Fastening Threads: All Screw Head-Drive Features Are Not the Same
Impact head and drive style selection can have a profound effect on assembly productivity. To examine this, we recently conducted a study focusing on machine screws.

 Impact head and drive style selection can have a profound effect on assembly productivity. To examine this, we recently conducted a study focusing on the highest volume segment of threaded fastener installation- small fasteners less than 0.25 inch in diameter, commonly referred to as machine screws.
Impact head and drive style selection can have a profound effect on assembly productivity. To examine this, we recently conducted a study focusing on the highest volume segment of threaded fastener installation- small fasteners less than 0.25 inch in diameter, commonly referred to as machine screws.
In addition to being plentiful, the assembly method of these fasteners is arguably more consistent than other segments, making test results more widely applicable.
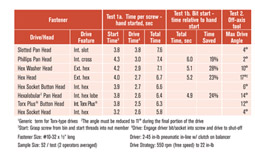
Figure 1 summarizes the results of three tests performed to quantify the relative productivity of each option. Tests 1a and 1b capture the total assembly time for fasteners hand started and bit started, respectively. Test 2 determined the maximum angle at which the driver could be oriented off the screw axis and still consistently drive the fastener into a prevailing torque nut.
The differentiating factor in start times shown in Test 1a is the head geometry. Specifically, how easily that geometry can be manipulated to mate the screw to the nut member. The tall cylindrical shape of the hex socket head screw, providing a large area with surfaces parallel to the screw shank, best fits that description as demonstrated by significantly lower times. Drive times, on the other hand, are dependent on drive geometries in the bit-socket and the drive feature.
The key features of effective drive styles are small angles of symmetry (features each 60 degrees, rather than 90 or 180 degrees) and an entry radius. The results showed that the operator has greater influence on start time than drive time.
Fasteners were driven into tapped holes on 1 inch centers. Additional samples were then run into prevailing torque nuts to determine if the resistance would change performance. The only impact was that all times increased approximately 0.5 second, due to driver RPM being reduced from the added load. Relative times were essentially unchanged.
Bit starting, as illustrated in Test 1b, can provide significant reduction in assembly time, particularly when head geometry is not conducive to hand starting. Bit starting does increase the potential for cross-threading; though no instances occurred in the 208 screws driven in Test 2 (fine threads are less prone to cross-threading). The ideal manual installation method is when the component to be fastened can support the fastener sufficiently, it is aligned relative to the nut member, and it can be placed and driven safely without hand starting.
The poor performance of the Phillips drive in Test 2 was due to the angled drive surfaces and rapidly diminishing contact area at increasing angles. The slotted drive cammed out laterally before enough angle could be achieved to cause axial release, so the reported results of this test are of limited value. The hex head allowed the bit to fall below the screw head bearing plane, thus allowing a large starting angle.
However, the drive cannot be completed at this angle, as socket contact will prevent the fastener from being fully driven. The driver must be rotated upward to an angle similar to the hex washer head. The lobed geometry of the Torx-type drives allow greater clearance and a larger entry radius between the bit and drive surfaces than the internal hex, because the profile allows more contact area to be maintained. This results in greater possible drive angles than the internal hex drives of the socket heads.
There are several variants of the widely available Phillips drive that incorporate improvements to that system (generically termed cruciform or cross). Many of them are proprietary, as is the Torx Plus drive, introduced as an improvement on the Torx drive upon the latter’s patent expiration.
The complete test report excerpted for this column can be found at www.archetypejoint.com/comparisontest.
In addition to being plentiful, the assembly method of these fasteners is arguably more consistent than other segments, making test results more widely applicable.
Figure 1 summarizes the results of three tests performed to quantify the relative productivity of each option. Tests 1a and 1b capture the total assembly time for fasteners hand started and bit started, respectively. Test 2 determined the maximum angle at which the driver could be oriented off the screw axis and still consistently drive the fastener into a prevailing torque nut.
The differentiating factor in start times shown in Test 1a is the head geometry. Specifically, how easily that geometry can be manipulated to mate the screw to the nut member. The tall cylindrical shape of the hex socket head screw, providing a large area with surfaces parallel to the screw shank, best fits that description as demonstrated by significantly lower times. Drive times, on the other hand, are dependent on drive geometries in the bit-socket and the drive feature.
The key features of effective drive styles are small angles of symmetry (features each 60 degrees, rather than 90 or 180 degrees) and an entry radius. The results showed that the operator has greater influence on start time than drive time.
Fasteners were driven into tapped holes on 1 inch centers. Additional samples were then run into prevailing torque nuts to determine if the resistance would change performance. The only impact was that all times increased approximately 0.5 second, due to driver RPM being reduced from the added load. Relative times were essentially unchanged.
Bit starting, as illustrated in Test 1b, can provide significant reduction in assembly time, particularly when head geometry is not conducive to hand starting. Bit starting does increase the potential for cross-threading; though no instances occurred in the 208 screws driven in Test 2 (fine threads are less prone to cross-threading). The ideal manual installation method is when the component to be fastened can support the fastener sufficiently, it is aligned relative to the nut member, and it can be placed and driven safely without hand starting.
The poor performance of the Phillips drive in Test 2 was due to the angled drive surfaces and rapidly diminishing contact area at increasing angles. The slotted drive cammed out laterally before enough angle could be achieved to cause axial release, so the reported results of this test are of limited value. The hex head allowed the bit to fall below the screw head bearing plane, thus allowing a large starting angle.
However, the drive cannot be completed at this angle, as socket contact will prevent the fastener from being fully driven. The driver must be rotated upward to an angle similar to the hex washer head. The lobed geometry of the Torx-type drives allow greater clearance and a larger entry radius between the bit and drive surfaces than the internal hex, because the profile allows more contact area to be maintained. This results in greater possible drive angles than the internal hex drives of the socket heads.
There are several variants of the widely available Phillips drive that incorporate improvements to that system (generically termed cruciform or cross). Many of them are proprietary, as is the Torx Plus drive, introduced as an improvement on the Torx drive upon the latter’s patent expiration.
The complete test report excerpted for this column can be found at www.archetypejoint.com/comparisontest.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



