2019 Assembly Plant of the Year: Refrigerator Production Heats Up at GE Appliances
Lean manufacturing and vertical integration thrive in Decatur, AL.
















Refrigerators are one of the only appliances found in nearly every type of home, whether it’s an apartment in suburban Atlanta, a high-rise condominium in downtown Chicago, a beach house in Hawaii or a trailer in Texas. The humble refrigerator is also the hardest working household appliance. Day and night, it’s constantly running to keep all types of food and beverages cool, fresh or frozen.
The hardest working refrigerator factory in the world is GE Appliances’ facility in Decatur, AL. The vertically integrated, high-volume assembly plant located on the banks of the Tennessee River specializes in mass-producing top-freezer refrigerators.
Because of its unique heritage, GE Appliances, a Haier company, has been the world’s leading refrigerator producer for almost 100 years. Today, the 42-year-old Decatur plant is one of the company’s highest-volume facilities.
The assembly plant is one of several GE Appliances’ factories in the United States that produce everything from air conditioners to washing machines. But, what sets the Decatur facility apart is its ability to assemble thousands of refrigerators a day while meeting key performance indicators such as cost, delivery, employee engagement, quality and safety. It has been part of the OSHA VPP Star program for more than 20 years, and its products are consistently rated No. 1 in dependability and quality by consumers.
The plant also is a leader in applying data analytics, lean manufacturing and vertical integration to produce several different sizes of refrigerators. And, the facility has invested in state-of-the-art automation, such as robotics and automated guided vehicles (AGVs), to address issues related to ergonomics and material handling.
The GE Appliances Decatur facility is the recipient of the 2019 Assembly Plant of the Year award sponsored by ASSEMBLY Magazine. The world-class plant was chosen for the 16th annual award because of the way that it mass-produces appliances fast and efficiently.
GE Appliances recently announced a $115 million investment in the plant to increase flexibility to produce various refrigerator sizes to meet growing and changing customer demand. When the project is completed by the end of this year, the facility will be able to produce more than 1 million units annually. The investment will add 40,000 square feet to the plant and more than 250 new jobs, boosting the number of full-time employees to nearly 1,350.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
“Our investment in Decatur is a critical part of our plan to be the leading appliance business in the United States,” says Kevin Nolan, president and chief executive officer of GE Appliances. “The investment will significantly expand the plant and boost production capacity by 25 percent, making the Decatur plant a ‘refrigerator super site’ for GE Appliances.”
“The Decatur plant has a long-standing tradition of excellence, focusing on our customer from both a quality and delivery perspective,” adds Renee Story, executive director of plant management. “We have developed a culture and discipline to always look for ways to get better.
“However, we are much more than just an assembly plant,” notes Story. “We process chemicals in our batching and foam processes; process plastic via thermoforming and injection molding; stamp metal for case and door blanks, as well as miscellaneous fab parts; produce our own evaporators; form many of our copper tubes; and assemble and braze our compressor and condenser assemblies. We also fabricate, foam and assemble the cases and doors that make up our refrigerators.
“On the two main assembly lines, we assemble components and ‘feature and appearance’ parts, such as vegetable pans and shelves; braze our sealed system; evacuate and charge units; check for possible sealed system leaks; and test each refrigerator for approximately 18 minutes,” explains Story. “In addition, we have an experienced quality team, a highly skilled maintenance group and an efficient warehouse team on-site.”
This group of dedicated employees has created a positive culture and family atmosphere that is key to the success of the plant. In fact, more than 300 employees have worked at the facility for 30 or more years.
“Our motto is ‘Growing People, Enhancing Performance, Creating Possibilities,’” says Story. “Our people and performance will continue to set us apart and enable our future growth.”
Proud Heritage
GE Appliances traces its roots to the early 1900s. That’s when engineers at the General Electric Co. began to experiment with new types of household gadgets such as irons and toasters. In 1910, the first Hotpoint electric range appeared (Hotpoint became part of GE in 1918).
From 1911 to 1928, GE produced one of the world’s first refrigerators at its Fort Wayne Works. It featured a small wooden box that used sulfur dioxide to cool a circulating salt brine.
GE revolutionized the household appliance industry when it unveiled a new type of refrigerator in 1927. The product soon became known as the “Monitor Top,” because its exposed round compressor unit resembled the cylindrical turret of a famous U.S. Civil War ironclad battleship.
The four-foot-tall refrigerator featured a hermetically-sealed steel case covered in a white porcelain enamel finish and spindly legs that mimicked the look of colonial-period furniture. It quickly became popular since it was affordable, energy efficient, highly dependable and quiet.
Unlike many competitors, the refrigerator did not require fans, belts, shafts, seals or joints. Between 1927 and 1936, GE produced millions of Monitor Tops at its factories in Erie, PA, and Schenectady, NY.
To streamline the look of its refrigerators during the Great Depression, GE hired industrial designer Henry Dreyfuss. His 1934 “Flatop” design set a precedent that later models would imitate for decades.
Dreyfuss removed the condenser from its highly visible spot on top of the refrigerator and buried it at the base of the unit. He also extended the sides of the case to the floor, creating a rectangular shape that covered the legs. Chrome hinges and handles completed the streamlined design that appealed to consumers.
Between the early 1930s and the late 1960s, GE engineers developed a number of other innovations, including a new lightweight insulating material called Thermocraft (1931); the first refrigerator with adjustable shelves (1933); the first two-door refrigerator-freezer combination (1947); and the first refrigerator with door-mounted water and ice dispensers (1969). By the 1970s, GE was ranked No. 1 in major household appliances.
After World War II, GE correctly anticipated that there would be unprecedented demand for dishwashers, ovens, refrigerators, washing machines and other types of electric appliances. To address the issue, it purchased 700 acres of land in Louisville, KY, in 1951 and created Appliance Park. By the end of the decade, the sprawling campus included a state-of-the-art R&D center in addition to several assembly plants and warehouses connected by a network of conveyors, railroad tracks and roads.
In 1953, Appliance Park began assembling dishwashers and dryers. A refrigerator plant opened the following year. By 1961, Appliance Park employed more than 10,000 people and could produce 60,000 major appliances a week.
From 1967 to 2016, GE also made refrigerators in Bloomington, IN. Hotpoint-brand appliances, including refrigerators, were made at several plants on the West Side of Chicago from 1918 to 1990.
In the late 1980s, GE decided to expand again and begin producing 14- and 16-cubic-foot refrigerators at the Decatur plant, which was originally acquired and retrofitted in the mid-1970s.
While GE was dominating the U.S. appliance industry, a small refrigerator manufacturer in Qingdao, China, was quickly evolving. It eventually became Haier Group in 1984.
Haier continued to grow and soon became the world’s No. 1 appliance brand. In 2000, it was the first Chinese company to establish manufacturing operations in the U.S. when it opened a $40 million factory in Camden, SC.
Since then, Haier has grown into a $37 billion conglomerate through a series of strategic acquisitions. In 2011, it purchased Panasonic Corp.'s Sanyo Electric washing machine and refrigerator operation in Japan and Southeast Asia. A year later, it took control of Fisher and Paykel, a leading appliance manufacturer based in New Zealand. Last year, Haier acquired Candy, a large European appliance maker that's based in Italy.
Haier acquired the crown jewel in its portfolio, GE’s appliance division, for $5.6 billion in 2016. Part of the deal was a long-term agreement to continue use of the GE name, including its famous monogram logo. Haier also announced that it would continue to manufacture appliances in the United States. In fact, last year it unveiled a plan to invest $475 million in GE Appliances’ facilities, including the Decatur plant.
Today, Haier is a $26 billion company that accounts for 15 percent of the worldwide household appliance market. It employs more than 70,000 people around the world.
Diverse Product Line
GE Appliances is based in Louisville, KY, and boasts that it has products in 50 percent of U.S. households. Its products include a full line of freestanding and built-in products, such as air conditioners, dishwashers, disposers, dryers, freezers, ovens and ranges, refrigerators, trash compactors, washing machines and water filtration systems.
In addition to the Decatur plant, GE Appliances operates five factories in Louisville and facilities in Camden, SC; LaFayette, GA; and Selmer, TN. The company’s brands include Café, GE, GE Profile, Haier, Hotpoint and Monogram. It also produces some private-label brands, such as Crosley.
Hotpoint is GE Appliances' value brand, while the GE and Haier brands are aimed at the mass market. Café, GE Profile and Monogram products are targeted at the mass-premium and ultrapremium segments. Kitchen and laundry appliances in the latter categories feature things such as built-in coffee brewing systems, customizable hardware choices, interactive displays, optional glass doors, trendy design colors and WiFi connectivity.
GE Appliances’ plants assemble refrigerators in a wide variety of styles for different market segments. Configurations include bottom freezer, French door, side-by-side and top-freezer refrigerators. French-door products are made in Louisville and built-in side-by-sides are assembled in Selmer. Product complexity is higher in those plants, but production volume is lower.
The Decatur plant specializes in mass-producing traditional top-freezer refrigerators with basic features. Key differences between the models are their exterior size and the amount of fresh food they can accommodate. Most models are available with options such as ice makers and glass or wire shelves.
Products come in several different sizes, including 16-, 17- and 18-cubic-foot capacities, with 19- and 22-cubic-foot models to be added in a few months as part of the current investment program. The 18-cubic-foot capacity models represent the majority of production, with widths varying from 28 to 30 inches. The largest model weighs approximately 192 pounds.
All products are available with both right- and left-hand swinging door options. Several different colors are produced, including bisque (light beige), black, slate, stainless steel and white.
Refrigerators can also have two types of corners: epaulet or mitered. In addition, the 2019 Assembly Plant of the Year produces units that are equipped with either traditional door handles or flush, recessed handles that provide a sleek look.
A team of design engineers are collocated within or dedicated to Decatur manufacturing operations as part of GE Appliances’ four “centers of excellence” for its refrigeration products. The goal is to improve product quality and service, and develop efficiencies that drive down costs. This results in increased collaboration between engineers to improve problem solving and shorten product development time.
The Decatur factory is also attached to a large warehouse via an enclosed conveyor. The facility, which can hold three days of inventory, ships to customers by rail and truck.
Some refrigerators are shipped directly to large customers, such as big-box stores like Aaron’s, Home Depot and P.C. Richard & Son. Other large customers include Best Buy and Home Depot; hotel chains such as Hilton and Marriott; apartment management companies; new home builders; and public housing agencies. Products not shipped directly to customers are sent to one of GE Appliances’ nine distribution centers located throughout the United States.
GE Appliances is proud of its commitment to domestic manufacturing. In fact, more than 80 percent of the components used in its refrigerators are made in the United States. Many of the products assembled in Decatur are shipped in cardboard containers proudly stamped “Made in America.”
Vertical Integration
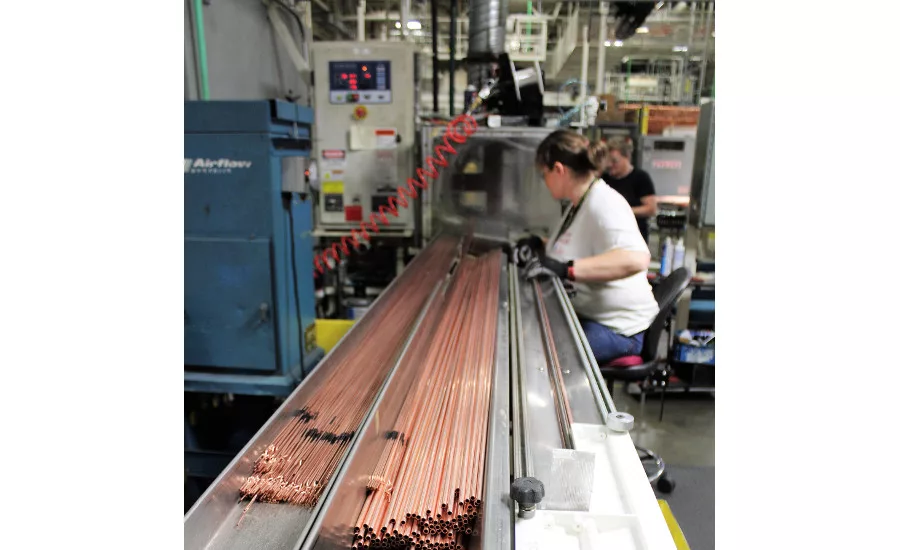
The 2019 Assembly Plant of the Year is a vertically integrated facility. It produces many parts in-house to guarantee quality and meet delivery deadlines. For instance, the plant operates a large plastic injection-molding operation and a copper tube bending department. Key components, such as evaporators, are also made in-house.
“Our plant converts numerous raw materials into parts used in our refrigerators,” says Story. “This has decreased overall material and transportation costs, and enabled us to respond more quickly to issues and customer demand changes.”
Key vertically integrated areas of the plant include the following:
Copper tube processing. Automated equipment takes four sizes of wound copper coils and cuts each to length for parts needed to assemble refrigerators elsewhere in the plant. The copper tubing ranges in length from 5 inches up to 80 inches. Some of the tubing is used to produce an in-house soldered and formed assembly that is delivered directly to the case assembly lines. Swaging is also used to form tubing down to around one quarter of its original size.
Evaporator (low side) assembly. This department processes level wound coils of aluminum and aluminum ribbon to create a wrapped spine fin serpentine. This heat exchanger component is processed by cutting, expanding, crimping and baking an epoxy joint between the aluminum and copper tubing. An automated subassembly line also bends the serpentine into the shape so that it is ready for delivery to the main assembly lines.
Extrusion. Several plastic extruders run 24 hours a day, five days a week to produce seven different extruded plastic sheets to support the production needs of the Decatur plant. Each extruder has the capability of processing large quantities of acrylonitrile butadiene styrene (ABS) plastic.
Foam. The Decatur plant uses poured-in-place polyurethane foam as insulation and to add structural strength to its products. Two different material blends are used to produce foam insulation. At each foam station, the blends are combined together and injected into the cases and doors to create polyurethane foam. After the foam is added to the refrigerator case or door, many ancillary components are added, such as handles, hinges and other types of hardware.
Injection molding. This department features more than 20 presses that produce a wide variety of white or clear parts made out of polycarbonate and polystyrene. Most of the components, such as covers, drawers, shelves and slides, are used in the interior of refrigerators. “The efficiency of this operation provides our plant with the lowest cost parts possible to keep our product competitive in the marketplace,” says Tommy Nelson, director of support operations. “In particular, we have focused on the ability to produce large injection-molded parts to minimize transportation costs.”
Metal parts fabrication. Six stamping presses produce a wide variety of small metal parts to support daily production demands. Materials processed in-house include aluminum, cold rolled steel, prepainted steel and raw galvanized steel. The Decatur plant was one of the first facilities in the appliance industry to use prepainted steel. In addition to small metal parts fabrication, the plant has two large blanking presses that produce blanks used on the case and door fabrication subassembly lines.
Thermoforming. This operation consists of multiple machines that produce different parts to support all the different product families produced in the plant. The thermoform process uses heat and vacuum to form extruded ABS sheets into parts of various shapes and sizes. Parts molded in this area include the fresh food liner, freezer liner and inner door liner for all refrigerators. Flexibility in the process allows multiple parts to be run on several thermoformers, which enables alignment of process output to meet customer demand.
Flexible Assembly Lines
GE Appliances’ Decatur plant mass-produces several types of products under both the GE and Hotpoint labels, including 16-, 17- and 18-cubic-foot refrigerators, with future production of 19- and 22-cubic-foot models within the next few month. Each of the different models share similar parts, components and architectures.
All refrigerators use a reciprocating compressor located in the bottom rear section of the unit. A control system runs the compressor, plus the fans of the condenser and evaporator, to regulate temperature. Refrigerators also have heaters that remove frost from the evaporator to keep cooling coils clean.
Two flexible, main assembly lines in the plant are fed by a variety of subassembly lines that produce cases, doors and compressors. Operators on the case fabrication lines perform tasks to prepare the cases for the foaming operation, such as installing plastic liners, while robots bend tubes and apply hot-melt adhesive. On the door line, operators install gaskets, dairy doors, door stops and shelf fronts.
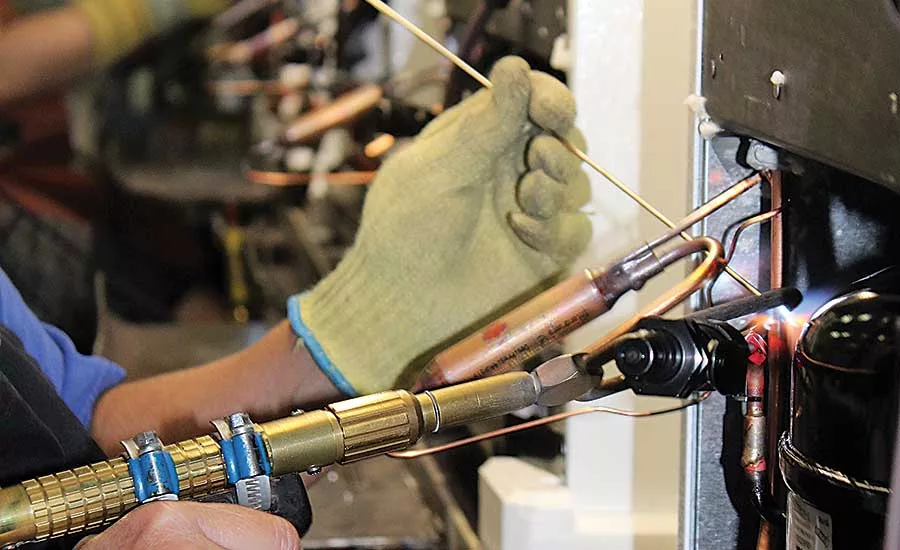
A compressor assembly area feeds into each case line. In this department, operators attach components, connect tubing, manually braze sealed system joints and perform leak checks.
An important task involves assembling the sealed system, which is made up of a compressor, condenser and evaporator. This subassembly is the heart and soul of a refrigerator, enabling it to operate efficiently by removing heat and providing a cooling effect.
“The sealed system requires a hermetic seal to be formed in multiple places between several types of metal, including aluminum, copper and steel,” says Chet Innamorati, senior director for manufacturing quality. “We use flame, induction and ultrasonic brazing to join different parts of the sealed system.
“The operation must be perfect for the refrigerator to cool properly,” explains Innamorati. “Any break in the door gasket seal to the case can cause moisture and frost in the unit.”
“Brazing is an important activity on our assembly line,” adds David Royer, director of assembly operations. “It takes a highly trained operator to maintain high yields. To minimize operator dependence, we use induction technology for some brazed joints. Once the brazing process is complete, operators conduct rigorous testing of the sealed system.
“Another challenge is matching doors to cases,” says Royer. “What is unique about this is that we really have two plants in one. We have a door factory and a case factory.”
Many types of conveyors are used throughout the Decatur plant, including chain-driven live roller, drag chain, friction, monorail, overhead and slat varieties.
After cases are fabricated and filled with structural foam, they travel down a conveyor horizontally where operators install the compressor assembly, mobility wheels and skidboards. Cases are then transported vertically to the final assembly lines via an overhead conveyor.
“In many appliance assembly plants, there is a debate on what should drive the schedule, since the value streams of both cases and doors are equally long and complex,” notes Story. “The objective is to have a door ready to hang on a case at the exact moment that the case arrives at the door hang station. Our production scheduling team uses a factory information system to help them with this process.
“Facility constraints and plant layout have created needs for slightly different assembly processes,” says Story. “For instance, one line has more manual processes, such as a manual back and bottom installation process. But, the two assembly lines are more alike than different.”
Refrigerator cases travel on pallets down conveyors in an upright position. The high-speed main assembly lines resemble activity typically found in automotive factories. For instance, operators work on both sides of the conveyors and doors aren’t attached until the end of the line.
Assemblers first install compressors, condensers, wire harnesses and other mechanical components at the bottom and back side of refrigerators. Next, they insert electronic control boards, fans, heat exchangers, ice makers and lighting. Drawers, shelves and other food storage compartments are installed last, followed by doors.
A variety of fasteners are used to attach interior components and panels that cover openings in the back of refrigerators. Operators drive screws with cordless, DC-electric and pneumatic tools. DC-electric tools are used for safety- and quality-critical fasteners. They are interlocked to the assembly line and are programmed to halt production if the correct torque is not measured.
All the Decatur assembly lines run at a fixed takt time. “Throughput vs. plan is discussed daily in production meetings and issues are assigned an owner at this time,” says Story.
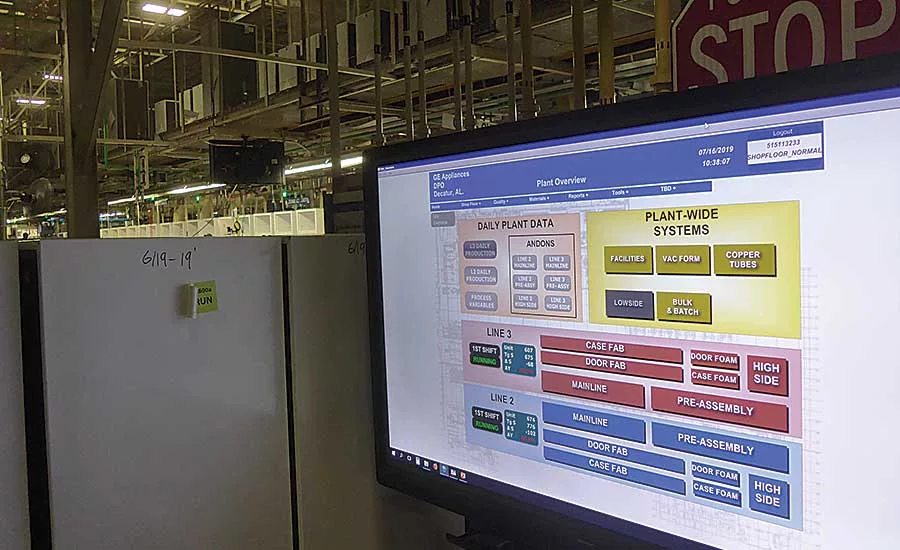
Both traditional and electronic visual management boards are in place throughout the factory. Hourly production results are recorded on boards that are visible to employees and this information is also available online in real-time for major assembly areas. Items communicated include audit findings, throughput, injuries and announcements.
“Standardized work has been developed for 99 percent of jobs in the facility and employees can view it freely,” says Yvonne McNeese, senior manager of lean manufacturing. “Job safety instructions and manufacturing control instructions are also available at the line for each job.”
Most material used in the Decatur plant flows east to west. Most components are stored in a main supermarket that’s located in a central part of the factory. Parts are moved lineside by tuggers, providing one-hours’ worth of inventory, on average, to each workstation, depending on the part and container.
“Our lean material journey has included a focus on right-sized containerization of parts at point of manufacture, appropriate parts presentation, timed tugger delivery, a plan for every part, and development of standardized work,” says Dan Mitchell, senior material flow engineer. “Our goal is to ultimately be fork-free in our assembly areas, and we are currently trialing AGVs to complement this material flow strategy.”
At the end of the final assembly lines, each refrigerator undergoes a series of tests that last up to 18 minutes. Operators evacuate and charge units, in addition to checking for leaks using both air and helium.
Every refrigerator is operated with power on a moving test system to ensure that all controls, the sealed system, ice makers, light bulbs, doors and cooling functions work correctly. Each unit is also tested for electrical continuity and safety. And, a sampling of each day’s production undergoes extended testing in high-temperature, high-humidity environmental chambers.
“All models are 100 percent tested at the end of the line on our product quality assurance (PQA) test loop,” says Mehul Bhatt, senior manager of quality test engineering. “A sampling of units is tested overnight in our lab as a way of monitoring for AHAM (Association of Home Appliance Manufacturers) energy compliance.”
“The PQA test loop is perhaps the most important step in the production process,” adds Innamorati. “Test and inspection is completed with test trolleys or via manual operator intervention, such as visual inspection or turning control knobs.”
Suspect or defective refrigerators—or those not matching specification limits, such as performance or visual—are separated from the functional units being shipped. Those products are investigated, repaired and tested again prior to shipment.
“Our end-of-line testing assesses not only the quality of the product, but also the stability and yield of the production process,” Bhatt points out. “Our test system can simulate, measure and validate the functionality of refrigeration units, energy usage, electrical and cooling parts, and other systems. Another significant process is the final hipot test, which is required by Underwriters Laboratories.”
The 2019 Assembly Plant of the Year is also proud of its flexibility. Flex lines enable engineers to align production to meet changing customer demand.
“In 2012, we moved an entire line-shift from second to third shift,” says Story. “This has allowed us to utilize our third shift to flex back and forth between products. The original reason for making the change was due to a softening of sales for our smaller products and an increase for larger products.
“Since we began the flex lines, we have maximized the use of them,” adds Story. “For example, due to hurricanes in late 2017, we experienced a surge in demand for our 15- and 16-cubic-foot products and we were able to respond quickly.”
Lean Manufacturing
GE Appliances Decatur has embraced lean manufacturing to drive a variety of continuous improvement programs. Hoshin kanri is one of the key lean tools used by the leadership team. This strategic planning and policy deployment process helps determine plant metrics and actions while supporting corporate objectives.
“These are in the areas of safety, quality, delivery, cost and employee morale,” says Story. “We review these in an alternating routine in our weekly staff meetings. We also discuss key elements in our daily gemba walks. This ensures that we stay on track or can determine an appropriate course of action to get back on track.”
Plant performance measurements are monitored on a daily, weekly, monthly, quarterly and annual basis. For instance, the previous days’ injuries, scrap, first-pass yield, throughput and audit findings are discussed at daily production meetings across three shifts by shop floor leaders, technical support and engineers.
“Customer issues are reported and analyzed in real-time on an ongoing basis,” says Innamorati. “There is an engineer specifically assigned to do this.
“This information is used to identify opportunities for improvement, and resources are assigned to contain, find root cause and execute countermeasures using appropriate lean methods and tools, such as Action Work-Out, 8D [eight disciplines of problem solving] and CAPA [corrective action preventive action],” explains Innamorati.
Another important tool that’s used to drive waste out of the Decatur plant is the Appliance Production System (APS). An APS assessment is conducted twice a year by the central lean team at GE Appliances’ corporate headquarters in Louisville.
“As part of APS, we have placed considerable focus on developing standardized work for our assembly team members,” says McNeese. “The goal is to remove waste out of an operator’s cycle and reduce takt time. For instance, we recently decided to standardize liners across all the product platforms. This will help streamline our thermoforming process and reduce assembly line delivery times.”
The Decatur plant also maintains a dedicated lean team and kaizen promotion office that supports continuous improvement and trains employees.
“As we continue on our lean journey, we are focusing on collaborative problem solving across the various functions,” says McNeese. “A key focus is on reducing the number of ‘red’ (high risk) ergonomic elements through workstation improvements or automation. With any new product introduction, we hold 2P [preparation and process] and 3P [production, preparation and process] events to help design out any ergonomic issues or concerns.”
“By developing good, respectable work for the operators, we will make our facility more attractive to future employees and keep us competitive among other local manufacturers, ensuring that we remain a great place to work,” adds Story.
“And, by training team leaders and operators on basic lean concepts, we have more people working on eliminating waste, which keeps our overall costs low,” explains Story. “Focusing on 5S and visual management enables us to know when abnormalities occur so we can focus on resolving the issues.”
A variety of lean tools are used daily on the Decatur plant floor to eliminate waste and promote continuous improvement, including the following:
Rewards and recognition program. Cross-functional collaboration and suggestions are encouraged within teams. “Employees are willing to provide feedback and suggestions to improve our production processes,” says Story. “Depending on the significance of the suggestion and the problem that is solved, it is common for an employee or team of individuals to be recognized in some way, such as with a celebratory meal, tangible prizes, or points that they can redeem for items or gift cards. This program is used for ‘above and beyond’ efforts and to commemorate key service anniversary milestones.”
5S. Each area of the factory has an individual 5S plan for every job. This plan is visible and stored on an area board. These are audited by leadership during shop floor walkarounds. Opportunities to improve the 5S plan are driven by proactive observations or adverse events, such as injuries.
Kaizen. Kaizen events and action work-outs are usually led by the lean team, shop operations, quality or engineering. They include cross-functional team members and are focused on solving key, repetitive challenges. Issues to be solved include things such as an ergonomic concerns, scrap problems or end-of-line audit findings.
Self-directed work teams. A value-stream leader is assigned to each area of the plant, including case and door assembly, compressor assembly and final assembly. There are also area leaders and team leaders in each department.
“This helps with span of control and allows each team leader to respond quickly to any andon pulls or operator struggles,” says Royer. “Team leaders meet several times a day with area leaders and value stream leaders to assess production status and review posted metrics. They also use hour-by-hour charts to communicate with their shift counterparts.”
Predictive analytics and total productive maintenance (TPM) also play a key role in the success of the 2019 Assembly Plant of the Year. Unlike traditional preventive maintenance, TPM involves operators in routine improvement projects and simple repairs. Operators perform daily activities such as lubricating, cleaning, tightening and inspecting equipment.
“Our TPM program and the diagnostic equipment that we have attached to various pieces of equipment have improved our performance and is allowing us to move further on the curve toward predictive vs. reactive maintenance,” says Tim Pope, director of manufacturing engineering.
The Decatur plant has a TPM leader who works with the maintenance team and shop leadership to schedule and execute events. Recent improvements have included infrared thermography, oil filtration and wireless vibration monitoring.
For example, motors and gearboxes on key production equipment are continuously monitored. Diagnostic reports are automatically generated when vibration measures reach established thresholds and call for a response or corrective action. The vibration analysis alerts employees to potential issues regarding alignment, bearings, lubrication or loose mechanical components.
New Tools and Equipment
The 2019 Assembly Plant of the Year has a long history of continuous improvement, including investment in new tools, equipment and production processes. For instance, in 1989, the factory was the first in the appliance industry to use prepainted steel for refrigerators.
GE Appliances Decatur was also one of the first facilities to use plastic liners and in 2011 it was a pioneer in using a new blowing agent in foam, eliminating R134a and replacing it with cyclopentane. Today, the plant is in the process of converting to R600a refrigerant.
State-of-the-art automation also plays a key role in daily operation of the plant.
“We are always focused on using automation where it makes sense to give us an advantage in safety and ergonomics, quality, repeatability, delivery or cost,” says Pope. “We have utilized automation and robotics in places where people would be improperly applied or on injury-prone jobs. Benefits include improved ergonomics, while also increasing labor productivity.”
The plant currently has more than 50 robots—including three-axis, four-axis, six-axis and SCARA machines—in use throughout the facility for applications that require lifting heavy loads or tasks that are repetitive or ergonomically challenging. The robots perform a variety of jobs, such as applying hot-melt adhesive on the case fabrication line to minimize foam leaks; loading and unloading doors; and handling heavy compressors and baseplate assemblies.
One recent robotic application involves bending copper tubes used in condensers. The robots ensure consistent bending and allow for increased flexibility. For instance, when new tube bends are needed to align with a new condenser or compressor, the robots can be easily reprogrammed to meet the new configurations.
The Decatur plant recently invested in AGVs to transport refrigerator doors through fabrication, foaming and assembly. Each autonomous platform can transport two doors at a time and uses powered rollers to interface with traditional, fixed conveyors.
The fleet of machines has helped improve quality. In addition, the AGVs have eliminated scrap and rework on doors, which need to avoid scratches and dings to maintain their cosmetic appearance.
“The AGVs eliminated an ergonomic risk associated with handling heavy doors, eliminated a quality risk of potentially damaging doors, and resulted in a cost savings and improvements in labor productivity,” says Story. “We are now looking at using the technology to improve material flow in other parts of the plant, such as the movement of racks of copper tubes and racks of gaskets.
“We are continuing our exploration of using new types of automation in conjunction with our vision of eliminating the use of forklifts in assembly applications,” adds Bonnie Jenkins, senior manager of environmental health and safety. “Our plant has worked diligently over the years to focus on ergonomic improvements through the design of parts and workstations, along with automated processes.”
For instance, the plant has invested in numerous lift-assist devices, such as a compressor assembly manipulator that makes it easier for operators to install the heavy component into cases.
“We actively maintain a list of ergonomic-related, high-risk jobs to ensure that we focus on reducing risk from cumulative trauma and ‘ergo red’ jobs,” explains Jenkins. “One of our next projects will be automating our back and bottom install process, which has been a legacy concern for us.”
The Decatur plant has also invested in advanced software to leverage real-time production data and optimize assembly line operations. Last year, it upgraded its IT infrastructure to create an enterprise network capable of supporting Industry 4.0 technology. The $1 million investment provided redundant connections with GE Appliances’ corporate data center and the Internet. It also increased WiFi coverage and saturation to include 100 percent of the factory floor.
The 2019 Assembly Plant of the Year recently unveiled 55-inch electronic smart boards along its main assembly lines. The touch screens replaced manual hour-by-hour tracking charts, which were physical whiteboards. Team leaders now input data electronically each hour, with a focus on daily quality and production metrics.
Its part of GE Appliances’ Brilliant Factory initiative that collects real-time information and presents its on informative display boards located throughout the factory. The system provides information such as production scheduling, assembly yield, quality and test yields, and workforce capacity.
“This allows us to retain the data electronically, track trends, respond quickly and ensure we are prioritizing resources on the most impactful projects,” says Chad Sockwell, senior manager of digital technology. “We are also enhancing our existing Brilliant Factory platform to provide information to our leaders on the floor. The mobile-ready application provides production data, attendance and other tools to help our leadership team make the most appropriate decisions in real time.”
About the Award
The Assembly Plant of the Year award was initiated in 2004 to showcase world-class production facilities in America, and the people, products and processes that make them successful. There is no entry fee. All manufacturers that assemble products in the United States are invited to nominate their plants. The winning plant receives a crystal award and a commemorative banner.
The Assembly Plant of the Year award is sponsored by ASSEMBLY Magazine. The goal of the award is to identify a state-of-the-art facility that has applied world-class processes to reduce production costs, increase productivity, shorten time to market or improve product quality.
All nominees were evaluated by ASSEMBLY’s editorial staff, based on criteria such as:
•Have assembly processes been improved through the use of new technology?
•Has the plant improved its performance by making more effective use of existing technology?
•Has the plant taken steps to reduce production costs?
•Have new or improved assembly processes resulted in increased productivity?
•Has the plant used assembly improvements to reduce time to market?
•Has the plant boosted bottom-line profits and competitive advantage?
•Did operators play a role in the successful implementation of new assembly strategies?
•Has a product been effectively designed for efficient assembly?
•Has the plant attempted to protect the environment and conserve natural resources?
As winner of the 16th annual Assembly Plant of the Year competition, GE Appliances Decatur received an engraved crystal award and a commemorative banner.
Previous recipients of the Assembly Plant of the Year award were Ford Motor Co. (Sterling Heights, MI); AGCO Corp., Jackson, MN; Bosch Rexroth Corp. (Fountain Inn, SC); Polaris Industries Inc. (Spirit Lake, IA); STIHL Inc. (Virginia Beach, VA); Northrop Grumman Corp. (Palmdale, CA); Ford Motor Co. (Wayne, MI); Philips Respironics (New Kensington, PA); Eaton Corp. (Lincoln, IL); Batesville Casket Co. (Manchester, TN); IBM Corp. (Poughkeepsie, NY); Schneider Electric/Square D (Lexington, KY); Lear Corp. (Montgomery, AL); Xerox Corp. (Webster, NY); and Kenworth Truck Co. (Renton, WA).
A nomination form for the 2020 Assembly Plant of the Year award will be available on ASSEMBLY's web site in early January
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!








