Optimizing End-of-Line Packaging Systems for Medical Devices

High-speed delta robots are particularly well-suited for picking products and placing them into secondary packaging quickly but gently. Photo courtesy Brenton Engineering Inc.
Maximizing the capabilities of packaging equipment depends upon how well it is integrated into the assembly line. Photo courtesy Brenton Engineering Inc.

Robotic palletizers can build higher, more dense and more stable pallets than conventional systems. Photo courtesy Brenton Engineering Inc.
The primary purpose of secondary packaging is to ensure the safety of a product during storage and transportation. The integrity of secondary packaging is particularly important with medical devices.
The FDA does not just monitor the production of medical devices; it also ensures that the packaging for those devices is safe and effective at keeping the contents clean and germ-free.
Packaging must also meet rigorous labeling standards. The FDA’s Unique Device Identification (UDI) regulation requires every medical device to bear a unique, globally recognized identifier so it can be tracked from the point of manufacture, through distribution, to final use. The goal of the system is to facilitate medical device recalls; aid adverse event reporting; improve supply chain security; and prevent medical errors. The UDI code must consist of a device identifier, which is unique to each model of the device, and a production identifier, which includes a device’s lot or batch number, serial number, expiration date and manufacturing date.
All of these requirements place higher demands on end-of-line packaging equipment, such as case erectors, case packers, case sealers, labelers, palletizers and stretch wrappers, as well as the material handling systems that connect them.
These systems must operate reliably and cost-effectively, while complying with industry standards and regulations. They must accommodate high-mix, high-volume production; handle delicate devices without damage; and meet rigorous standards for cleanliness and sterility.
Integration of Packaging Systems
Maximizing the capabilities of packaging equipment depends upon how well it is integrated into the assembly line. The task is not as straightforward as merely acquiring the machinery and programming the robots. Rather, that’s just the beginning. Programming is the easy part. Making the ancillary systems work together, and presenting the products to the individual machines and robots so they are not doing more work than is necessary requires considerable expertise.
Working with experienced packaging equipment suppliers can be invaluable. They understand the upstream and downstream inputs and outputs of the machines. They can provide the latest in servo-driven motion control technology for fast and reliable changeovers, as well as superior diagnostics and technical support.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Integrating a packaging system into an assembly line involves examining each station on the line. What is its mean time between failures and how does that affect the production rate? These risk assessments may lead the packaging equipment supplier to install vision systems at key points on the line or create accumulation lanes to ensure that the line keeps moving during short periods of downtime.
The packaging equipment supplier will also evaluate the entire line for safe operation. Simply attaching conveyors between machines and writing control code to ensure proper handshakes between PLCs is not enough. Additional guarding, emergency shut offs, hold-in-place actuators and other safety systems may be necessary.
A good packaging equipment supplier can reduce the time required for validation by creating and populating the bulk of the installation qualification and operation qualification (IQ/OQ) documentation prior to factory acceptance test (FAT). A packaging equipment supplier might need just four weeks to prepare IQ/OQ—half the time a medical device manufacturer might invest to do the same work. The equipment supplier knows the system’s software. Having most or all of the documentation completed by the end of the FAT saves time, and will free up the medical device manufacturer to focus on a faster, more trouble-free startup.
Options for Packaging Systems
Medical device manufacturers have a slew of options for packaging systems, including case erectors, case sealers, palletizers, stretch wrappers and labelers.
One of the first choices to be made is whether to use hard automation or robotics. This varies, depending on the items to be packed, the pack configuration, takt time, available space, and a company’s general equipment philosophy. Finding the best solution requires an analysis of the product, the package, the company’s current needs and its potential needs down the road. As a general rule, robots can more efficiently process multiple SKUs, manage varying product sizes, and create many pack configurations.
Case packing machines are a core part of end-of-line packaging systems, capable of folding, packing, gluing and taping of cardboard boxes.
Case style is one of the primary determiners of whether to install a robotic or hard-automation case packer. A robot lends itself best to top-load pick-and-place applications, particularly if the entire case can be loaded at once. A 12-pack of IV bags, for example, is an ideal robotic application.
Robotic case packers, however, cannot yield the speeds of hard automation. A robotic case packer typically tops out at speeds of 30 picks per minute. But in the right application and configuration, such a system can pick three or four caseloads at a time, which equates to 90 to 120 picks per minute. Still, for a single-size product, traditional hard automation provides higher speeds and greater efficiency but with less flexibility. A medical device manufacturer that needs to pick 400 products per minute, and can only pick one product at a time, probably should consider hard automation.
Flexibility is another key. Robotic systems provide significantly more flexibility. Even though a robotic system might have more components and require more total square footage, individual components can be placed in various locations to accommodate available space.
Robots for Pick-and-Place
Medical device makers have a wealth of robot options for picking and placing assemblies and packages: six-axis robots, delta robots and SCARA robots. High-speed delta robots are particularly well-suited for picking products and placing them into secondary packaging quickly but gently.
Regardless of the type of robot used, the key to success lies in the end of arm tooling (EOAT) used to pick up the items. Well-designed tooling will ensure high pick rates without damaging the product. For example, with flow-wrapped products, too much vacuum on the EOAT will pull air through the plastic or cause the plastic to get puckered or deformed. At the same time, the vacuum must be strong enough to grip and move the product successfully. Similarly, gripper fingers must be robust enough to survive a crash, but not so heavy that they require a large, expensive robot to handle their higher weight and inertia.
Engineers should also consider how the products are metered and presented to the robot for pick-up. Sensors and a PLC can be used to tell the robot that an assembly is ready for pick-up or if a product has been missed and left behind. Alternatively, a vision system can enable the robot to pick products arranged randomly on a conveyor.
Palletizing Systems
Once products have been boxed, the boxes must be placed onto a pallet for shipping. Here, medical device makers have two options: conventional automated in-feed palletizers and robotic palletizers. In-feed palletizers are ideal for packaging operations ranging from 30 to 100 cases per minute, and they can serve single or multiple packaging lines.
Robotic palletizers, however, provide significant advantages. Equipped with four-, five- or six-axis articulated robots with versatile grippers, robotic palletizers can build higher, more dense and more stable pallets than conventional systems. System software automatically measures the case and packaging contact surfaces and determines the best layering pattern for individual packages. Stacking criteria can be modified by factors such as the size and shape of the case or package, crushability, stability, volume of cases per layer, number of layers, and the layer patterns.
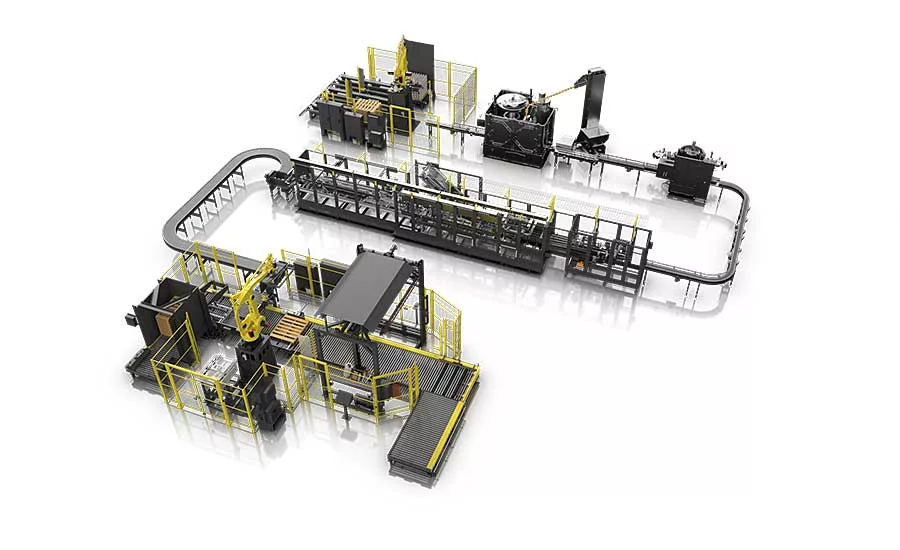
For example, the Brenton RP1000 robotic palletizer can handle speeds of 20 cycles per minute, while handling cases, bundles, bags or large objects with complex pack patterns. The entire cycle from in-routing of cases into the palletizing station, case identification and labeling, palletizing, stretch wrapping and pallet license plating is accomplished within the palletizing station.
In this system, the case conveyor feeds a single case to a pick station with a built-in scale. There, a robot equipped with a vacuum gripper picks the case from the scale and presents it to a label applicator. Once the labeler signals that its cycle is completed, the robot lifts the case to an inspection station, where a vision system inspects the label. The robot then rotates the case for an additional label application and again the label is inspected.
Completed cases are metered into a second pick station. A robot picks a group of cases and passes them in front of bar code scanner. Case data is captured and tracked to the pallet being palletized. The robot continues to cycle until the pallet is complete. Completed pallets are then indexed out of the cell. Completed pallet loads are indexed onto a stretch wrapper. The system prints and applies a license plate number label and shipping label to all four sides on the exterior of the wrapped pallet. Case identification data for cases on the pallet are associated with the pallet.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





