Lights-Out Automation: Fact or Fiction?
Humans are the most flexible “machine” for assembly tasks



Lights-out automation has been a dream of engineers for more than 200 years. The goal is to push a button and let machines work unattended.
Machining centers can already be set up to run all night without any human intervention. On assembly lines, artificial intelligence (AI), automated guided vehicles, data analytics, flexible feeders, predictive maintenance, programmable logic controllers, remote diagnostics, robots, sensors, vision systems and other technology make it easier than ever to implement factory automation with few humans involved in the process.
The pure definition of “lights out” refers to a fully automated facility where human hands never touch a product during the entire manufacturing process. In theory, a true lights-out plant would operate 24 hours a day, seven days a week, with downtime only for routine maintenance or repair.
There’s an old joke that the factory of the future will be so automated that it will have just two employees: a guard dog and a person to feed it. Another variation on the theme is that someday there will only be a human and a dog sitting in a control room, with the dog there to make sure that the human doesn’t touch anything.
While the technology needed to make that type of scenario become fact rather than fiction often exists today, the business case for lights-out automation doesn’t, especially in assembly applications. In fact, some of the best innovators and brightest visionaries, such as Steve Jobs and Elon Musk, have attempted lights-out factories. However, their efforts have failed.
Traditionally, machines have often been feared by workers and revered by management because they are controllable, efficient and predictable. It’s been that way ever since stationary steam engines started to appear in factories in England in the late 1700s.
For many decades, the universal goal in manufacturing was to create a factory that ran like a machine. Most early assembly lines were designed around machines; human interaction was merely an afterthought.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
By the time the term “automation” first appeared in the late 1940s, machines were idolized as the backbone of the American economy. However, human-machine interaction dramatically changed in the 1960s with the advent of computers, numeric controls and robots. Today, the growing popularity of collaborative robots has eliminated many traditional boundaries.
Man vs. Machine
Once upon a time, manufacturers in a wide variety of industries attempted to automate everything and remove the entire human element with lights-out factories. That led to a widespread automation scare and a backlash from organized labor. However, squeezing humans entirely out of the assembly process often proved to be more expensive and more difficult than most people first imagined.
After decades of machine advances, recent lean manufacturing initiatives have once again stressed the importance of the human element. While many manufacturers now use a wide variety of robots, conveyors and other types of automation, people remain the most flexible “machine” available for performing many types of assembly tasks.
Last year, after throwing in the towel and replacing robots with humans at his controversial factory in Fremont, CA, Elon Musk tweeted that “excessive automation at Tesla was a mistake….Humans are underrated.”
“The concept of lights-out factories, where there’s only machines such as robots operating, hasn’t been talked about much among discrete manufacturers since the 1980s,” says Enno de Boer, global head of manufacturing at McKinsey & Co. “Instead, the lean manufacturing movement of the last two decades has showcased the power of the human operator on the factory floor.
“Many companies failed at attempts to implement lights-out automation in the past, because humans can often do a much better job than machines,” explains de Boer. “Humans are extremely flexible. There are many things that robots can’t do that humans can. For instance, the creative and cognitive power of humans can easily improvise and solve problems related to assembly tasks.”
Lights-out automation works in some process industries, especially where human contact can potentially damage or contaminate products such as food, microchips and pharmaceuticals. However, it’s a much different story when it comes to assembling aircraft, appliances, boats, cars, furniture, tractors, trucks and other products.
“That’s why we see very few factories in the discrete manufacturing sector operating in a lights-out fashion,” claims de Boer. “The business case just isn’t there to justify it.
“Some manufacturers have adopted lights-out approaches during third-shift operations that are traditionally harder on humans to adapt to,” de Boer points out. “However, eliminating the last 30 percent of human operators is inherently expensive.”
Contrary to widespread public concern about automation taking away jobs, humans still play a key role on assembly lines. In fact, a recent study conducted by A.T. Kearney and Drishti Technologies Inc. contradicts all the hype and hysteria. Humans still perform 72 percent of manufacturing tasks.
“Despite headlines about robots and AI replacing humans in factories, people remain central to manufacturing, creating significantly more value on the factory floor than machines,” claims Michael Hu, a partner at A.T. Kearney. “Humans are going to be the backbone of manufacturing for the foreseeable future.”
“Humans are the most valuable asset in the factory, and manufacturers should leverage new technology to extend the capabilities of both direct and indirect labor,” adds Prasad Akella, CEO of Drishti, an AI startup. “Despite the hype around robots, humans remain the primary creators of both value and variability on the factory floor.”
Lights-Out Attempts
Lights-out automation is not a new idea. Indeed, generations of manufacturing engineers have heard about it and some have tinkered with the concept over the years.
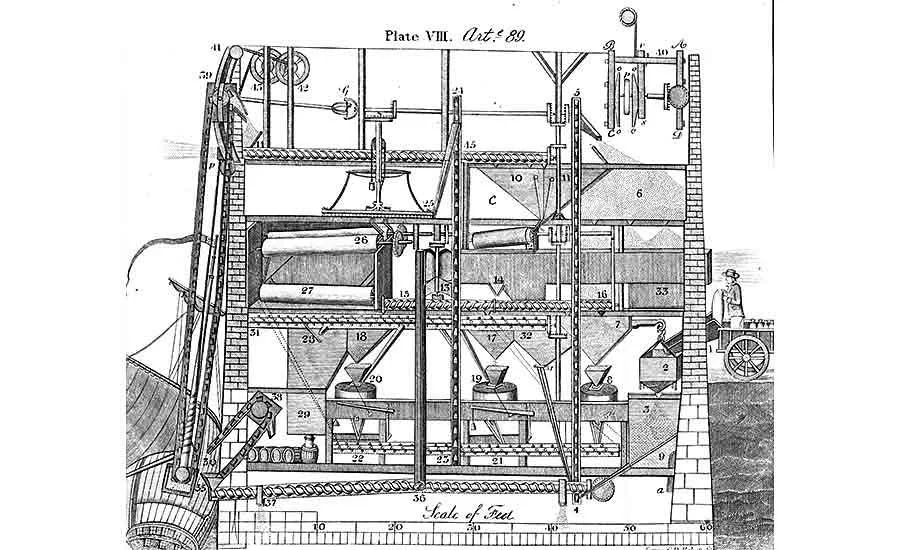
One of the first people to experiment with lights-out automation was Oliver Evans. He was an innovative millwright in Pennsylvania who created the world’s first continuous production line in 1784. Evans used a variety of wooden shafts and gears, plus leather and canvas belts, to transfer power to a sequence of machines connected to the same waterwheel at a flour mill in Delaware.
Evans’ mill automatically moved wheat from one operation to another using conveyor belts. As a result, the mill could operate with much fewer humans than before. One person was stationed at the beginning of the process, where he poured the grain into a hopper. Another individual was positioned at the other end of the factory, filling sacks with the flour produced by the mill. All the intermediate operations were carried out automatically.
In 1790, Evans received one of the first patents issued in the United States (No. 3) for his automated process, and he eventually became the first American manufacturer of steam engines. Ever since, most lights-out operations have been confined to process industries, such as beverages, chemicals, petroleum and textiles.
But, several assembly success stories have emerged over the years. For instance, a team of engineers at A.O. Smith Corp. developed the first fully automated plant in the world in the early 1920s. The Milwaukee factory could produce one automobile frame every 8 seconds. The assembly line performed more than 500 separate operations and was in use almost nonstop until 1958. A wide variety of high-speed tasks were performed in the plant, including hole punching, riveting and welding.
Numerous U.S. patents were issued for the automated assembly line, dubbed the “mechanical marvel,” such as the world’s first application of a rotating carousel assembly mechanism.
The automated frame plant resulted in a 3,700 percent increase in productivity. It only required 180 operators to produce up to 10,000 frames a day vs. 2,000 people to manually produce 3,000 per day.
In the late 1940s, senior management at Ford Motor Co. asked the manufacturing engineering department to “give us the most modern, efficient plant in the country” to make engines to meet post-war consumer demand for new cars.
Delmar Harder, vice president of manufacturing, created an automation department to tackle the challenge. Ford engineers designed the first two factories in the auto industry built for extensive use of automation. The Buffalo Stamping Plant and the Cleveland Engine Plant began production in 1950 and 1951, respectively.
The facilities featured “iron hand” devices that would automatically load or unload transfer machines and stamping presses making body parts and engine components. In addition, they carried out other functions, such as inspection, gauging and weighing, that traditionally had been done by humans.
At the Cleveland Engine Plant, 41 in-line, transfer-type machines comprising two basic lines were linked in a continuous process 1,200 feet long. Manual handling of the engine block was necessary only once, at the loading point. With the old method, 150 separate machines would have been required, each with a worker.
The state-of-the-art plant was controlled by electromechanical circuitry. Because of automatic conveyors, little human assistance was
necessary for loading and unloading work in process.
By 1954, the automated engine plant in Cleveland was touted as a big success. The facility was producing both the Ford V-6 and the Mercury V-8 overhead valve engines. Automation reduced direct labor minutes by 49 percent and required 17 percent less floor space than traditional assembly methods.
However, widespread fear about “workerless factories” spread quickly throughout the United States. A General Electric employee named Kurt Vonnegut wrote a popular novel in the early 1950s entitled Player Piano. It depicted an automated world in which a handful of engineers in factories design and control machines while most of the population mopes around with nothing to do. Vonnegut eventually quit his job at GE and went on to write science fiction classics such as Cat's Cradle and Slaughterhouse-Five.
In the mid-1960s, Polaroid Corp. opened a lights-out assembly plant in Waltham, MA, to produce packs of film that were untouched by human hands. Conveyors routed parts from fabricating machines on the first floor of the factory that made plastic box bottoms, metal box covers and metal pressure plates.
The parts were conveyed to automatic assembly machines located on the second floor. The machines assembled the parts and joined them with film and developing materials to form a finished pack. Once assembled, conveyors transferred the packs to automatic packaging machines.
Engineers at IBM Corp. built a lights-out plant in Texas in the 1980s to assemble computer keyboards. They also envisioned building computer printers and other products in a similar fashion. However, the project was short-lived, because the necessary fixed tooling made the plant too inflexible to handle any level of product variation.
Overly Ambitious Goals
In the fall of 1986, General Motors began producing axles at its Vanguard plant in Saginaw, MI. It was a test facility that used advanced automation ideas. The controversial “factory of the future” was set up to employ only 42 hourly workers on two shifts, and none on its third shift.
At the time, the plant was hailed as being among the most technologically advanced in the world. It included 12 assembly cells and more than 50 robots. Material handling systems included automated guided vehicles and an automated storage and retrieval system.
During tests in 1987, the plant managed to change over from production of one axle design to another in less than 10 minutes. The following year, the facility started assembling axles and components for actual use in GM production vehicles.
The trendsetting plant closed in 1992. Although the complete lights-out goal was never reached, some techniques developed at Vanguard were eventually transferred to other GM plants.
In the late 1980s and early 1990s, General Electric operated a light bulb factory in Winchester, VA, that was highly automated. It featured several lights-out assembly lines that could produce more than 10,000 units an hour. There was no human involvement in the Pro-80 continuous assembly process other than maintaining the machines. The factory closed in 2010.
“Many of these early failures were due to limitations in technology,” says Tom Hedberg, a research engineer in the systems integration division of the engineering laboratory at the National Institute of Standards Technology. “For instance, in the 1980s, companies were struggling with computer power and many early robots were not reliable.
“Engineers lacked the tools needed to simulate technology, such as augmented or virtual reality,” explains Hedberg. “There was no way to evaluate and test models before implementing new machines in order to build a robust system.”
In addition, organizational and cultural constraints thwarted lights-out automation attempts. Many employees simply misunderstood the purpose of technology.
“In the past, manufacturers did not provide clear communication and guidance on why they were investing in automation,” Hedberg points out. “As a result, there was an inherent distrust in the way that people interacted with technology. They didn’t understand the role of robots and other types of machines. However, people’s view toward automation has shifted in recent years, due to lean manufacturing, reshoring and other trends.”
“American companies spent too much money on automation in the 1980s,” adds Jim Smith, president of Electronics Manufacturing Sciences Inc. “Back in the early part of the decade, I had a fairly heated discussion with Steve Jobs of Apple Computer Inc. At the time, he was intent on building a lights-out factory in Fremont, CA, to produce the company’s revolutionary new Macintosh personal computer.
“I argued against the concept, due to Jobs’ overly optimistic amortization schedules for equipment,” recalls Smith. “But, he shot me down and went ahead and did it anyway.”
The 160,000-square-foot Apple factory opened to much fanfare in 1984, but closed quietly in 1992. It featured state-of-the art robots and just-in-time materials delivery. Jobs once boasted that the $20 million plant, where machines carried out more than 90 percent of the assembly process, would be so technologically advanced that labor costs would account for just 2 percent of a Mac’s sticker price.
“The components started out large and quickly became increasingly smaller,” says Smith. “The plant just couldn’t adjust to this change.”
According to some observers, lights-out automation doesn’t necessarily mean there are no people in a factory. It means that there aren’t any operators.
Several factories in operation today are virtually lights out, such as a Philips factory in the Netherlands that mass-produces electric razors with no human workers except for several quality specialists positioned at the end of the assembly line. STIHL’s facility in Virginia Beach, VA, (ASSEMBLY's 2014 Assembly Plant of the Year) includes a 60,000-square-foot chainsaw guide bar plant where all stamping, welding, riveting, painting and packaging processes are fully automated from start to finish.
FANUC operates a light-out factory in Japan that builds its robots. The facility can operate in that mode for up to 600 hours. People are there for routine maintenance or in case any issues arise. They’re not there to assemble products or move parts around the plant.
“The age-old concern about employment is one of the main reasons why many people don’t like to talk about lights-out automation today,” says Chris Blanchette, executive director for global accounts at FANUC America Corp. “However, in a lot of cases, adding robots and other types of automation to a plant actually creates jobs.
“As robots become more streamlined, the interfaces are becoming more intuitive for programming and maintenance” notes Blanchette. “As a result, more people can now program and run machines that previously required a college degree or higher education.”
“We used to hear a lot about lights-out factories, but not as much anymore,” claims Blanchette. “It isn’t practical for every application.
“The trend today is short product life cycles, lots of variation, mass customization and shorter production runs,” says Blanchette. “Lights-out automation typically supports long production runs. For some companies, there may be some opportunity, but for many others, there’s no immediate benefit.”
“Difficulty achieving an acceptable ROI may be one lights-out production is not common in discrete manufacturing,” adds Joe Gazzarato, director of engineering at FANUC. “It can be difficult to justify the added cost and complexity to make an automated system perform for a long period of time without being touched, especially in a high-mix production environment.
“Given the rapid advances of the Industrial Internet of Things, tools that allow maintenance teams to remotely monitor the condition of their automation equipment , like FANUC's Zero Down Time, will better position manufacturers to achieve lights-out automation,” says Gazzarato.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




