Pneumatic Technology Drives Innovative Flow Drill Systems
Faced with the need to join aluminum to aluminum and aluminum to steel, automakers have been forced to find alternatives to the tried-and-true spot welding technology they had been using for decades to join all-steel assemblies. Flow drill screws are one such alternative.
A flow drill screw is a self-piercing and extruding fastener for joining sheet metal. Combining the properties of friction drilling and thread forming, the screw acts as both a fastener and a drilling-and-tapping tool. It penetrates the sheets, extrudes a short boss, forms its own threads, and applies clamping force.
The fastener has a wide, flat head; a relatively thick shank; and a pointed tip. The shank is divided into three zones: a pointed, unthreaded tip (for drilling); a short partially threaded midsection (for thread-forming); and a fully threaded upper section (for applying clamp load).
The installation process has six distinct steps: heating, penetration, extrusion forming, thread forming, screwdriving and tightening. It takes 2 to 3 seconds to install a flow drill screw. In that time, the driving parameters might change four times.
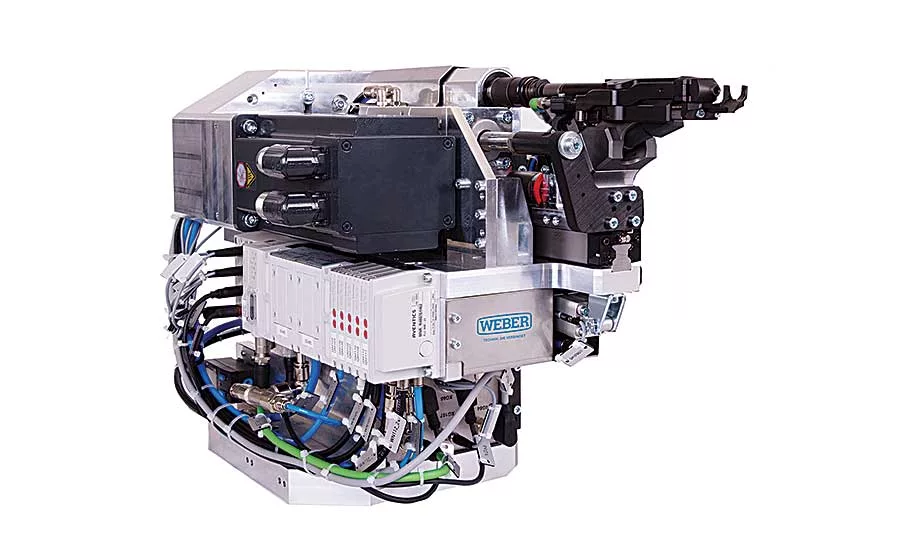
Weber Screwdriving GmbH in Wolfratshausen, Germany, has more than 20 years of experience developing technology for installing flow drill screws in auto body manufacturing lines. In the latest generation of Weber’s flow drill screwdriving system, Aventics pneumatic valve technology lays the foundation for a precisely controllable tightening process.
Weber chose to collaborate with Aventics due to the company’s expertise in proportional control technology. Absolute process reliability, high flexibility and zero-defect rates are crucial criteria for installing flow drill screws.
“The special characteristics of flow drill screw processes place high demands on the underlying systems, which we can meet with Aventics proportional valve technology,” stresses Wolfgang Wagenstaller, mechanical designer at Weber. The pneumatics control the robot-assisted tightening system.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
The process is extremely complex, and there are many variables to control, including driver speed, axial force, torque and fastener depth. “This is why high functionality and modularity are important criteria when selecting a pneumatic system,” notes Wagenstaller. “Components from Aventics offer these characteristics, while meeting our wishes for compact sizes and integration of the I/O modules, including the bus system.”
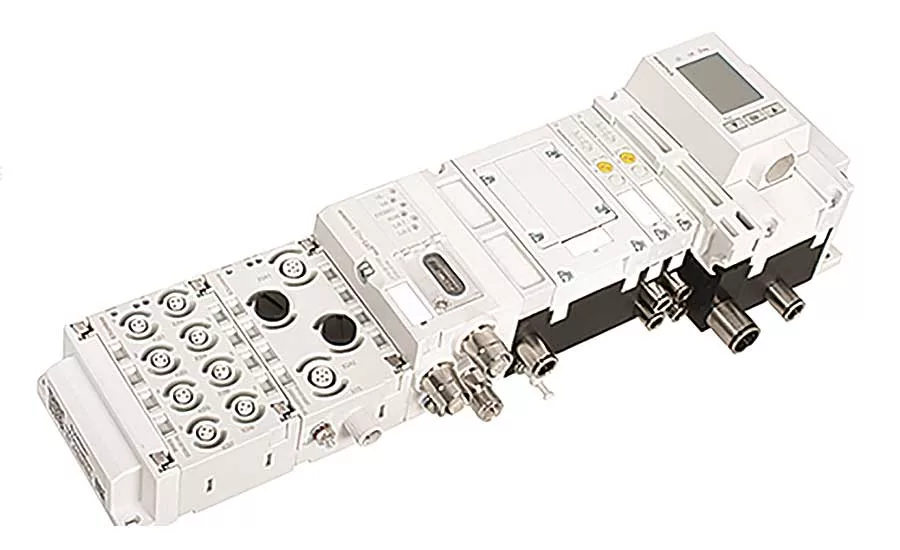
In close collaboration with Aventics, engineers from Weber created a new electro-pneumatic concept, with the AV03 Advanced Valve system as the key element. In combination with integrated electro-pneumatic pressure regulators, the system is characterized by high precision and pressure that can be documented at all times, and I/O modules that capture electrical signals from the sensors.
During the process, the pressure regulators in the valve manifold immediately detect a possible pressure drop or increase in the pneumatic system’s circuit. The required pressure change is generated dynamically based on comparing actual vs. target values on the output side.
“Only a tightening process that can be parameterized in just this way offers flexible adjustment options that are absolutely crucial in this type of application,” says Ralf Wiethoff, mechanical designer at Weber.
The Aventics advanced electronic system’s fieldbus connection allows the valve system to be integrated into the system’s control structure, allowing compact, functional and powerful pneumatics to be installed in a decentralized configuration right where the actuators are. This enables shorter lines, which reduces dead volumes and pressure losses, and ultimately leads to lower air consumption.
“This could be the foundation for more streamlined processes,” notes Wiethoff.
For more information on pneumatic valve systems, call 859-259-3855 or visit www.aventics.com. For more information on flow drill screw systems, call 704-360-5820 or visit www.weber-online.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





