Choose the Best Conveyor for Assembly
Whether you make mobile phones or aircraft seats, your assembly processes will require some combination of manual and automated transfer operations.


Whether the product being manufactured is a mobile phone or an aircraft seat, the assembly processes will likely require some combination of manual and automated transfer operations. A simple but effective way to determine if a transfer operation should be automated is to consider two factors: production volume and product life cycle. A product with low or uncertain production volume and a short life cycle is often better suited for a manual transfer operation. Conversely, a product with high, stable production volume and a long life cycle is a good candidate for an automated transfer system.
When the expected volume and product life cycle make automated transfer attractive—or even necessary—for an assembly operation, the work of choosing the right conveyor system begins. But before you start exploring conveying options and specifications, the first thing you should do is answer the following question: “What benefits do we expect to see by using an automated, conveyor-based transfer system for this process?”
In some cases, automated transfer is implemented because the costs of manual transfer—including scrap or rework—are too high or too variable. Or, it may be that manual transfer operations simply can’t keep up with increased volume or throughput levels. In other cases, automated transfer enables improvements in the working environment—in the form of fewer safety hazards, better access to materials, and improved ergonomics—which have been proven to increase productivity and quality.
Product vs. Process
Once the expected benefits of implementing an automated conveyor system have been determined, it’s time to begin defining the application requirements. Conveyor systems are inherently complex, and the task of choosing from among dozens of conveyor types and hundreds of configurations can seem daunting. But breaking the application down into two parts—product requirements and process requirements—can help simplify the analysis and guide you to the system with the best fit.
Although it’s common practice to start with the conveying process itself, it’s important to define the product requirements first. In some cases, the physical features and nuances of the product can be the determining factors when deciding which type of conveyor is best for an application.
These factors include:
- Type. What type of product will the conveyor be handling? Different products and industries have unique handling requirements or challenges.
- Size. How large, physically, is the product being conveyed?
- Shape. Does the product have any oversized dimensions (extra tall, for example) or protrusions that might interfere with the conveying system?
- Weight. How much does the product and any associated fixtures weigh? Will the weight change at any point during transport (i.e. as additional parts are assembled)?
- Orientation. How should the product be oriented on the conveyor? For example, should one side face a particular direction in relation to the direction of movement?
- Fragility. Is the product sensitive to shocks? Is it perishable?
Process requirements are those that determine how the conveyor will move, such as elevation changes or curves, and the environment in which it operates. Many of these requirements are dictated by the manufacturing facility and production goals.
These factors include:
- Distance. How far will the product be moved? What is the distance between workstations or operations?
- Path. Does the transport path require curves, elevation changes, stops or diversions?
- Speed. Does the transfer require slow and steady movements or short, rapid moves?
- Positioning accuracy. Does the operation require precise positioning? Or is the positioning tolerance relatively low?
- Ambient environment. Will the conveyor work in an extremely high- or low-temperature environment? Will there be dust, water or other contamination in the environment? Does the conveyor need to be clean-room, vacuum or dry-room compliant?
- Ergonomics. If personnel are working with product directly on the conveyor, what should its height be? What safety mechanisms are required?
- Footprint. What floor space is available for the conveying system? Will it need to fit within an existing production layout?
What Applications Have in Common
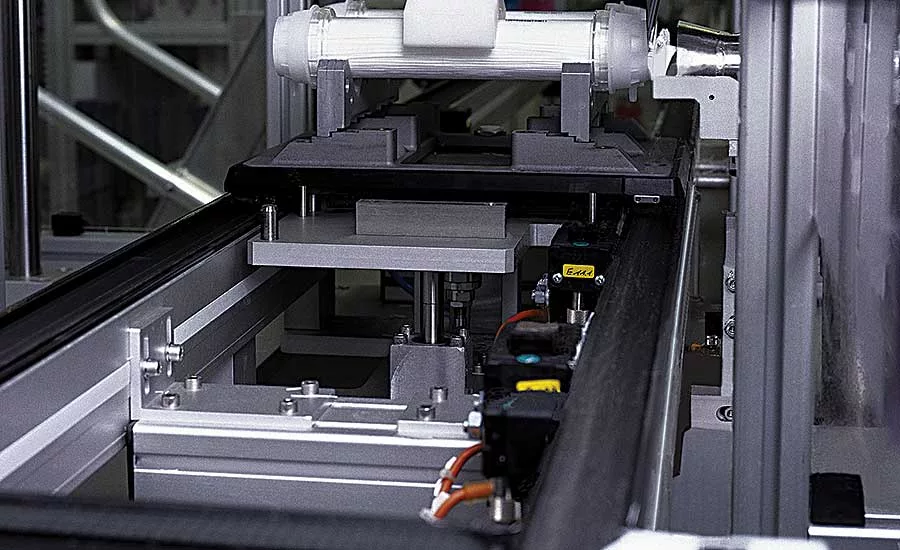
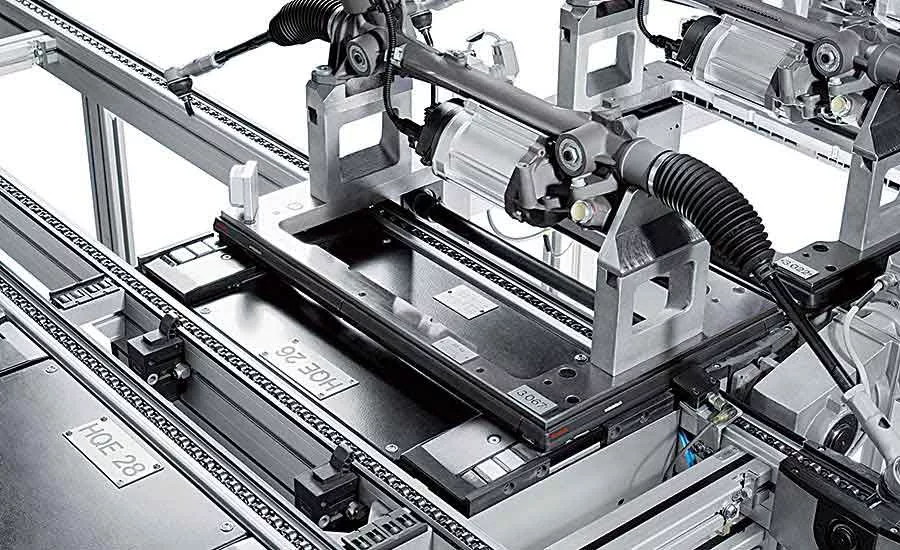
Regardless of the product being transferred, there are some commonalities that can be found among most assembly applications. First, assembly operations typically require access to the part from more than one side, and they often require custom fixtures to hold or secure the part. Payloads can range from as little as a few grams, as is often the case for electronics assembly, to hundreds of kilograms, as in many automotive processes.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
The conveying path for an assembly operation is often two-dimensional, with little or no elevation change. But the required positioning accuracy is very high, since the assembly operation depends on the precise location of the part.
Given these criteria, pallet-based conveyor systems are often the best solution for assembly applications. Pallet-based
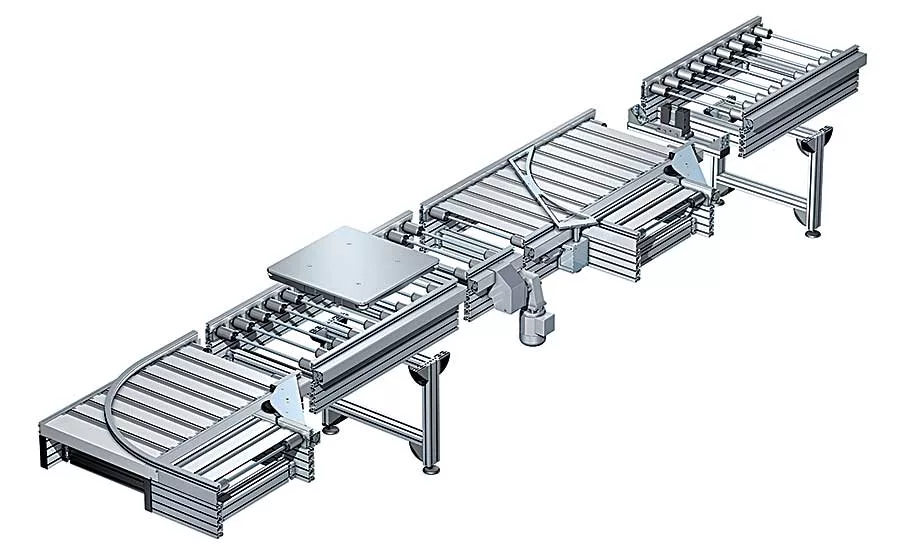
conveyors, such as Bosch Rexroth’s TS Transfer Systems, are available in a range of sizes to accommodate the size, shape, and weight of the part being transferred. And they’re available in belt-, chain-, and roller-driven designs to provide the required transfer speed and positioning accuracy. Pallet-based conveyors are ideal for two-dimensional transport paths with 90- and 180-degree curves, and they can accommodate small vertical transfer movements.
Another factor to consider when selecting an assembly conveyor is the scalability of the system. For example, if the product volume can potentially increase from 1,000 units per month to 10,000 units per month within a short time frame, it will be simpler and more cost-effective to have a system that you can adapt to the new requirements—one that is scalable—rather than starting over with a new conveyor platform.
Pallet-based conveyors are modular in construction, making them relatively easy to scale or reconfigure when production volumes or product requirements change.
The Case for Automation
Once you’ve chosen the best conveyor system for your assembly application, the final step in the analysis is to weigh its benefits vs. the other alternatives and demonstrate its return on investment (ROI). You defined the benefits by answering the question posed at the beginning of the analysis: “What benefits do we expect to see by using an automated, conveyor-based transfer system for this process?” Framing the answer in terms of the alternatives—such as manual or semi-manual transfer—is an easy task if the benefits have been clearly defined.
The ROI, by definition, is an objective measure of the investment and quantifiable returns. It’s important to remember that the investment includes not only the initial purchase price, but also the installation, operation and maintenance costs. Likewise, the return includes additional sales and profit from increased throughput, in addition to reduced scrap and rework costs, reduced labor costs through better ergonomics and increased safety, and lower changeover costs when product or production requirements change.
In some cases, the “hard,” quantifiable ROI factors can be supplemented by “soft” ROI factors. One example is differentiation from the competition. Customers tend to view more favorably those manufacturers that embrace technology to improve quality and reduce costs. This is especially true when the product is complex or high-value. Using a world-class system that incorporates high levels of automation can demonstrate to customers that you are committed to producing the best product possible at the lowest cost.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




