Sensor Optimizes Cutting-Edge Stone Processing System
Traditionally, multiple pieces of equipment have been required to process a stone slab. Separate machines that cut, drill or finish the slab surface have been used by stone-processing companies worldwide for centuries.
In Portugal, however, four organizations formed a consortium several years ago to change the way that stone is processed. The participants include a machinery supplier (Zeugma Tecnologia de Sistemas Industrias, S.A.), an engineering company (Tecnibite Informatica, S.A.), a materials testing center (FrontWave Engenharia e Consultadoria, S.A.) and a technical school (Tecnico Lisboa Institito at the Universidade de Lisboa).
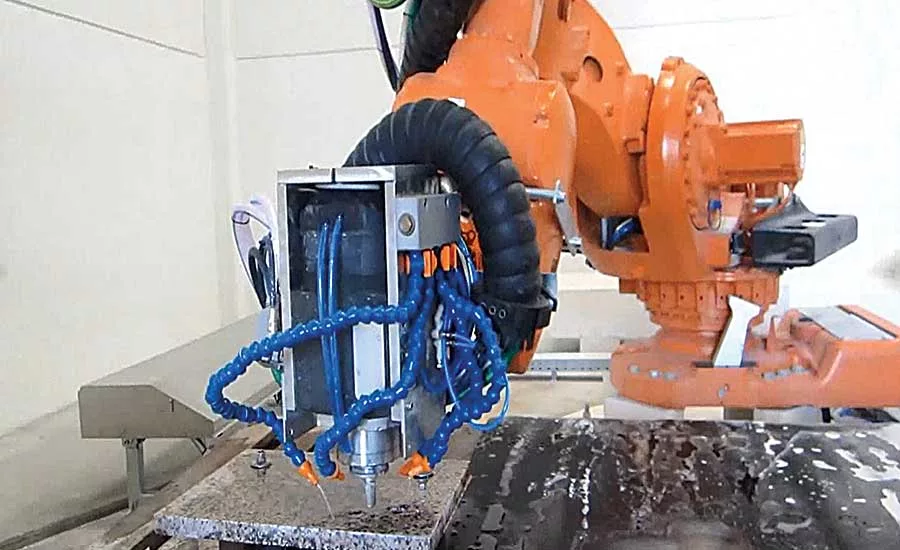
They established a project, called CORE, to develop a single system that can fully process stone products. In late 2014, they achieved this goal with the development of the LeanMachine system, which consists of a six-axis robot and an advanced HMI.
The robot is equipped with special tooling to perform stone cutting. The HMI uses algorithms developed from human intelligence to efficiently manage all processes and adjust production parameters according to the different characteristics of each stone product. These capabilities enable any stone factory to achieve greater throughput than from manual processes.
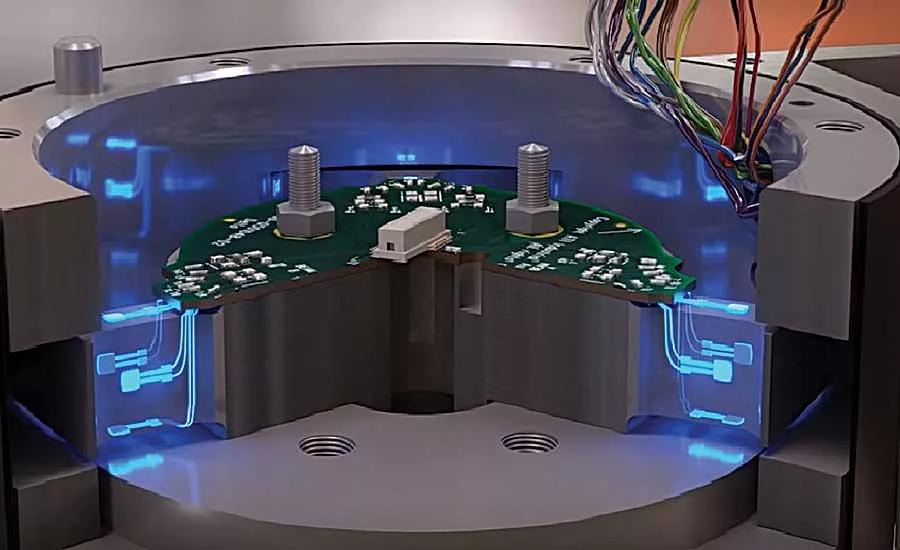
Apex, NC-based ATI Industrial Automation provided an Omega191 force-torque sensor for the robot to continuously measure and control the tool force during every cutting process. Maintaining the proper tool force improves product quality and reduces tool wear.
Although compact (190 millimeters diameter by 64 millimeters high), the sensor is durable enough to handle the inherent stress of these heavy-duty applications. It is made of hardened stainless steel or aircraft aluminum and weighs 9.41 kilograms.
The sensor measures six components of force and torque (Fx, Fy, Fz, Tx, Ty and Tz), offers high-speed output and allows overload values from 4.8 to 19.9 times the rated capacity of the mounted EOAT. Internal silicon strain gauges provide an amplified signal that’s 75 times stronger than conventional foil gauges, resulting in near-zero noise distortion.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Standard and metric versions of the sensor are available, as are those rated IP60, IP65 or IP68. The IP60 is for use in dusty environments, the IP65 is protected against water spray, and the IP68 can be submerged in fresh water to a depth of 10 meters.
Applications for the force-torque sensor include product testing, telerobotics, part placement and removal in precision fixtures, and friction stir welding. Options include span temperature compensation, environmental protection and a thru-hole design.
As for the LeanMachine’s HMI, the sensor helps operators in several ways during the setup of any stone-processing cycle. Novel algorithms ensure intelligent tool selection, product design and sequencing of automatic operations. All acquired product data is saved for future reference.
Tool selection is done with the system’s Software T. Step one is defining the type of stone to be processed. The operator then finds the tools that are available, determines the working conditions and picks a process.
Product design is an intuitive process that uses 3D models. The designer selects a face and applies a feature (pockets, through pockets, holes, through holes, slots, etc.) with a single click. Feature geometry is then defined and positioned, before the surface finish is selected.
Founded in 1989, ATI Industrial Automation is an engineering-based developer of robotic accessories and robot arm tooling, including automatic tool changers, multi-axis force and torque sensing systems, utility couplers, robotic deburring tools and collision sensors, manual tool changers and compliance devices. For more information, call 919-772-0115 or visit www.ati-ia.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!







