What’s New With Automatic Screwdriving?
Flexible feed and drive systems improve productivity.

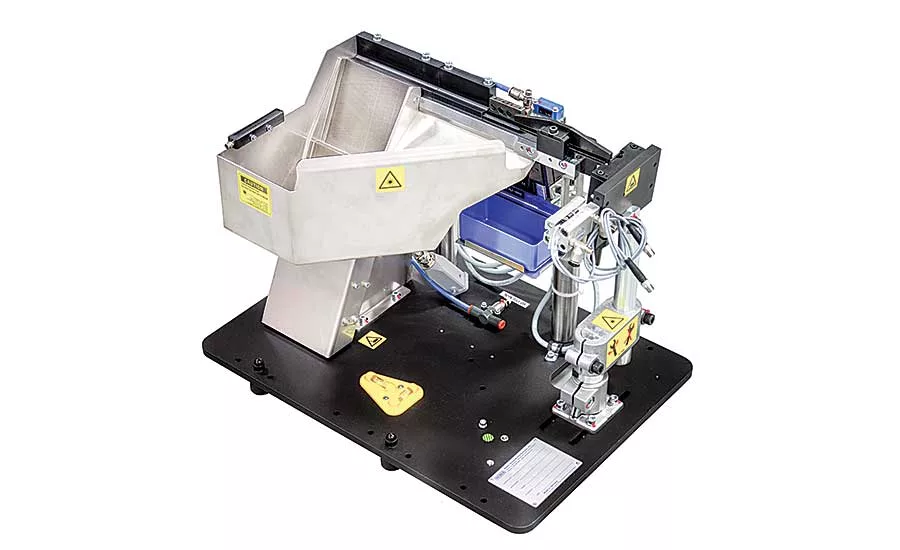
An autofeed screwdriver is an easy way for manufacturers to boost accuracy, productivity, quality and throughput. Photo courtesy Visumatic Industrial Products Inc.

This next-generation feeder reduces setup time and the global transfer cost of automatic screwdriving equipment. Photo courtesy DEPRAG Inc.

The ability to analyze the tightening process can help engineers improve product quality. Photo courtesy Design Tool Inc.
Compressed product lifecycles have spurred demand for flexible feeders. Photo courtesy Weber Screwdriving Systems Inc.
Sooner or later, most manufacturers need to consider investing in automatic screwdriving equipment. If an assembly calls for multiple screws of the same size, an autofeed screwdriver is an easy way to boost accuracy, productivity and quality.
Speed and reliability are key to improving the assembly process and reducing downtime. Eliminating the need for operators to handle fasteners improves throughput and eliminates waste. It also reduces the possibility of a stray fastener being overlooked in an assembly.
Data-Driven Drivers
In many industries today, manufacturers are demanding tools that provide speed, reliability, ease of setup and use, and quality assurance. Suppliers are responding with flexible fastening tools that address trends such as data analytics and traceability.
Automatic screwdrivers equipped with track-and-trace technology provide a detailed record of the tightening process.
“We are seeing an increase in the use of DC-electric screwdrivers and controllers in automated systems for greater torque control and statistical analysis of the tightening sequences to ensure joint integrity and traceability,” says Vic Glenn, president of Design Tool Inc. (DTI).
“The ability to analyze the tightening process ensures quality product,” explains Glenn. “It also assists in product design by allowing engineers to develop products that are easier to assemble by reducing fastener counts or relocating fasteners to improve access.”
“There’s a lot more interest in data collection today in many industries, especially automotive, aerospace and medical device manufacturing,” adds Dubravko Vidacak, applications engineer at DEPRAG Inc. “Companies are interested in verifying 100 percent of their screwdriving cycles. In addition to final torque, they want to preserve the full screwdriving cycle for each fastener.”
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
To meet that demand, all of DEPRAG’s electric screwdrivers enable engineers to download torque vs. angle graphs. And, the controllers can store up to seven days’ worth of final values.
By automatically capturing and analyzing production data, manufacturing engineers can predict and prevent equipment failures, correct inefficiencies and increase productivity.
“Data collection is the latest trend in automatic screwdriving,” says Gene Mack, vice president of Nitto Seiko America. “Ten years ago, only our safety equipment customers were interested in logging torque, angle and other data.
“Now, almost every customer is either requiring, or is in the process of evaluating, how to implement these type of systems,” Mack points out. “We have customers logging the torque, angle, judgment, height check (stroke) and waveform data for each screw driven, and attaching that data to the part ID, for full tracking of the entire process.”
According to Mack, the other big trend is tracking “bonus screws,” or screws that fall into a part during the production process and get shipped to a customer.
“This adds up to large costs for manufacturers,” says Mack. “So, we have developed a screw trace and purge option for all of our automated screwdrivers that ensures we always know where the screw is during the entire assembly process.
“If there is a fault, we attempt to remove and purge the screw from the part, or set a warning that there might be a bonus screw in the part that should be visually inspected,” explains Mack. “This has virtually eliminated bonus screws for many of our customers using the system.”
Flexible Fastening
The ongoing trend toward shorter product lifecycles makes flexibility more important than ever for automatic screwdriving applications. Engineers want to be able to adapt one system to many products independent of the screw location of the part. That’s why some machine builders are integrating automatic screwdriving systems into complete workcells that require little to no operator interaction.
“If a product goes through annual changes or iterations, manufacturers want to be able to use the same equipment over again to assemble newer versions,” says Vidacak.
A similar trend is global flexibility. Manufacturers want to be able to use drivers and feeders in different parts of the world.
“We see more equipment being purchased in one location, such as Germany or the United States, and then used in another global location, such as China, India or Mexico,” notes Boris Baeumler, an applications engineer at DEPRAG. “Some of our customers move equipment around quite a bit as local labor rates fluctuate.
“Our new EacyFeed system has solved the issue of feeders needing to be reworked to accommodate different power supplies,” explains Baeumler. “It reduces setup time and the global transfer cost of feeding equipment." The EacyFeed drive uses 24-volt vibratory magnets that significantly reduce maximum power consumption.
“We changed the control and drive systems from AC to DC,” Baeumler points out. “The DC drive mechanism operates like a laptop computer. You can plug it in just about anywhere in the world and it will run fine, with frequencies ranging from 40 to 200 hertz. With an 80 percent power savings, our next-generation feeder provides efficient and intelligent feeding.
“This strategy also applies to all of our electric screwdrivers, which are available with global power supplies,” adds Baeumler. “For our turnkey automation systems, we offer frequency converted power supply packages that allow equipment to be used on any global power supply.”
According to Baeumler, many manufacturers are using vibratory spiral feeders and sword feeders to automate their assembly lines today.
Sword feeders are particularly suitable for applications that require gentle handling, low-friction and a quiet noise level. They are especially suited for the processing of size M2 to M6 screws with a maximum shaft length of 25 millimeters, as well as for cylindrical pins, rivets and balls with a diameter of 1 to 12 millimeters.
Baeumler says a vibratory spiral feeder, such as the EacyFeed, is ideal for processing screws, threaded pins, nuts and o-rings. The spiral feeder is suitable for screw sizes smaller than M1 up to M8, with shaft lengths of 5 to 60 millimeters. DEPRAG offers four standard EacyFeed bowl sizes for handheld devices and seven for stationary operations.
Another recent trend in automatic screwdriving technology is collaborative robots. Manufacturers in a wide variety of industries are mounting autofeed screwdrivers to a new breed of SCARA and six-axis robots that can work alongside operators on an assembly line without the need for traditional safety cages or other restrictive safety measures.
“We’re seeing some end users make huge investments in collaborative robots,” says Tim Hochkeppel, applications engineer at Visumatic Industrial Products Inc. “To address that, we recently developed a drive system that can be easily deployed on machines such as Universal Robots’ popular UR5. We’ve repackaged our VZP-900 drive system for collaborative robot applications.
“This allows manufacturers with limited resources to deploy an automatic feed and drive system in their facility without having to make a major investment in a traditional industrial robot that requires a sophisticated control platform and safety barriers,” explains Hochkeppel.
“Companies are able to deploy a flexible robot for much less than $100,000,” Hochkeppel points out. “With collaborative robots, we’re seeing more interest in automatic screwdriving from new types of customers, such as small family-run businesses with limited engineering and maintenance staffs.”
“We’re being challenged to create screwdrivers that address the collaborative trend of assemblers and robots working in close proximity,” says Tom Rougeux, regional sales director at Weber Screwdriving Systems Inc. “Our engineers in Germany are currently in the process of developing a new spindle that accommodates these types of applications.
“The goal is to create a spindle that has no sharp edges and is equipped with sophisticated sensors to avoid human-robot contact,” explains Rougeux. “It should be commercially available early next year.”
Feeding Time
To install a screw manually, an assembler must retrieve a screw from a bin, align it with the hole and engage the bit with the fastener. With an autofeed screwdriver, all that’s taken care of. The operator only needs to position the driver over the fastening locations.
Autofeed screwdriving systems with DC drivers offer much greater control over the assembly operation. Fastener speed, torque, angle of rotation and tightening direction can be controlled and varied throughout the screwdriving process.
Autofeed technology involves orienting and delivering a fastener with compressed air via a feed tube connected to the screwdriver assembly. Components attached to the front of the screwdriver receive the fastener and maintain alignment with the screwdriver bit until the fastener is driven. Autofeed screwdrivers range from simple handheld systems to full-blown, turnkey robotic systems.
“As a broad term, it is simply any means of getting a fastener to the fastener bit, other than manually placing it or manually starting the fastener,” say Nitto Seiko’s Mack. “More traditionally, it means either blow feeding, which singulates a fastener into a tube and uses air to blow it from the feeder to the chucks, or pick and drive, which uses vacuum to suck up the fastener from the feeder and into the driver.
“Blow feeding is very fast and the most flexible,” claims Mack. “There is added time for a pick-and-drive system, as the driver must move to the pick position, get the fastener and then move to the drive position.
“Screwdriving operations have some of the highest repetitive stress injury claims,” Mack points out. “Even in a handheld screwdriving operation, autofeed eliminates the operator from having to grab the screw and place it on the driver or the part. It is also faster than most manual operations.”
Autofeeding equipment typically has numerous advantages over other screw feeding options.
“Autofeed systems are faster, more efficient and ergonomically superior to manual screwdriving systems where an operator physically loads and drives the fastener,” says Kevin Buckner, director of engineering at DTI. “The possibility of dropped fasteners is eliminated, reducing waste and improving quality.
“In most assembly operations, autofeed screwdriving systems offer the best solution for improving the assembly process, providing significant returns on the initial equipment investment for many years,” adds Buckner.
According to Buckner, autofeed systems are 50 percent faster than manual screwdriving processes. Operators do not need to manually load the screw onto a magnetic bit, or manually start the screw into the part.
“For assemblies where fastener count is critical, such as aerospace or automotive applications, autofeed systems offer traceability so that all fasteners are accounted for, which streamlines the assembly process,” Buckner points out.
“Autofeed technology also offers improvements in screw location,” says Buckner. “For example, components can be designed to center the screw in a countersunk hole location even if the components being assembled are not predrilled.
“Screwdriving systems are also available with depth control features that precisely control the screw depth for applications where the screw is not driven to torque, or applications where damage to the mating components will occur if the screw is driven too deep,” notes Buckner.
However, Buckner says there are some limitations on screw sizes that can be successfully fed. For instance, the ratio of overall screw length to the head diameter must be greater than 1-to-1 to ensure that the screw remains oriented correctly while traveling through the feed tube. There are some limitations regarding the physical size of the screws, as well.”
“If a screw is not long enough, it will tumble in the hose or the chuck, so you cannot ensure it is properly orientated when it gets to the chucks,” adds Mack. “As a rule of thumb, the length of the screw should be around twice the size of the diameter of the head.
“While some screw materials have challenges that need to be dealt with, all materials can be fed, including any coatings,” says Mack. “The only limitations are that fasteners cannot be magnetized or covered in oil.”
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!







