Common Mistakes When Dispensing and Curing Light- Curing Adhesives
Avoid these common mistakes when dispensing and curing light-curing adhesives

Light-curing adhesives, also referred to as UV-cure adhesives, offer many advantages for automated assembly. The speed at which the adhesives are cured, the ability to fit into an automated process, and the strength of the bond are reasons why manufacturers may choose light-curing adhesives over other adhesive options. However, there is a large margin for error with light-curing adhesives. Problems in both the dispensing and curing phases can waste material, compromise the bond strength and slow down production.
Properly designed dispensing and curing processes can eliminate these mistakes. This starts with understanding the application. Edgardo Rodriguez, sales and marketing director at Hernon, suggests that manufacturers work with the adhesive suppliers to ensure the product is designed specifically for the intended application. In addition, the materials used to construct the dispensing system must be compatible with light-curing adhesives, as certain metals can cause the adhesive to polymerize.
Only 300-series stainless steel metal parts and fittings should be used in the dispensing system. Additionally, light-curing adhesives can degrade certain plastics, so any plastic features and tubing should be polyethylene, polypropylene, Teflon, nylon or acetyls. Brandon Zinn, lab engineer at Scheugenpflug, notes that the adhesive can be spoiled by other environmental contaminants, such as sulfur.
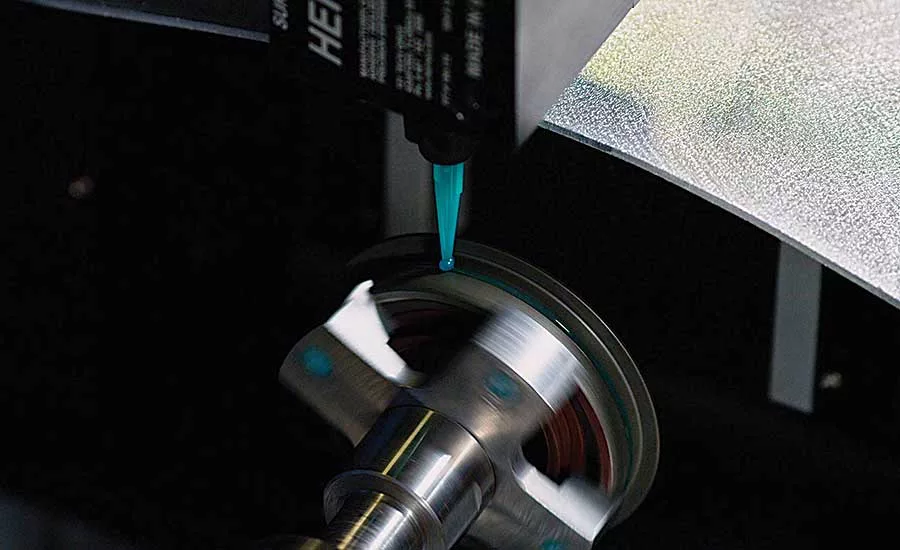
Another important aspect of the dispensing system is that it fully prevents the adhesive from being exposed to light. Kevin Zoeller, engineering sales representative at Ellsworth Adhesives, notes that all dispensing equipment needs to be both opaque and UV resistant to prevent premature curing. Curing within the dispensing tubes and needles wastes material and causes a need for increased dispensing pressure. This can cause incorrect amounts of the adhesive to be dispensed.
“Often, manufacturers underestimate how much light can cause an issue. Continued exposure to light from a window or even the overhead room lighting can cause the adhesive to cure within the dispensing equipment,” says Rodriguez.
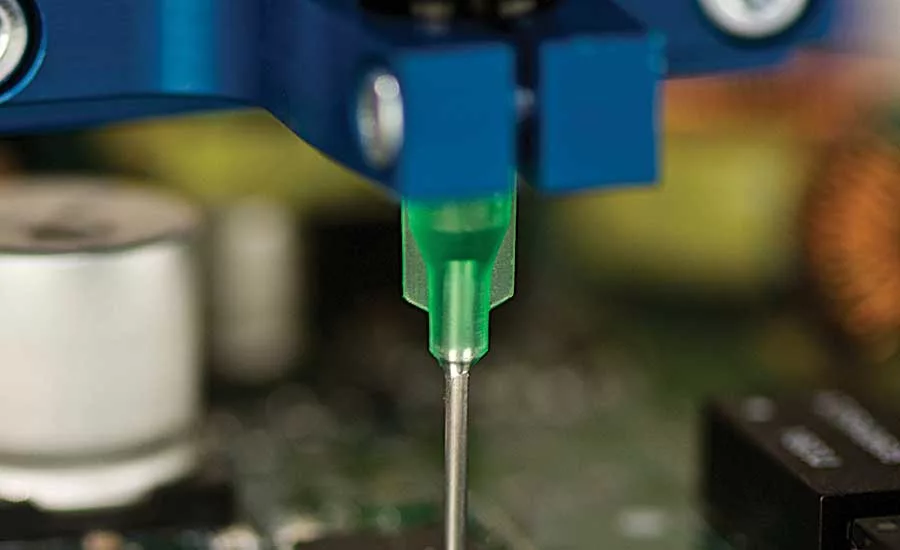
Zoeller suggests using plastic dispensing tips that can be easily replaced if the adhesive begins to cure inside it. The dispensing pressure should be monitored as well, to show when there may be a clog in the tubing or dispensing needle due to unwanted curing. Maintaining the dispensing system is crucial to success with light-curing adhesives.
Common Dispensing Mistakes
One of the common problems is air bubbles within the adhesive, which can compromise the strength of the adhesive. There are a number of things that can cause bubbling, many of which are related to the pressure during dispensing. Air bubbles can form in fluid lines when an empty adhesive container is removed. In this case, the lines should be flushed after refilling or replacing the container.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Applying more pressure than necessary can also cause bubbling in the adhesive. This can be alleviated by using the appropriate pressure pots for the viscosity of the adhesive. For lower viscosity adhesives, pour-in or drop-in pressure pots are most effective. Ram-style pail pumps are suggested for higher viscosity adhesives.
Excessive air pressure, more than 30 psi, can cause air to dissolve the adhesive. Zoeller says the need for excess pressure can be remedied by utilizing shorter fluid tubing with a diameter around 10 millimeters. Long, narrow lines can slow the flow rate, which can lead to the formation of air bubbles. Bubbles can also be formed with vacuum suck back on dispensing syringes. While this feature minimizes dripping and product loss, it can also pull the plunger out of the syringe if the pressure is too strong.
Another issue in dispensing is that light-curing adhesives are typically transparent. This makes them difficult to see when applied, leaving room for missed applications and eventual product failure.
“Some manufacturers will add a florescent additive that only appears under UV light, which shows where the adhesive has been applied,” says Zoeller. “Other manufacturers use color-changing materials—the material is colored to show proper application, but clear when cured.”
Common Curing Mistakes
The most important part of the cure is matching the wavelength to the adhesive, Zinn states. This is also where many people go wrong with curing. The adhesives have a preferred wavelength of light at which they will cure fast and strong. While it is important to achieve this ideal light wavelength, the adhesive will still cure under lighting that is a bit off.
“UV-cured materials don’t require UV light. Rather, they need light at a wavelength near the UV spectrum. They can cure in ambient light and any light that matches the frequency required by the chemistry,” says Zoeller. “High-energy light that is closer to the blue-purple end of the spectrum cures faster than ambient or sunlight; it can cure deeper.”
Rodriguez agrees, noting that matching the UV wavelength to the photo-initiators in the material offers the best results. This can be remedied by speaking with the adhesives manufacturer to make sure that the curing light used is at the correct wavelength. In addition, Zinn says that the exposure can impact the cure.
“Refraction and light block can cause incorrect exposure,” Zinn notes. The light-curing adhesive must be exposed to light for a full cure to be achieved. If certain areas of the product are shadowed and unable to be fully exposed to the light, manufacturers could consider a hybrid adhesive. Hybrid, or dual-cure, adhesives can be set with light and fully cured with heat or other activators.
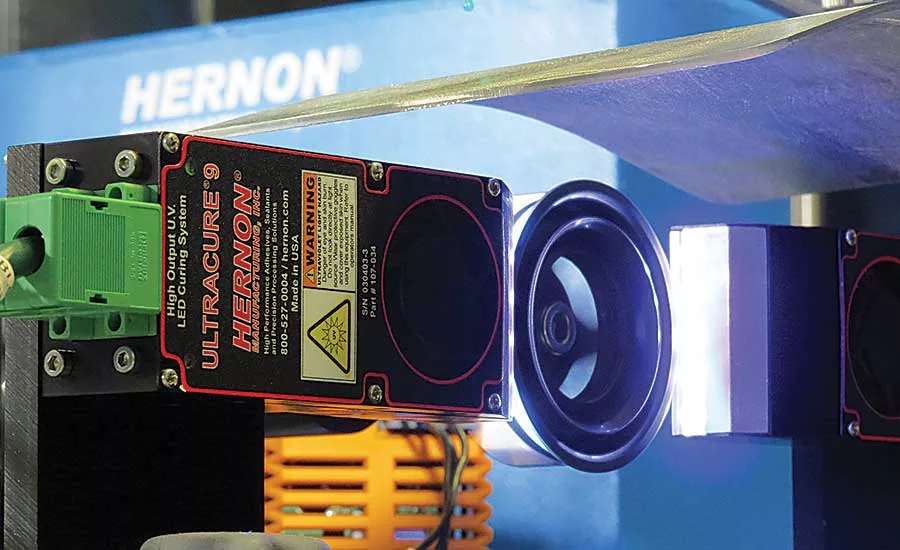
However, for certain applications, heat can be a detriment to the curing process. While the adhesive can’t be over cured from light exposure, excess heat from conventional UVA or UVB lightbulbs can damage the adhesive or the substrates. LED lighting can offer the same spectrum of light, without the added heating element.
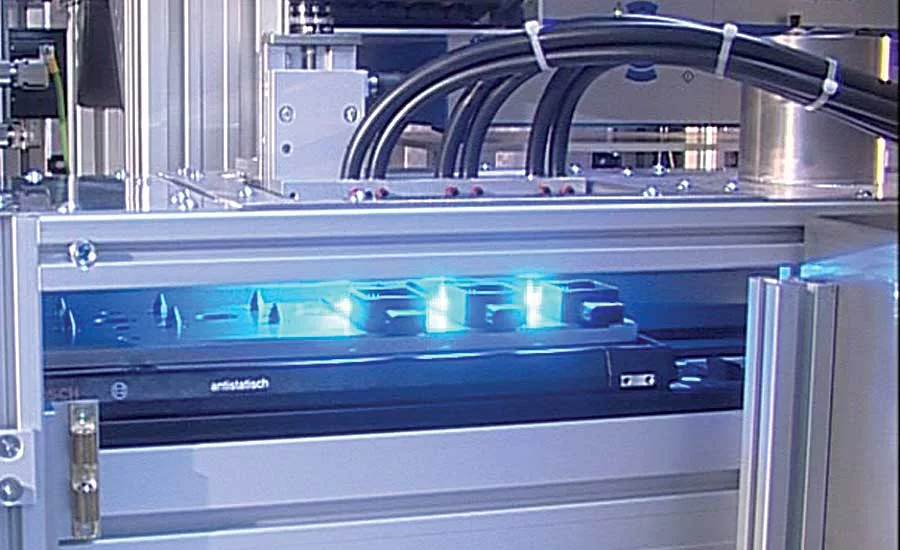
The distance of the light source from the adhesive can also affect the cure. If the light source isn’t in a fixed position, each object that is cured with it may receive different amounts of light, causing inconsistent cures. This problem is remedied by having the light built into the automation process, where the products pass by light that is at a fixed distance and intensity. Zinn suggests that manufacturers can further eliminate this step by using an automated system that cures the adhesive immediately after dispensing.
The timing of the cure is determined by the adhesive manufacturer, which does extensive testing on the cured adhesive to measure bond strength and durability. Light-curing adhesives can save manufacturers time and resources, especially when the process is integrated into an automated assembly system. To avoid common errors when dispensing and curing these adhesives, engineers are well advised to contact adhesive and dispensing equipment suppliers early in the planning process.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




