Processing Automotive Ethernet Cables
Ethernet cables provide high-speed data transmission for infotainment and driver assistance applications, but they require automated equipment for stripping and crimping.


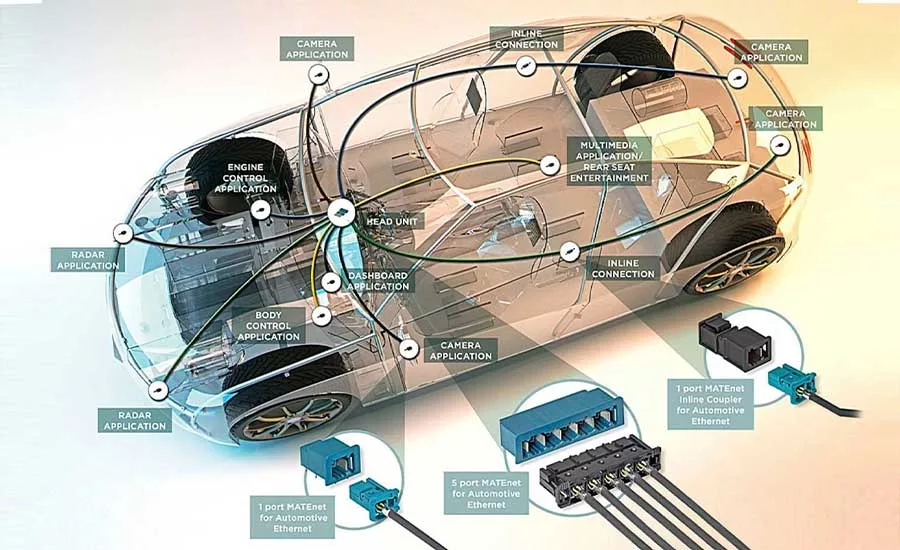
Electronics in today’s vehicles are increasingly complex. With more sensors, controls and interfaces all using higher bandwidth, faster data throughput and more reliable networks are required. The weight of the cables and harnesses in the vehicle is also a concern.
Ethernet cables solve that problem. They are a secure transfer medium that can handle large amounts of data. And, they are 30 percent lighter than controller area network or local interconnect network cables.
In 2016, the Institute of Electrical and Electronics Engineers (IEEE) published the first Automotive Ethernet standard, IEEE 802.3bw or 100Base-T1. While the bandwidth of 100 megabits per second is comparable to the 100Base-TX Fast Ethernet standard for computer networking, there are key differences in the automotive version, according to Mika Arpe, global director for specialty products at Aptiv, an automotive supplier specializing in safety and connectivity technology.
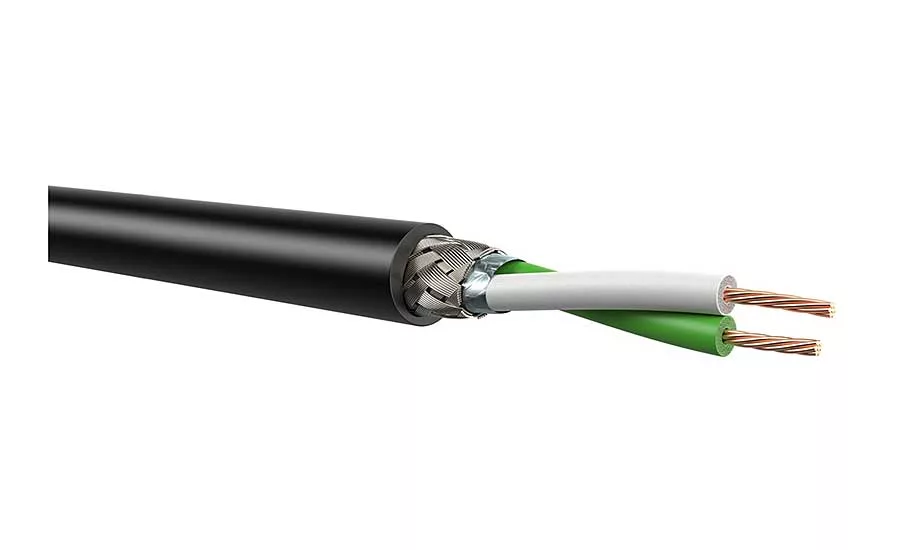
Both standards run on unshielded twisted-pair wiring, in which two copper wires are twisted together along the length of the cable. This has the effect of producing less electromagnetic radiation and cross-talk that could interfere with other wires or components, while also resisting interference from other sources.
However, 100Base-TX uses two wire pairs, while Automotive Ethernet uses a single pair, which saves weight and cost, explains Arpe. The pair is “balanced,” meaning the signals have equal but opposite voltages. Transmit and receive signals are both conducted on the single pair, instead of on the separate pairs of 100Base-TX.
The 100Base-TX standard was also specified for a maximum length of 100 meters, a length that subsequent Ethernet standards have adhered to. Automotive Ethernet was specified for a maximum of just 15 meters, since automotive applications don’t need the longer distance to network components within a vehicle, and the shorter length allows for lighter cabling.
The data transmission speed of the IEEE 802.3bw standard can cover many initial automotive applications, so it is widely used today. But, as automotive computers incorporate higher-definition video streams and data from multiple sensors, higher speeds would be necessary, says Arpe.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Thus, soon after IEEE 802.3bw was finalized, the IEEE ratified 802.3bp, or 1000Base-T1, providing for gigabit speeds over shielded or unshielded twisted-pair wiring, says Arpe. This standard shares many attributes with its predecessor, but the frequency is nearly 10 times as high, at 600 megahertz. This means that the cables are more vulnerable to cross-talk, and engineers must keep this in mind as they manage electromagnetic noise throughout the vehicle, testing rigorously and shielding where needed. This standard will provide enough bandwidth for the next two or three generations of vehicle platforms.
In 2020, the IEEE introduced 802.3ch, which provides for multigigabit Ethernet at standard rates of 2.5, 5 and even 10 gigabits per second over the same 15 meters. Shielded twisted pair wires are necessary at these speeds, but electrical frequencies in excess of 7 gigahertz may require the use of shielded parallel pair wires to minimize electromagnetic interference.
A key benefit of Ethernet is that it is a flexible network, allowing easy reconfigurations, says Arpe. If there is a failure, an Ethernet router can route data traffic a different way. This is important to ensure uninterrupted connectivity for the major computing components in a vehicle.
Also critical in vehicle networks is Ethernet’s ability to carry electrical power along with the data signal, a feature called power over data lines (PoDL), says Arpe. PoDL can support up to 500 milliamps of power, enough for certain sensors, such as an optimized satellite camera. This allows vehicle manufacturers to run a single pair of wires to some sensors for all of their needs, reducing weight and simplifying harness design.
Processing Automotive Ethernet Cables
Due to tight tolerances and high production volumes, Automotive Ethernet cables are typically not assembled manually, but rather, on automated systems that transfer wires from one process to another.
For example, the modular Lambda 416 from Komax automatically strips and terminates shielded, twisted pair cables in a 12-step process. In the first step, a wire is manually inserted into a fixture, and the machine pre-qualifies the end of the wire with a “zero cut” process. This process is particularly useful when processing shielded cables or twisted conductors. It ensures that the insertion position in the crimp is correct even if the insulation is pulled forward.
At the next two stations, the cable is oriented, and the outer jacket is cut and partially removed. At station 4, the jacket is pulled off, and a support sleeve is crimped to the cable. At station 5, the braided shield is peeled back and folded against the outer jacket. At stations 6 and 7, the foil is perforated and removed from the twisted pair.
At station 8, the pair is untwisted and spread apart, creating a Y-shape at the end of the cable. At station 9, each end of the pair is stripped. And at station 10, ferrules are crimped onto each end.
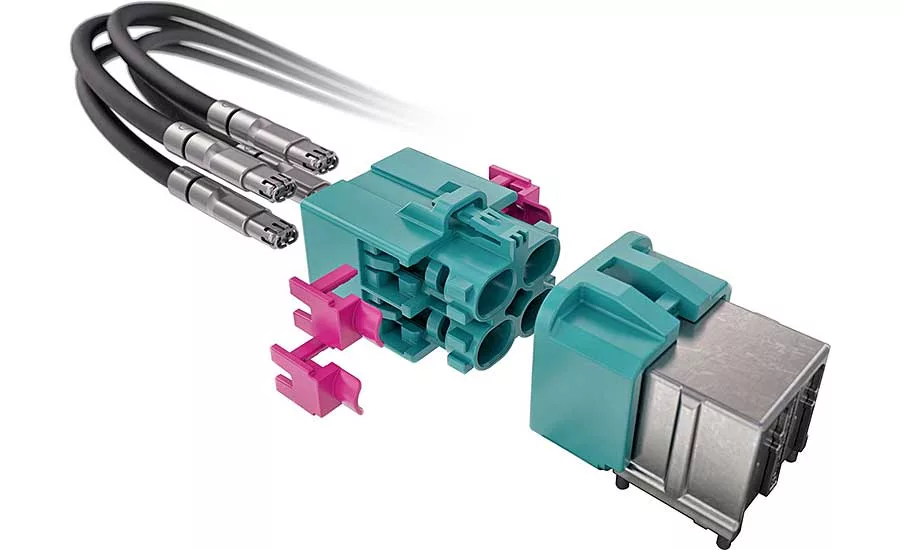
At station 11, the braid is brushed and inspected. At the last station, a terminal body is crimped over the pair of wires, enabling the cable to plugged into a connector.
The machine provides comprehensive quality control with crimp force monitoring, as well as tactile and optical measurement.
“Shielded and unshielded twisted pair cables…are tricky to process. The connectors consist of several elements that have to be positioned and aligned with each other with pinpoint accuracy,” says Thomas Haslinger, vice president of sales, service and marketing at Komax. “As a result, these cables are almost impossible to process by hand. Automation is a must.”
Another automated option is the new S70 transfer line from Schleuniger. The flexible, modular machine automatically processes two- and four-conductor cables, single wires and coaxial cables, including Ethernet, high-speed data cables, two-way UTP and STP cables, standard and high-speed FAKRA cables, air bag squib cable assemblies, safety switch harnesses, and cables for antilock brakes, exhaust management systems, temperature sensors and applications.
The tool carrier can be indexed laterally, vertically and axially. Part feeding, assembly stations, coiling systems and test stations can be integrated according to individual requirements. The system can also be extended with peripheral devices.
At the Productronica trade fair in Munich in November 2021, the machine received an Innovation Award in the Cables, Coils, and Hybrids Group.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





