to plastics.
“Almost all adhesive technologies can be used to bond plastics to metals,” adds Small.
“Cyanoacrylates, acrylics, epoxies, urethanes, elastomers and silicones all reliably bond plastics to metals.”
A new technology called hybrid structural instant adhesive (being introduced this fall by Henkel) will enhance plastic-to-metal bonding applications. It combines fast-curing cyanoacrylate adhesives with traditional structural technologies, such as epoxy or methyl methacrylate.
“These are two-part, room temperature curing adhesives applied using a dual-cartridge dispenser,” says Small. “They offer the fast fixture speeds of cyanoacrylates with the durability of structural technology.
“Hybrid structural instant adhesives can bond most plastic formulations, including hard-to-bond plastics, to metal substrates,” claims Small. “The key is they do it faster. Fixture speed differentiates the hybrid from the pure structural technology. Hybrids fixture in less than three minutes.”
Although it’s currently impossible to weld plastic to metal, several new R&D projects hold potential.
Avraham Benatar, an associate professor of materials science engineering at Ohio State University, has developed a method for joining thermoplastics to metal using a heated tool. The metal substrate is textured with a fine knurl pattern and heated for a preset time by pressing it against a hot tool that is kept at a high temperature. Then, the hot plate is retracted, and the cool thermoplastic sheet is pressed against the hot metal surface for a preset time.
The hot metal melts the thermoplastic surface, resulting in flow and wetting. The molten plastic flows into the knurls, creating a mechanically interlocking joint when the plastic cools and solidifies. Increasing the heating time generally increases the joint strength until an optimum is reached.
According to Benatar, high-density polyethylene (HDPE)-to-steel joints he has created with the technique are slightly stronger and more consistent than HDPE-to-aluminum joints. For a fixed heating time, polycarbonate- and HDPE-to-steel joints are stronger than polypropylene- and acrylic-to-steel joints.
Engineers at the Joining and Welding Research Institute in Osaka, Japan, have developed a new process called friction lap welding. They recently conducted a test that successfully joined aluminum and nylon parts. Lap joints with high shear strength were obtained over a wide range of welding parameters.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





