Welding in the Age of Industry 4.0
IIoT technologies offer several ways to improve the quality of manual, robotic and automated welding



Sir Humphry Davy did more than just invent electric welding in 1800 when he created electric arcs between two carbon electrodes using batteries. He set a precedent for welding innovation that continues to this day.
The period from the early 1800s to the mid-1900s brought the development of arc welding, various types of resistance welding (spot, seam, projection, flash butt), and gas metal arc (MIG) and gas tungsten arc welding (TIG). Since then, robotic welding has become a staple of several industries, and friction, spin, laser and ultrasonic welding have become mainstream.
With such an impressive roster of past accomplishments, what does the future hold for welding? Manufacturers and equipment suppliers believe the next great technological asset will be the Industrial Internet of Things (IIoT), which offers the possibility of using data to help welders, robots and automated equipment repeatedly produce perfect welds.
About 13 years ago, ABB Robotics began a Remote Services initiative that involved connectivity among, and embedding knowledge into, robots and other devices. Today, the company offers its Ability Connected Services program for robots to optimize their performance.
“Our concept for the factory of the future is ‘collaboration, simplification and digitization,’” explains Hui Zhang, chief technology officer for robotics and discrete automation at ABB Robotics. “The ability to monitor robots in this manner increases efficiency, reduces service costs, ensures uptime and extends asset lifetime.”
According to Zhang, Ability Connected Services is part of an interconnected ecosystem that ABB calls the Internet of Things, Services and People. The services use actionable data from a manufacturer’s installed and connected ABB robots to improve reliability and speed response time and recovery, should problems arise.
As an assembly process, welding has a long and storied history of market adaptability. The IIoT promises to provide this benefit, as well as lessen the impact of the worldwide welder shortage upon manufacturers.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Companies worldwide are beginning to IIoT-enable their welding cells and production lines, confident that doing so will result in welding processes that dynamically respond to parameters, the workpiece and other external factors. If they are right, the welding process itself will become a thinking entity, capable of reacting to change in the same way as a human welder.
110 Years in the Making
Welding in Europe can be traced back to 3,000 BC, when it was a manual process of heating and hammering metal pieces to join them together. Thousands of years later, manufacturers all over the continent use state-of-the-art equipment to perform all types of welding.
One leading supplier of welding equipment in Europe is Sweden-based ESAB, founded in 1904. Oscar Kjellberg started the company after receiving a German patent for stick welding, which is also known as either shielded or manual metal arc welding. This process uses an electric current to strike an arc between the base material and a consumable electrode rod or stick.
“In 2014, after 110 years, we shifted our focus from strictly making welding equipment and consumables, to creating software that acquires and manages data that customers can use to improve their welding productivity and quality,” says Neil Weisensel, director of the program management office at ESAB. “The software, called WeldCloud, also helps companies address challenges like the skills gap and burdensome documentation requirements.”
Development took several months, notes Weisensel, as ESAB engineers performed due diligence. This included extensive onsite and remote system testing during welding, as well as meeting with Microsoft and PTC, a supplier of IoT and product life cycle management software, in 2018, when the product was completely overhauled. These discussions resulted in ESAB rebuilding its software using PTC’s ThingWorx tool, utilizing Azure cloud computing services. All data migration is through ESAB-provided gateways outfitted on the welding power sources.
The software can be used with manual, automated and robotic welding systems that perform MIG or TIG welding. Weisensel points out that WeldCloud works with new and old ESAB equipment, as well as that made by other suppliers.
However, the latter do require the use of a Universal Connector to send data to the WeldCloud server. The Connector allows for inline connection to the welding power source, and provides a streamlined interface to review data.
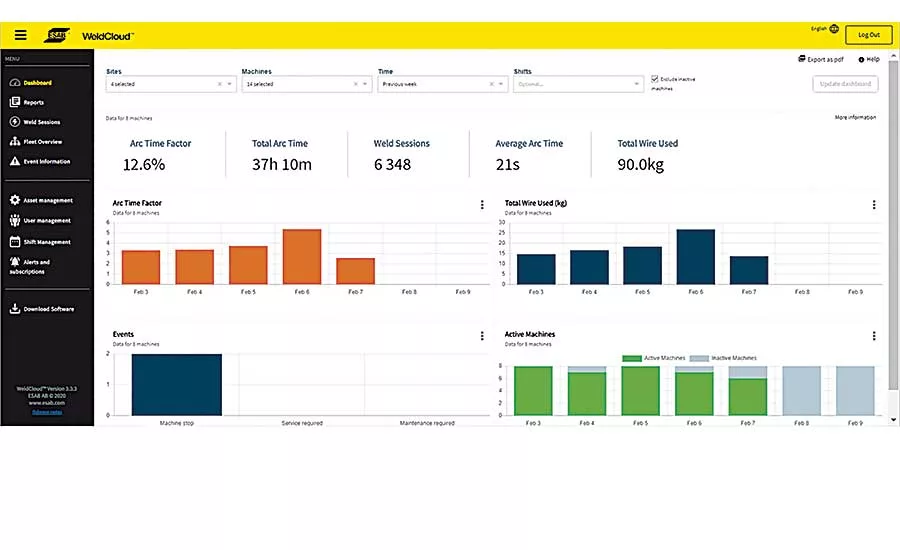
A mobile app for Android devices is required to configure and link the Connector to the server. Through the app, users are able to scan and log the consumable type (wire, gas, etc.), operator, and job or part number. They then view this data in real time on a dashboard, or screen graphic.
“There are three beneficial aspects to WeldCloud for manufacturers,” says Weisensel. “The first is productivity, and it can really help companies that are focused on kaizen and operating lean. Recorded data lets managers determine arc-time efficiency by department, shift, welding asset and time. They can quickly see if a work cell is meeting uptime demands or not, and recognize other performance trends by welders.”
Another benefit is documentation, courtesy of the software’s Notes feature. Weisensel says that managers can now register all the welds and components in a project, including base metals, welders and filler metals. They can also write a book with all the welding procedures used in a project, and generate a PDF containing all of this information.
“Equally important, management can select the proper welding procedure specifications that have been approved and are qualified for a project, and then include them in a PDF report,” adds Weisensel. “Plus, they can quickly qualify welders and keep track of their welder certification with reminders for when they are about to expire.”
The last benefit is machine-fleet maintenance. At any time, managers can accurately determine how active each welding power source is on the production line, and find out the source’s lifetime usage. They can also program all WeldCloud-enabled machines in their fleet to send service alerts to maintenance personnel.
Last year, a Finland-based fabrication specialist implemented WeldCloud to optimize welding production. To achieve this, plant managers needed to determine the exact productivity of welders at each station by shift. They also wanted hard data to supplement its manual weld inspection process and its preventative maintenance program for the company’s fleet of power sources.
“From production supervisors to lean managers, the company’s staff can now view the dashboard daily on a desktop computer or a mobile device,” explains Weisensel. “The provided data helps them understand production trajectory against demand, and allows them to adjust plans in real time, before it’s too late. The software’s date range function enables them to review productivity by the shift, operator and job they are most concerned with.”
Since implementing WeldCloud, the company has increased productivity by about 25 percent, while significantly decreasing the time needed to document monthly weld data and perform preventative maintenance (from hours to minutes). Revenue from increased productivity has gone up by $155,000. Labor costs related to documenting quality and preventative maintenance has been reduced by $11,000.
I(4.0) Robot
Welding robots in use today are more technologically advanced and feature-laden than ever. But, they still need to be properly integrated into a plant’s IIoT platform to obtain helpful data for manufacturers.
In 2018, ABB connected 7,000 of its industrial robots to the company’s Ability Connected Services IIoT platform. The robots are located at more than 750 customer sites in 40 countries. Equally impressive, ABB has delivered more than 45,000 robots with embedded connectivity.
KOKI, a Glauchau, Germany-based manufacturer of precision gear shifters and boxes, recently connected all 60 of its robots to the platform. According to Sven Sparmann, site manager for maintenance, repair and overhaul at KOKI, the platform enables him and other managers to accurately benchmark the performance of KOKI’s entire robot fleet, as well as identify and correct underperforming robots. In addition, ad hoc repair tasks can be quickly planned and performed based on real-time data.
“During audits, automotive manufacturers ask us how we can guarantee system safety,” says Sparmann. “Robot maintenance, monitoring, service and support all play an important and decisive role here. Error detection allows us to carry out adjustments [where] production has stopped, without interrupting the whole production process.”
Other German manufacturers, including BMW and Daimler AG, rely on the PRC7000 series controller from Bosch Rexroth to improve their resistance spot welding. The controller comes in 600- and 1,600-amp versions, both of which feature Adaptive control algorithms that ensure repeatable, high-quality welding of aluminum, steel and other materials in different thicknesses.
“By precisely adjusting welding current with this controller, spatter and expensive reworking can be avoided,” says Paul Patterson, resistance welding salesperson for North America at Bosch Rexroth. “It offers advanced processing control and monitoring, and enables efficient handling and diagnostics with PRI7000 software, which can store up to 10,000 welding programs.”
The controller has an open system architecture with integrated application layer and electric servo-gun functionality. An integrated web server facilitates welding operation and diagnostics via smart phones and tablets. State-of-the-art electronics improve energy efficiency.
The 600-amp PRC7300 controller offers similar features and benefits, along with quick commissioning, and 16 digital inputs and eight digital outputs. It also works with several open interfaces (ProfiNet, EtherNet/IP, DeviceNet, etc.) that are commonly used for the welding process and communication with robots. This flexibility allows for easy integration into customer-specific automation systems and Industry 4.0 environments.
“In 2018, Daimler told us it wanted to upgrade to PRC7000 welding controllers in two of their large plants in Germany,” explains Patterson. “They had been using our PRC6000 series controller for close to 17 years, but wanted to improve their welding operational diagnostics by being able to collect and analyze more data.”
Both plants are highly automated and feature 400 to 500 six-axis KUKA robots, each of which has its own controller. The only staff working in the facility are managers, people who load and unload parts from the robot welding cells, and maintenance personnel.
According to Patterson, the main reason why Daimler upgraded to the PRC7000 is the controller’s built-in MQ Telemetry Transport (MQTT) network protocol. The MQTT enables the manufacturer to send welding data more quickly to an onsite server such as OPC-UA at each plant. This data includes voltage, force, resistance, position and adaptive curve information for each weld.
Daimler also likes that the controller provides precise control of both the servo weld gun and its weld tip. Patterson says that the PRC7000 is one of the only controllers with such capability, through one interface.
“All of this data is stored on each plant server, and Daimler carefully manages it in-house,” notes Patterson. “Whenever any data is not within a tolerance parameter, managers and workers are notified on screens located all through the plant. Also, maintenance people immediately get a text message, and act on it to resolve the problem.”
Knowing the importance of accurate sensing for IIoT-enabled robotic welding, Omron Automation Americas has developed fluororesin-coated E2EW proximity sensors. These spatter-resistant sensors reduce unexpected line stoppages by minimizing false detection of unsteady objects.
Two other key features are a durable metal housing and the IO-Link interface. IO-Link enables the sensors to connect to the internet, making it possible to gather various types of data from a single location in real time.
The sensors also offer a sensing range that is approximately twice as long for iron and six times as long for aluminum, compared to the company’s previous sensors. This capability simplifies setup for position detection in mixed production lines containing components made of both materials.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!








