Outlet Assembly is Optimized With Cascading Conveyors

Many products installed in a home are taken for granted as things that should always work properly. A good example is the electrical outlet. Few people besides outlet manufacturers really know how much work is involved with making a high-quality, reliable product.
Rockford, MI-based Byrne Electrical Specialists Inc. (BES) has been designing and manufacturing outlets since 1979. The company currently offers several types of power and data technologies for office, teaching and hospitality environments. These include on-surface, in-surface and mobile power units; corded and hardwired systems; USB outlets; data components; HDMI and VGA cables; and cable management products.
Early in 2018, BES management at the Rockford plant realized that it needed to increase throughput of outlets for modular office furniture. To meet this challenge, the company replaced its manual welding-and-inspection assembly process with three robotic workcells. Developed and installed by automation specialist Criterion Manufacturing Solutions, the cells feature a total of 28 AS40 conveyors made by QC Conveyors.
Product assembly begins with each cell operator setting the parameters for the current job on an HMI. These include the outlet color and size, as well as the number of outlets per case. The operator then manually loads outlet front shells and back plates into separate hoppers on one side of the cell, and metal busbars into three hoppers on the other side.
“Each outlet has five parts, including three busbars for line, neutral and ground,” explains Dan Wierenga, automation manager at Byrne. “And each hopper drops busbars onto a cascading three-layer conveyor system.”
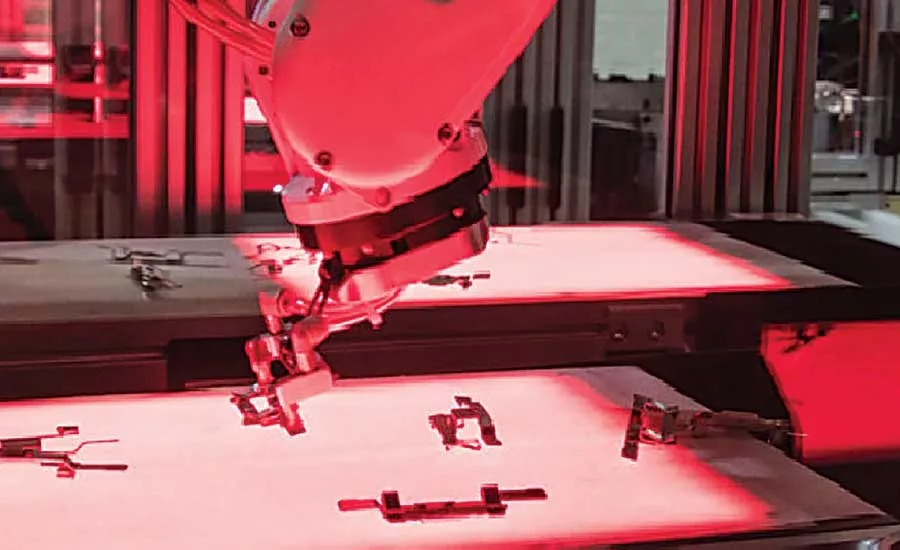
The first conveyor moves slowly and transfers busbars to a faster middle conveyor that evenly spaces them on the belt. In the middle of this conveyor is a backlit section, which is made by Spectrum Illumination and monitored by a Datalogic vision system.
As each busbar travels over the backlit section, the vision system confirms if it is right-side up and clear of other parts. If yes, the conveyor stops and the vision system determines the X, Y and angle of the busbar so a Nachi six-axis robot can grip and reorient it, and place it in a holding area.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Any busbar that is bad, misoriented or clumped with another busbar is moved forward until it falls onto a third (fastest-moving) conveyor that returns the busbar, via an elevator, to the original hopper.
At this point, another robot places the outlet’s front plastic shell into a nest, picks up three busbars and inserts them into the shell. The robot then places the outlet’s back plastic shell on top of the front shell, presses them together and places the assembly on a takeaway conveyor with a dedicated lane for each assembly cell. This conveyor moves each outlet to the inspection station where it is lifted off the conveyor and visually inspected on both sides.
Next, the outlet passes an ink-jet printer that prints a symbol specific to the current order on the front of the outlet. The symbol consists of logos in three different colors depending on the outlet’s body color. After printing, the outlet gets a label on the back and packed into the proper case for shipping.
“We used QC Conveyors because they have a convenient form factor, and come in custom sizes and lengths, with an array of belt types,” says Wierenga. “Low-friction, transparent and high-durability belts maximize functionality and life span, and are also easy to install and replace.”
For more information, call 888-818-7375 or visit www.qcconveyors.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






