Bullet-Proof Automated Assembly
A system that runs like clockwork doesn’t happen by accident.

Several factors can influence the overall design of a multistation automated assembly system, such as production volume and model mix. Photo courtesy Orbitform Group LLC

The goal of automation is to have a machine run with minimum downtime and little or no operator interaction. Photo courtesy Orbitform Group LLC

Without actual parts, it’s difficult to design high-speed assembly systems. Photo courtesy Performance Feeders Inc.
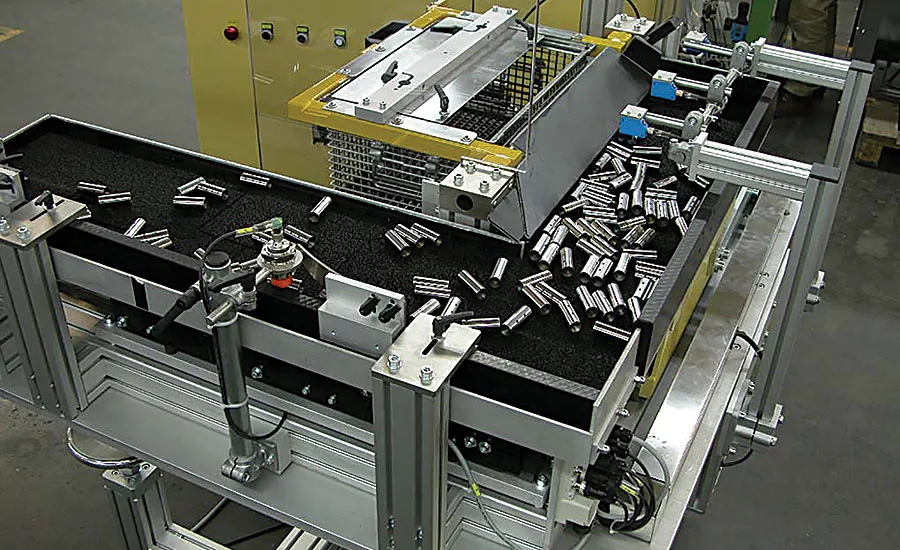
Parts feeding plays a critical role in the long-term success of multistation automated assembly systems. Photo courtesy RNA Automation Ltd.
Multistation automated assembly systems are a wonder to behold. A well-designed system can mass-produce hundreds of assemblies per minute with minimal human intervention.
However, a system that runs like clockwork doesn’t happen by accident. It takes planning, experience and attention to detail. To maximize uptime in high-speed automated assembly equipment, engineers need to communicate effectively with machine builders and systems integrators.
Several factors can influence the overall design of rotary-dial machines and other types of multistation automated assembly systems. Production volume, model mix, floor space requirements, and the size and quantity of the parts to be assembled must be considered.
Generally, if production volume is high, model mix is low and the parts are small, fixed automation is the way to go. If production volume is lower, model mix is high and the parts are relatively large, a more flexible, cellular approach is necessary.
Unfortunately, flexibility is not always an option for assemblers of electrical connectors, filters, pens, razors, syringes, sparkplugs, switches and other types of products. More and more, flexibility is demanded, but that adds complexity and cost to automated systems. For instance, error-proofing devices are required to ensure that the right parts get installed in the right products.
“Manufacturers are always looking for speed and flexibility,” says Mike LaRose, executive vice president of KUKA Systems North America LLC. “They are also looking for a high uptime and easy to diagnose software in case of a failure. Manufacturers today want equipment that operates at the lowest cost per unit and is easy to [change over to accommodate new models].”
“Ideally, the goal is to have a machine run with minimum downtime and little or no operator interaction,” adds Bryan Wright, vice president of sales at Orbitform Group LLC. “Today, it’s more common to see manufacturers come to us with multiple product variants.”
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
For example, instead of producing a single assembly at a rate of 1 million units a year, the project might have to produce five assemblies, each at a rate of 200,000 units a year.
“Manufacturers in all industries are looking for more flexibility, easier changeover and less operator interaction,” notes Greg Pflum, president of Performance Feeders Inc. “On top of that, product lifecycles are now much shorter than in the past. The typical item being assembled today will probably be obsolete within five years.
“Delivery times are also getting quicker,” adds Pflum. “In fact, they’re half of what they used to be. Many manufacturers that once wanted a machine in 12 months now want it in just six months. That can be a challenging timeframe to meet on a complex piece of equipment.”
“Today, like most other professionals, engineers are forced into shorter and shorter time cycles for the release of a defined scope of work document for an assembly automation process,” says David Monteith, special projects engineer at Comau LLC. “In the crunch to release a [product], often new and developing technologies that have the ability to improve system takt times and process efficiencies are overlooked.”
In addition, machine builders and systems integrators are often faced with more complex-shaped parts than in the past, because metal machining and plastic-injection molding methods have improved.
“To address that complexity, we’re using more electrical and electronic means of parts selection, such as cameras, sensors and vision systems,” notes Pflum. “In the past, we primarily relied on mechanical methods, such as cams and sweeps.”
Mistakes to Avoid
When specifying multistation automated assembly systems, engineers should avoid trying to overload the process and add unnecessary complexity.
According to LaRose, sometimes there’s a temptation to specify too much automation per station. “All the systems need to be balanced and easily diagnosed,” he points out.
“Making sure you fully understand all process parameters is crucial,” adds Adam Gustafson, applications engineer at Genesis Automation Inc. “Multistation systems need to have good balance on the process time of each station.
“This dictates what the machine chassis and product flow will be,” says Gustafson. “If you miss a process or make a mistake on the timing for a station, it can throw off the product flow throughout the entire system.”
“When you put too many processes within one machine or assembly process, you increase the complexity of the fixturing and tooling that you need,” warns Wright. “Some engineers believe that they’ll save money by bundling multiple processes into one system. However, whenever you increase the amount of mechanisms within a machine, you increase the risk of downtime.”
To reduce complexity in any one cell, LaRose suggests balancing the workload in each assembly station. “Isolate feeder systems, such as bowl feeders or disperse systems located outside the cells, that can be maintained and diagnosed,” he recommends. “On highly complex cells, [consider using] a parallel process or an auto redundant back up.”
Another common mistake that engineers make is underestimating the importance of parts feeding. “It’s something that often gets overlooked,” says Pflum. “Many engineers look at bowl feeders as a commodity. They ask things such as ‘how quickly can I get a 15-inch bowl?’ rather than focusing on what the feeder actually needs to be doing.
“Part feeders are not simple plug-and-play devices,” adds Pflum. “A vibratory bowl isn’t always the best way to go. Sometimes, a centrifugal or step feeder might be a better option.”
As more engineers retire, the problem is getting worse. “Parts feeding is not something that’s taught in college,” claims Pflum. “Many new guys don’t understand what’s involved in the process. They think we can convert a digital model and then machine a feeder bowl out of a piece of metal. But, that’s just not how it works.”
Some engineers also make the mistake of not supplying parts for a vendor to evaluate before they quote a project. “They don’t understand why we can’t build something without first seeing the physical parts,” says Pflum. “If you don’t have parts, you can’t test and debug the system to make sure that it works.”
System Debugging Tips
Specifying a high-speed assembly system is one thing. Getting it to work the right way when it’s installed on the plant floor is another.
Problems often occur early in the engineering, design and development phases of automated assembly systems. According to Comau’s Monteith, some of the most significant pitfalls include:
- Lack of a final product design. “This leads to last-minute fixture and tooling designs that are often required to be verified in alpha part runs,” says Monteith.
- Lack of adequate quantities of alpha parts for a comprehensive assessment of each station on the assembly system at the vendor’s facility.
- Lack of OEM facility preparedness when installing a multistation assembly automation system. “This may include incomplete services such as electrical power drops, pneumatic drops and tool rail installation (if not included in the supplier’s scope of supply),” notes Monteith.
Debugging is another important piece of the puzzle. In fact, Performance Feeders’ Pflum claims that’s one of the biggest challenges to building automated equipment.
“Unfortunately, engineers today typically spend less time debugging each individual assembly station,” he points out. “Ideally, you need to debug one step and one station at a time.”
“Getting to know and understand the product is key during the ramp up phase, which includes station assembly, tuning and initial debug,” says Genesis Automation’s Gustafson. “Often, at this point in the project, we’re working with prototype or first-run parts for new part designs that don’t have much history.
“The parts may not meet the tolerances
on the prints,” adds Gustafson. “Figuring out when to modify the station to work with out of tolerance parts, and when to hold off on making engineering changes until production quality parts are available, is very important to the overall success of any project.”
“[Sometimes, engineers move] too fast to get to full cycle time and line speed at the expense of quality and repeatability,” says KUKA Systems’ LaRose. “Often, new parts are not to design spec and tooling changes are made. That [can] create [problems] after the part issues have been resolved.”
“Some overly eager engineers accept equipment too prematurely,” notes Wright. “Because of last-minute product design changes, parts may be scarce. To properly prove out a machine, we need as many parts as the customer can give us.”
Keep It Simple
When in doubt, it’s always a good idea to remember the KISS (keep it simple, stupid) principle.
“As much as possible, keep it simple and don’t cut corners,” says Gustafson. “Simpler designs are less likely to break down and will be a lot [easier] to maintain over the life of the equipment. Combining multiple steps or processes in station can limit your ability to do any one of them well.
“When you’re building systems that run three shifts a day for 10 years or more, some unanticipated things can happen in that time,” explains Gustafson. “It’s impossible to plan for every possible situation that can come up.
“However, having robust mechanics and well thought out control systems can save a lot of headaches throughout the life of any automated system,” Gustafson points out. “Long-term reliability and a high OEE (overall equipment effectiveness) need to be the goal from the very beginning of any automation project.”
OEE quantifies how well an assembly system performs relative to its intended capacity. It’s calculated from three measurements: availability, performance and quality. Much of the data for OEE can be collected by sensors, PLCs and vision systems and can be sent automatically to software.
Other experts warn engineers not to overlook the importance of periodic maintenance. “Always make sure everything is functioning the right way,” says Pflum. “A little preventive maintenance, such as occasionally checking to see if bolts are tight or cutters are sharp, will save you a lot of big headaches down the road.”
Comau’s Monteith suggests the following tips:
- Develop a functional design specification (FDS) prior to releasing a request for quotation to suppliers. “The FDS is a ‘living’ document that can easily be altered and adjusted to accommodate changes, such as factory floor space constraints, budget constraints or production volume changes, prior to actual system design activities,” says Monteith.
- Schedule station operators and maintenance personnel to work at your supplier’s facility during the build, debug and equipment acceptance phases. “This facilitates a level of ownership and investment in the equipment prior to installation at [your] facility,” Monteith points out.
- Schedule completion of operator and maintenance manuals, or HMI-based instructional aids, prior to final acceptance of the assembly automation system at your site.
- Share a common “open issues” database with your vendor. “This should include issues related to product design and functionality changes, required process changes and product production volume changes,” says Monteith.
- Develop a clear, open line of communication within the assembly automation system project team. Schedule project review meetings on a consistent, regular basis, and define the inputs and outputs required from all participants. Review the project schedule and timeline frequently, and make updates as necessary.
“Establish an ‘escalation chain’ within your company and the supplier’s organization, for issue resolution,” suggests Monteith. “Document (in writing) all changes required on the project. Any request for a change should have a distribution list that includes all project stakeholders, including responsible purchasing team members from both the OEM and the supplier.”
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




