Staking Complements Adhesive Bonding

The PulseStaking process does not produce vibration, burning smells, particulates or burn marks.
Photo courtesy Branson at Emerson
Adhesive bonding is a proven method for joining plastics and dissimilar materials in an array of consumer electronic products. These include virtually any product with an electronic “brain,” including cellphones, computers, cameras, augmented-reality goggles, charging devices, headphones and earbuds and drones.
While adhesives offer the assurance of high-strength bonds, the production managers who use them often lament the time, effort and equipment required to cure them properly. Each bonded assembly requires fixturing, clamping and unclamping until the adhesive is fully cured and bond strength is ensured.

The components of a digital camera are typically assembled with a UV-cure adhesive. Instead of clamping the parts together while the adhesive cures, engineers can use PulseStaking technology. Photo courtesy Branson at Emerson
Whether an adhesive joint takes seconds or minutes to cure, the clamping and unclamping operation represents a significant investment of time, labor and tooling. Automating this process is possible for high-volume production runs, but it requires additional time and expense that is more difficult to justify for high mix or low volume production.
Consider, for example, the clamping required to bond the elements of a digital camera assembly, such as those found in cellphones or compact cameras. Following adhesive application, the elements of the camera must be stacked onto a substrate, then secured with sufficient clamp force to provide equal pressure across the assembly to ensure consistent alignment. Even with a UV-curing adhesive, which can cure in seconds, clamping and unclamping the parts requires people or automation to complete the assembly. All of this handling, independent of clamps and tooling, adds to per-part costs for labor, cycle time, or both.
A Better Alternative
Staking is a more cost-effective alternative to clamping. In staking, a part with one or more holes in it is slipped over corresponding posts on a base part. A tool mounted on a press is then used to form a head on each post, trapping the top part securely against the base part. The base part must be made of a formable thermoplastic, but the entrapped part can be made of any material: sheet metal, FR4, glass, rubber, thermoset plastic or another thermoplastic.
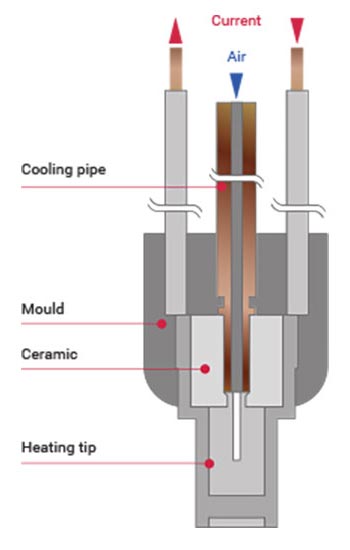
The unique design of the PulseStaking tip combines an electric heating element with a compressed air cooling system, enabling instantaneous heating or cooling of the tip—and the surrounding plastic—to precise temperatures during the forming process. Because temperature control is localized, nearby surrounding plastic structures are not affected and part stress is minimized. Photo courtesy Branson at Emerson
There are several ways to head posts for staking. Emerson has developed a new, cost-effective approach for the process: Branson PulseStaking technology, a variant of traditional “hot-tip” thermal staking processes. PulseStaking employs a patented tip that precisely manages the temperature to melt the plastic and form a head. The temperature is controlled with pulses of heating and cooling. As a result, this process can stake or swage complex, closely spaced studs singly or in multiples, depending on tooling, without the risk of melting nearby structures. Thus, PulseStaking can handle a range of densely featured assemblies that ordinary hot-tip processes cannot.
The PulseStaking process does not produce vibration, burning smells, particulates or burn marks. The process can be used on delicate and sensitive parts, and it produces consistent, strong, aesthetic joints.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Using heat-staked plastic studs or rivets to replace clamps is relatively simple. It starts on the drawing board, when engineers are designing the parts to be bonded. Engineers will need to augment their designs with specific features, such as slightly enlarged surfaces on some components. The larger surfaces are needed to accommodate tiny holes that allow for the insertion of micro-sized studs or rivets. To date, such rivets can be as small as 0.065 inch in diameter.
It is these rivets, once staked into place, that provide the clamping force needed to replace mechanical clamping fixtures. The size and strength of the rivets are determined by the product and adhesive curing requirements and validated by weld evaluation, pull-strength testing or other methods during the design process.
The posts do not have to be large, because they aren’t necessarily providing mechanical strength for the joint—the adhesive is providing strength and sealing. The rivets are just keeping the parts in place while the adhesive cures, so the assembly can proceed down the line without delay.
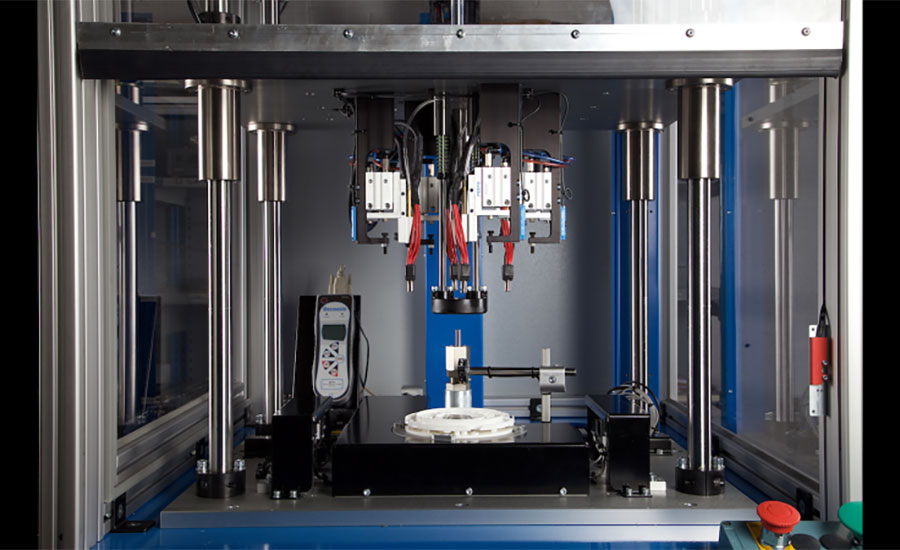
A PulseStaking machine can stake multiple posts in a single cycle. Photo courtesy Branson at Emerson
Once the design process is completed, the new part is ready for volume manufacturing. During assembly, just after application of the adhesive, the mating parts of the product—in this case, the elements comprising a digital camera module—are aligned and placed on an automated PulseStaking platform. The PulseStaking tool simultaneously forms heads on all the studs, permanently joining the mating parts in seconds. The need for clamps and the costs of labor, automation and tooling for clamping and unclamping are eliminated in this single step.
The time and cost-saving opportunities for manufacturers in a variety of markets—consumer electronics, automotive, appliances and medical—are substantial. Consider an adhesive-bonded part with an annual production volume of 1 million units. If each part requires an average of 15 seconds of labor time for clamping and unclamping, the labor expended equals 4,166 hours per year—about two full-time workers. Automating the clamping process with an in-line PulseStaking process could dramatically speed production, provide rapid payback, reduce work in process, improve production yields and quality, and allow for redeployment of valuable labor to other, less tedious tasks.
ASSEMBLY ONLINE
For more information on staking, read these articles:
Staking for Plastic Parts Assembly
Shedding Light on the Plastic Staking Process
Two-Step Heat-Staking Boosts Throughput
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





