New Applications Increase Demand for Anaerobic Adhesives

Anaerobics are popular because they protect against vibrations and seeping fluids to keep metal assemblies holding fast.
Photo courtesy Henkel Corp.
Threadlockers and retaining compounds have been around for decades. Officially known as anaerobic adhesives, the materials cure in the absence of air, filling gaps between components.
The one-part formulations are ideal for mechanical fastening applications. Anaerobics are commonly used for locking tasks that involve bearings, bolts, nuts, pulleys, screws or shafts. In addition to tight bonds, they also have sealant properties and can protect bolted assemblies from liquid and gas corrosion.
Anaerobics are popular because they protect against vibrations and seeping fluids to keep metal assemblies holding fast. They enable engineers to design robust, lightweight joints at less cost than traditional interference fits.
Interference fits, commonly referred to as press fits and shrink fits, are old-school methods for joining cylindrical parts. In an interference fit, the inner part—such as a shaft, bearing or bushing—is machined to be bigger than the mating hole of the outer part—such as a gear or housing.
The larger part is then forced into the smaller part. Both parts deform slightly to fit together. The friction between the parts is so great that even large amounts of torque cannot separate them.
For maximum joint strength and optimal performance, interference fits must be highly precise. This dimensional precision increases both the cost and the time required for component production.
A reliable interference fit puts high levels of stress on the joined components, which limits substrate selection. Only certain materials can withstand the stresses of machining and the forces required to merge the parts.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Anaerobic adhesives are commonly used to join cylindrical metal parts. Photo courtesy Bostik Inc.
Reliable Alternative
Anaerobic adhesives enable engineers to design robust, lightweight joints at less cost than traditional interference fits by reducing dimensional precision and increasing the selection of viable substrate materials. They provide strength and reliability and are traditionally used to secure bearings, bushings, cylindrical parts and gears onto housings or shafts.
Anaerobics are structural adhesives that polymerize when the liquid is confined without air between close-fitting metal surfaces. The first and best-known use for anaerobic adhesives is thread-locking, in which a drop of adhesive applied to the threads of a nut and bolt bonds the assembly, prevents vibrational loosening, seals the threads against fluids and moisture, and prevents corrosion and rusting.
Many engineers embrace anaerobic threadlockers as a chemical solution to the mechanical problem of loosening.

Electric motors are a growing application for anaerobic adhesives. Photo courtesy Bostik Inc.
When used to assemble cylindrical metal parts, anaerobic adhesives fill the empty space between the mating surfaces and cure to chemically unitize the assembly. The combination of an interference fit and a retaining compound is much stronger than an interference fit alone.
The cured adhesive fills the inner space between the components and provides a physical and chemical barrier that eliminates fretting, oxidation and galvanic corrosion. The adhesive also seals the interference fit joint against leakage.
Retaining compounds are used in three ways for interference fit joints:
- Added to existing designs to increase joint strength and reliability.
- Engineered into new designs to create smaller, lighter weight assemblies. The parts can be made with relaxed tolerances requiring lower cost machining.
- Used to structurally bond a slip fit that eliminates the need for an interference fit. The parts do not need to be machined to tight tolerances, and the joint is as reliable and effective as an interference fit.
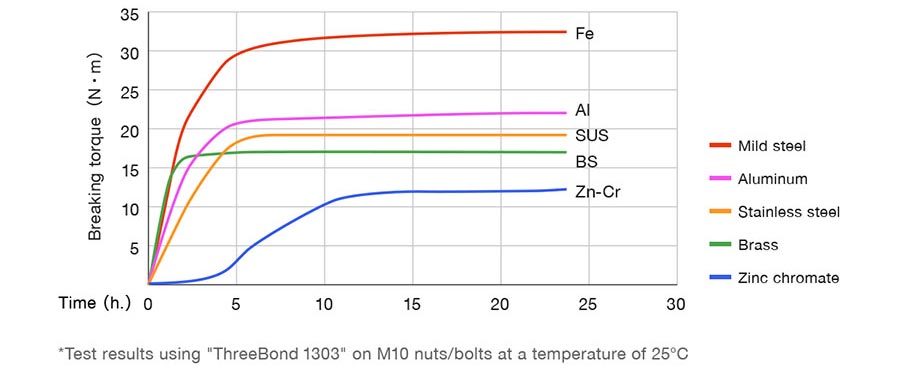
Anaerobic adhesives are best suited for bonding metals to each other, but the rate of curing and adhesive strength will vary depending on the type of metal. Illustration courtesy ThreeBond International Inc.
Retaining compounds increase the strength and reliability of a traditional interference fit. Interference fits generate strength from the metal to metal contact of surface peaks, which represent only 15 percent of the total surface area of the joint.
The liquid retaining compound fills the surface irregularities and clearance gaps between the two parts. It then cures to create a dense, high-strength bond that increases joint strength and achieves maximum load transmission.
The cured resin increases the area of surface contact so stress distribution is improved. This enhances joint reliability, reduces equipment downtime and increases part life.
Whether it’s an interference fit or a slip fit, components bonded with retaining compounds do not require precise dimensions or a fine surface finish. Bonded interference and slip fits allow relaxed tolerances that are ideal for joining dissimilar metals and translate into lower-cost processing for components.
Bonded assemblies experience less stress in the joint and are more robust under differential thermal expansion. When different substrates are bonded, the assembly maintains its strength better, since the joint does not depend on the interference fit alone.
Anaerobic Applications

Anaerobics enable engineers to design robust, lightweight joints at less cost than traditional interference fits. Photo courtesy Henkel Corp.
Anaerobic adhesives are used to assemble a variety of products, including air bearings, conveyors, hydraulic cartridge valves, loudspeakers, motors, power tools, prosthetic limbs and transmissions.
“Anaerobic materials are sought out in manufacturing anywhere the following attributes are desired: torque resistance; protection for corrosion and seizure; controlled strength of assembly; and gap-filling,” says Zach Forster, OEM business development leader for North America at Henkel Corp.
Henkel offers a variety of threadlocking products that are marketed under its Loctite brand. It recently developed Loctite DRI 2250-W, a water-based, flowable, preapplied adhesive for medium- and high-strength automotive applications.
The product features a low coefficient of friction. It completely fills thread roots on a fastener to prevent its side-to-side movement and increase the reliability of threaded assemblies.
“As a pre-applied film, the threadlocker is dry to the touch and remains an inert coating until assembly,” explains Forster. “During assembly, microcapsules contained within the coating are crushed and release an active ingredient that initiates the anaerobic curing process.
“When cured, the threadlocker also acts as a thread sealant,” claims Forster. “It eliminates the need to apply liquid sealants, adhesives or any other mechanical locking or sealing device to threaded parts during manual or automatic assembly.”
“While anaerobic adhesives have historically been used for MRO maintenance applications, we see their usage expanding and their demand rising for electronic applications as well,” adds Christos Karadimas, engineering adhesives regional director at Bostik Inc. “For instance, augmented reality headsets and other electronic applications require materials to offer high performance, even when exposed to physical demands of movement and vibration.
“This is because anaerobic adhesives help metal fittings remain secure and not come loose or dislodge,” Karadimas points out. “Additionally, this capability helps reduce part replacement frequency and maintenance work, which further helps drive demand due to sustainability pressures.
“For electronic applications in particular, consumers are increasingly able to service and upgrade their products themselves,” says Karadimas. “So, if manufacturers want longer use products, then using anaerobics help parts maintain performance for an extended period of time.”
According to Mordor Intelligence, the global anaerobic adhesives market is currently $583 million, but is expected to reach $804 million by the end of this decade, growing 7 percent annually. Much of that growth will be due to new applications, such as electric vehicle motors and wind turbine gearboxes, that require the use of mechanical fasteners to withstand corrosion and high dynamic forces.

Anaerobic adhesives are used to assemble wind turbine gear boxes. Photo courtesy SKF
New Product Features
Engineers can choose a wide variety of anaerobic adhesives designed to meet specific applications.
“One new innovation that we have recently promoted are materials that cure in two different manners,” says Henkel’s Forster. “These anaerobic materials cure in the traditional sense (absence of air and presence of metal), but also have an option to be cured with the addition of UV light curing equipment.
“This allows for efficient processing and the option to very quickly fixture the adhesive while the anaerobic nature still works simultaneously within shadowed areas,” notes Forster. “One example would be Loctite AA 3510 which is both a structural acrylic and anaerobic.
“Internal permanent magnet designs are an emerging trend that has presented unique challenges for design and manufacturing engineers,” Forster points out. “Loctite AA 3510 is specifically formulated to address the challenging demand of this application and the need for faster production output.”
According to Forster, it cures through UV light in 30 seconds, providing large gap fills up to 3 millimeters, and provides a robust room-temperature curing performance in bond gaps of up to 0.01 inch. Temperature resistance is up to 248 F.
Like many types of adhesive, waste can be a problem when applying anaerobics. Some suppliers have attempted to address the issue by focusing on new types of packaging design.
“Compared to competitive options, our Born2Bond products are packaged in bottles that enable manufacturers to improve usability and recyclability, while reducing overall cost in use,” says Karadimas. “In particular, the bottles are designed with a click-top cap for easy opening and have a nozzle that can be calibrated to dispense the right amount of product per application need.
“For example, end users simply turn the nozzle to a given position based on a certain screw measurement, and then dispense the product accordingly,” explains Karadimas. “By doing so, engineers can rest assured assemblers will use only the exact amount of product needed each and every time.
“Additionally, Born2Bond bottles are made with 100 percent plastic and are fully recyclable,” claims Karadimas. “They do not contain a metal pin that ends up in landfills. These packaging design elements enhance efficiencies and reduce waste production, which also serve to lower production costs.”
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!







