2020 Assembly Plant of the Year: There’s No Looking Back at Murakami
The Campbellsville, KY, plant excels at continuous improvement and workforce development















Every motorist uses rearview mirrors whenever they get behind the wheel. In fact, most people look at them every few seconds as they drive. However, few ever give those ubiquitous devices much thought.
If you drive an Acura, Honda, Lexus, Nissan or Toyota vehicle, there’s a good chance your mirrors were made by a company that many people have probably never heard of: Murakami. The Japanese Tier One supplier has mass-produced mirrors for more than 120 years and it has specialized in automotive mirrors for more than six decades.
Murakami’s U.S. plant is located in Campbellsville, KY, which is 75 miles away from Toyota’s sprawling flagship assembly complex in Georgetown, and within a day’s drive of many other auto factories.
The 20-year-old Murakami Manufacturing USA Inc. (MMUS) facility specializes in side-view exterior mirrors. It makes a variety of products that are used on everything from luxury sedans to sport utility vehicles and minivans to pickup trucks. Popular vehicles that feature MMUS-made mirrors include the Lexus RX, the Nissan Frontier and the Toyota RAV4.
In addition to supplying auto plants in Indiana, Kentucky, Mississippi, Ohio, Tennessee and Texas, MMUS exports mirrors to final assembly lines in Canada and Mexico.
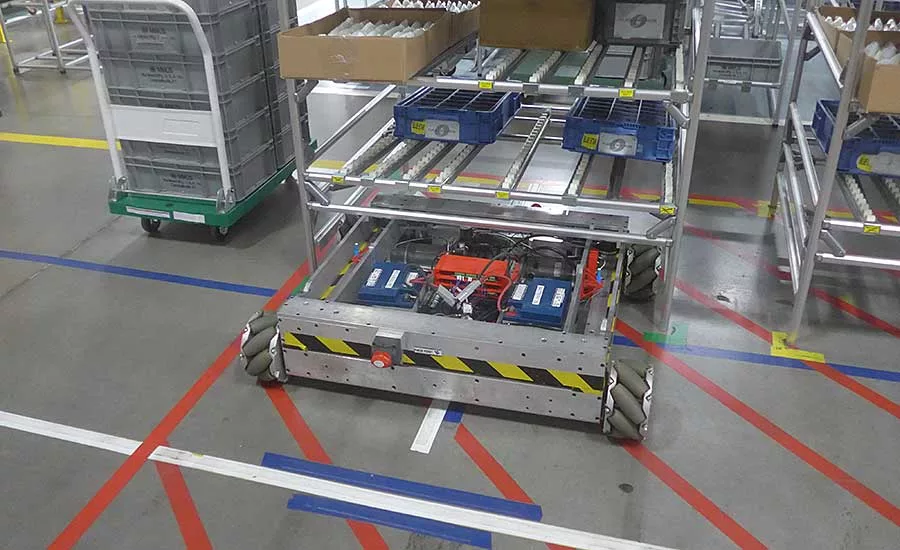
Thanks to recent improvements in automation, assembly throughput in Campbellsville has increased by 34 percent over the past three years. To increase productivity, the factory has invested in a variety of state-of-the-art production technologies, including additive manufacturing, automated guided vehicles (AGVs), automated screwdriving systems, karakuri racking, robots and vision systems.
Murakami Manufacturing USA Inc. is the recipient of the 2020 Assembly Plant of the Year award sponsored by ASSEMBLY Magazine. The world-class plant was chosen for the 17th annual award because of the way that it ensures timely delivery of complex products through the innovative use of automation, people, continuous improvement and flexible production processes.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
“Being recognized as the Assembly Plant of the Year is a great honor, especially as we celebrate our 20th anniversary,” says Michael Rodenberg, CEO of Murakami North America and director of Murakami Corp., the company’s Japanese parent. “Our success as a company is due to the effort of all our team members in a variety of departments. Just like our mirrors have many components, it takes a lot of different people to make sure we can deliver quality products to our customers every day.”
Last year, MMUS shipped more than 2 million mirror assemblies. Most of those devices were more than just a simple piece of glass sandwiched within an aerodynamic, protective housing. Many Murakami products contain actuators, cameras, electronics, sensors and other smart components that enable advanced driver-assistance systems (ADAS).
The 200,000-square-foot Campbellsville plant features an in-house plastic-injection molding department and an automated paint shop that support 12 assembly lines. Murakami also prides itself on quality and a unique employee culture that mixes traditional Japanese lean manufacturing techniques with a dose of down-home innovative thinking.
“Our team members are what make this plant successful,” says Rodenberg. “We have a group of individuals who aren’t afraid to take on challenges and love to get better every day.”
Rodenberg and Glen Roberts, president, have spent the last decade establishing a culture where greatness is expected, continuous improvement is a way of life and “treating others like you want to be treated” is the standard. “These mission statements are introduced to each team member and displayed throughout the facility,” claims Rodenberg.
“Vast improvements in safety, quality and efficiency during the last three years have boosted bottom line profits and earned recognition by our customers, as well as our parent company in Japan,” notes Roberts. “We have also not had a safety-related lost work day in more than four years.
“Throughput has increased in the last three years by 25 percent in the injection department, 34 percent in assembly and 58 percent in the paint shop,” boasts Roberts. “And, paint first-pass-yield has increased from 94 percent to 97 percent."
“At MMUS, our vision is to be known by our customers as the supplier of choice and in the community as the employer of choice,” explains Rodenberg. “Our action plan is to work safe, build quality products, protect the environment and operate to key performance indicators.”
Murakami has also formed innovative partnerships with local schools to nurture and grow its future workforce.
“These programs introduce the manufacturing process to high school students and allow for part-time employment opportunities that serve as learning opportunities and career advancements,” says Rodenberg. “Several of these students have gone on to become full-time Murakami employees.”
Proud History
Murakami Corp. is a fifth generation, family-owned company based in Shizuoka, Japan. The company was founded in 1882 and today it’s publicly traded on the Tokyo Stock Exchange.
Originally, Murakami specialized in metallic decorative fixtures. Its main products were railroad lanterns and mirror glass for furniture. In the mid-1950s, Murakami was approached by its glass supplier and Toyota Motor Corp. to see if it would be interested in producing mirrors for automobiles.
The company’s first rear-view mirror was used on the 1959 Toyota Crown sedan. As the Japanese auto industry grew rapidly over the next two decades, Murakami eventually began to mass-produce mirrors for other automakers, such as Honda, Mitsubishi, Nissan and Suzuki. Today, Murakami accounts for approximately 40 percent of the domestic market in Japan and 7 percent of the global market.
After several Japanese automakers opened U.S. assembly plants in the 1980s and 1990s, Murakami decided to build a factory in central Kentucky. MMUS was incorporated in June 2000. The Campbellsville facility opened in January 2002 to serve Toyota’s nearby complex in Georgetown.
The original footprint of the plant was 62,000 square feet. Production began with one customer and one plastic injection-molding machine. In 2002, a single assembly line staffed by four operators produced 48,000 mirrors. Last year, 130 assembly team members built more than 2 million mirrors at MMUS.
Exterior surface parts were originally painted in Japan and shipped to Kentucky, while most injected components were outsourced. In assembly, automation was limited to screwdriving robots and end-of-line testers only.
Building expansions for paint, assembly and administration were completed in 2005. In 2014, another addition was needed to house the growing injection molding department and its new focus on one-direction flow.
Two years ago, Murakami’s most recent expansion project was a state-of-the-art warehouse. The 50,000-square-foot facility enabled the company to consolidate storage, streamline material handling and increase production capacity.
Today, Murakami Corp. operates three assembly plants in Japan, in addition to facilities in China, Indonesia, Thailand and the United States.
“Murakami is one of the last traditional, standalone automotive mirror manufacturers,” says Rodenberg. “Our competitors are much larger, billion-dollar firms that produce mirrors in addition to many other types of auto parts.
“Murakami’s largest factory is in Japan,” adds Rodenberg. “But, the Campbellsville plant is one of our company’s most productive facilities. In fact, it can assemble more products than some of our factories in low-cost countries.”
Visionary Products
Mirrors are an important part of vehicles that most drivers take for granted. They have evolved over the decades to become complex products that contain a variety of components, such as actuators, cameras, electronics, heaters and sensors.
“An exterior mirror is the only component on a vehicle that has to be aesthetically pleasing and highly technical,” explains Rodenberg. “All other body components are just a piece of metal or plastic that has been painted. Mirrors are a plastic and glass component that has to be painted to carefully match each body color.
“Inside, there can be more than 150 components that have to operate at a high level of reliability in harsh environments, such as moisture and temperature extremes,” Rodenberg points out. “No other vehicle component is exposed, yet has to provide a high degree of safety. It’s almost like we’re building another vehicle that has to be attached onto a car or truck body.”
The various types of mirrors that Murakami produces vary in terms of functions, number of components and assembly steps. And, there are key differences between mirrors produced for luxury SUVs vs. mirrors used in more mass-market vehicles, such as compact sedans.
Today, the typical mirror is loaded with smart ADAS technology that enables lane-departure warning systems and other active safety features. Lane-departure warning systems scan the road with a camera to determine where lane markers are. If a car drifts over these markers, the system alerts the driver by beeping, vibrating or displaying a warning message on the dashboard.
“The complexity of our mirror assembly has changed substantially over the years,” says Mike Pulley, general manager of operations. “They have evolved from basic manually functioning assemblies that only require 31 components to high-grade mirror assemblies that house an astonishing 158 components.
“Today, our mirror assemblies are evolving more rapidly than ever,” explains Pulley. “With the demand for more and more features coming standard on vehicles, we are seeing a surge in advanced camera systems, blind-spot indicators and electrochromic glass.
“This all means more complicated processes on the assembly lines,” adds Pulley. “Of course, more features mean more connections and components. With one of our mirrors housing more than 150 components, it is important that we focus on these areas and bring more awareness to the assembly process.
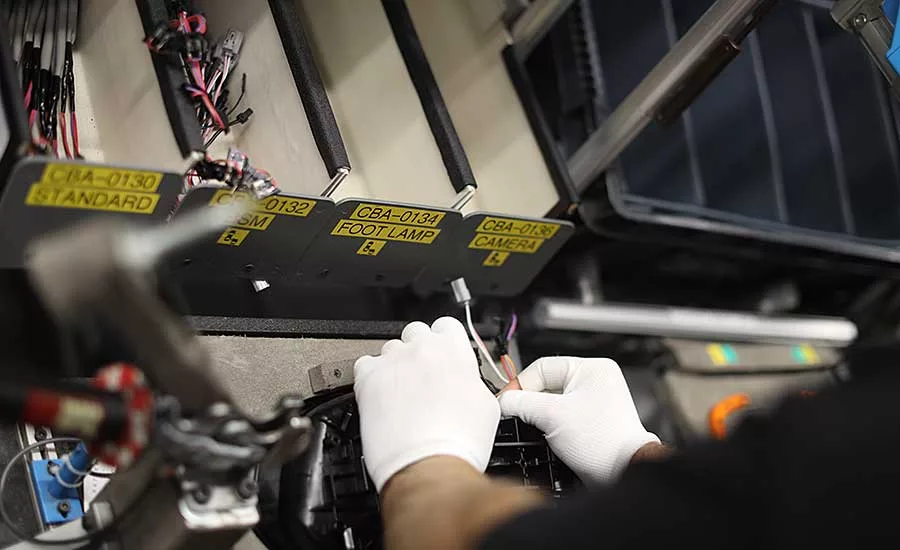
“On all of our lines, any process that deals with a critical component or part is labeled with what we call a ‘Critical C,’" notes Pulley. “This is a visual indicator to the team member performing the task that a critical function of the mirror assembly is being performed at that process.
“Previously, most mirror assemblies we produced only had a couple of standard features, such as manual or powered actuators for glass movement, defrosting capabilities and side-turn indicators,” says Pulley. “Now, with some luxury vehicles, we are seeing mirror assemblies that incorporate several advanced feature sets.
“Our highest-grade mirror consists of a powered actuator for glass travel, electrochromic dimming glass, defrosting capabilities, blind-spot and side-turn indicators, and power folding capabilities,” Pulley points out. “Other features include user memory retainment, illuminated puddle (courtesy) lamps, advanced camera systems with CAN interfacing systems and chrome-trimmed accents with vehicle color-matched covers.”
The production process at the 2020 Assembly Plant of the Year starts with plastic injection molding. To control quality and streamline production, MMUS operates a three-shift department that can produce up to 70,000 components per day on 15 state-of-the-art presses.
Acrylonitrile butadiene styrene is used to produce all parts that will be painted, such as body shells, while acrylonitrile styrene acrylate and glass reinforced polyamide are used for all internal, nonpainted parts.
MMUS recently installed a modular belt conveyor to move parts from the injection department to the paint shop. “The new system has improved throughput by 58 percent and reduced labor costs,” says Allen Gaines, manager of injection and paint.
“We use three robots to paint about 130 different colors,” explains Gaines. “We paint nine to 10 colors to support each current model-year vehicle platform. The other colors are reserved for older models that our service department supports.”
The majority of mirrors are painted in monochromatic colors, such as black, gray, silver or white. However, lots of blues, reds and other colors are mixed in. The flexible paint shop is designed for frequent changeover and typically runs 40 to 50 different colors per day.
Parts receive three coats consisting of a primer, a base and a clear coat. Then, they bake in an 80 C oven for 1 hour.
After components leave the paint shop, they’re loaded onto another conveyor where they move past a manual inspection station where eight people pull off parts and carefully examine them. Components that pass are put on an upper belt, while rejects are placed on a lower conveyor and returned to the paint shop.
An in-house quality lab also measures a variety of factors, such as ensuring the correct color match, in addition to testing paint adhesion, hardness and thickness.
Successful Turnaround
Today, the 2020 Assembly Plant of the Year is dramatically different than it was a decade ago. When Rodenberg joined MMUS in 2011, he inherited an organization that badly needed to change its culture. Morale was low, turnover was high and the local management team didn’t have full responsibility for how the plant was run.
“When I came here, this plant was really struggling,” recalls Rodenberg. “At the time, we were a $50 million operation with 350 employees. Since the plant opened in 2002, it was only profitable one year.”
To address the issue, Rodenberg and his colleagues implemented a revival plan where they carefully examined all aspects of the business. Rodenberg calls the successful turnaround effort the Murakami Transformation.
“We stepped back and examined many different things, such as our relationship with customers and suppliers, our relationship with the local community, and relationships between the Japanese and U.S. management team,” explains Rodenberg. “We dissected everything and identified our major issues.
“Because we were a Japanese-owned company, the biggest challenge we faced was to convince them that we had a bunch of thoroughbreds in this plant; they just didn’t know how to let them run,” notes Rodenberg. “There were two different cultures being meshed together.
“The management team in Japan let me take the reins and didn’t micromanage the situation,” says Rodenberg, who speaks fluent Japanese. “That type of mindset is extremely rare in most Japanese-owned companies.
“The Japanese had a lot of great technical expertise,” Rodenberg points out. “On our end, we had a lot of open-minded employees who were willing to take risks and weren’t afraid of a challenge.”
Rodenberg and Roberts focused heavily on team building to achieve a successful turnaround. Bridging two unique cultures was critical to the effort.
“Japanese continuous improvement culture is like operating in Microsoft Excel; it’s highly detailed with lots of formulas,” explains Rodenberg. “On the other hand, the American management style is more like PowerPoint; all that’s needed to tell a story is one picture and one word on the slide.
“Once we combined those two cultures, we started to achieve some great things,” says Rodenberg. “Everybody started to see each other’s strengths and started to lean on one another.
“One of the key issues that we identified was in the area of technical support, because we were just throwing away money,” recalls Rodenberg. “We put specific plans in place on how to make improvements and followed that path.
“We put a lot of energy and effort into making process improvements to increase our throughput,” explains Rodenberg. “Today, we have the same amount of people that we had back in 2011, but we’re making twice as many parts. And, we’ve been profitable every year since 2012.
“The atmosphere here today is totally different than it was a decade ago,” claims Rodenberg. “Back then, customers didn’t like us and suppliers didn’t like us. On top or that, our reputation in the local community was so bad that our team members wouldn’t wear any Murakami-logoed clothing in public; they didn’t want to be associated with the company.
“Today, our employees are proud to work here,” says Rodenberg. “Murakami has been voted the best place to work in four out of the last five years in a local poll. We were also recently recognized by Toyota with a superior launch award.
“We are now the supplier of choice to our customers and the employer of choice in the community,” adds Rodenberg. “We were neither one of those a decade ago.”
Those efforts are also reflected in a comparison of several performance metrics. For instance, scrap rate in 2011 averaged 4.16 percent vs. 0.61 percent in 2019. Downtime averaged 3,200 minutes per month in 2011 vs. 390 minutes in 2019.
High-Mix Assembly
Murakami operates nine assembly lines in Campbellsville that support current model-year vehicles. A 10th line for a new product will be ramping up in December. In addition, three assembly lines support a dedicated service department, which is responsible for producing low-volume, on-demand mirrors for legacy vehicles.
The service department supports 21 older vehicle models and ships out service parts for five of the current mass-production models. A team of 12 individuals produce more than 9,400 pieces monthly.
“With some models requiring us to produce parts for up to 20 years after the program ends, keeping each standard assembly line was just not feasible,” says Chance Harker, assembly manager. “With each model requiring its own torque and screw count specifications, we knew that trying to combine multiple lines would prove to be difficult for us.
“We came across a hand driver system that was capable of switching between eight different preprogramed sets of torques and screw counts,” explains Harker. “With volumes being much lower for service than in a mass-production scenario, we were able to eliminate all the screwdriving robots in favor of these hand drivers.
“With this technology, we were then able to link several of these units together to make a tabletop-style assembly line,” notes Harker. “This was helpful in reducing the space of a traditional-style assembly line.
“We then developed a mobile system for introducing components to the line,” says Harker. “This aided in making switchovers between programs more efficient, as we could utilize the same racks that we were currently storing components on to double as flow racks into the tabletop line.
“Changeovers could now consist of moving the previous flow rack out and pulling the new one to the line,” says Harker. “As the number of models increased past the line’s eight-model capacity, we then decided to build additional lines, maintaining the same format as the original.”
The other assembly lines at MMUS are unique to each customer’s specification, but use standardized tools and workstations.
“In 2013, we launched our ‘model line’ initiative,” explains Harker. “With that, we developed a line layout system that we have used in all assembly lines since. This common layout allows for easier cross training between models and a better standardization throughout the plant.
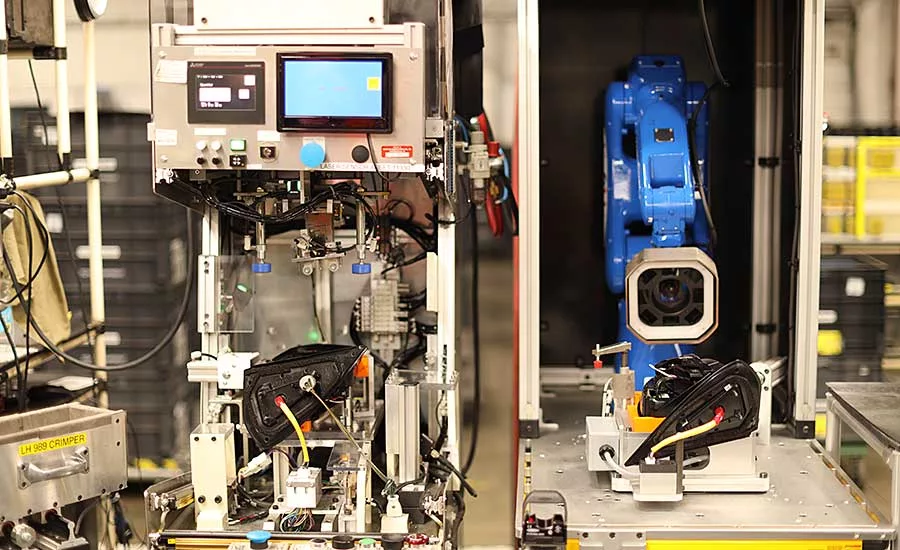
“Our equipment is also standardized as much as possible between the lines, depending on the design of each part,” says Harker. “Screwdriving robots and end-of-the-line testers are the norm for each assembly line. We also utilize pneumatic pressing robots, as well as hand drivers and vision systems on some of our lines. The product features, although similar, can vary between each line.”
Daily production volumes vary between 650 and 1,900 pieces per line. To maximize flow, workstations are arranged in U-shaped cells staffed by three to five operators who rotate every two hours. Each line is replenished by AGVs once an hour.
Assembly tasks include installing actuators, cameras, glass mirrors and wiring harnesses, and attaching a bar code label for traceability. Snap fits are used whenever possible, but assemblers use screwdrivers to attach many internal components. Wire crimping is also used. One of the last steps in the assembly process is installing a back cover and ensuring that the correct color is used.
“One of our lines produces lower grade mirrors that still incorporate an actuator that has to be manually adjusted in the vehicle,” says Harker. “Some lines produce a high-grade mirror that can also house several different functions, such as a power actuator, power folding, electrochromic dimming and defrosting options for the glass, blind-spot detection, side-turn indicators, memory retaining, intuitive camera systems, puddle lamps and chrome trim.”
After each mirror assembly passes electrical and functional testing, it’s cleaned and carefully placed into returnable dunnage, then transferred to finished goods racks that are shipped to auto plants on a daily basis. Every side-view mirror has a cable and two or three bolts protruding from its mounting base that enable MMUS customers to easily attach them on their final trim lines.
Paperless Production
To keep the production process running smoothly, the 2020 Assembly Plant of the Year recently implemented a paperless system that it developed in house.
“We started testing the paperless production initiative in 2016 with just a simple set of Excel spreadsheets,” recalls Harker. “The goal was originally to eliminate the use of paper on the assembly lines. With each line having to fill out approximately eight to 10 different forms each day, this would drastically reduce our paper waste throughout the year.
“As time went on, we began thinking of new and inventive ways to make better use of this system,” says Harker. “Originally, all data still had to be entered manually into the system each hour to keep track of production. We then started with our initial SCADA (Supervisory Control And Data Acquisition) program with the intent to automate the backflush process to better control our inventory, as well as eliminate repetitive processes that were time consuming.
“At first, our most notable improvements were increased accuracy in our inventory, as well as the elimination of multiple points of system entry through hardware by a reduction of computers on the floor,” explains Harker.
“Our next step was to team this real-time backflush with a SQL (structured query language) logging system to begin recording production on the floor in a completely automated, real-time environment," adds Harker. “The PLCs on our final inspection testers were placed on the network and we interact with them using a software package. As we are able to interact, we have multiple scripts that are fired off when certain data points in the PLC register change.”
When a PLC registers a part has been processed, a series of scripts record what was scanned, what time it was scanned and what assembly line it came from. This data is then written to SQL.
“This is then reported in real-time through multiple HMIs located on the floor and in our network,” says Harker. “With this we are able to eliminate manual entry of data from the team leaders on our production floor, improving their efficiency and giving them more time to focus on their daily tasks.”
While snap fits are widely used in the MMUS production process, mechanical fastening also plays a critical role at the 2020 Assembly Plant of the Year.
“Screwdriving is at the heart of the assembly process,” claims Harker. “Most of the internal structure of our mirror assemblies require some form of fastening. Ensuring these parts are held together correctly is imperative for the overall structural integrity of the mirror.
“We utilize several screwdriving robots, along with brushless electric hand drivers on each assembly line,” says Harker. “Daily, we ensure that these fastening tools are working properly to ensure we achieve the correct fastening torque, as well as the correct screw count for each process.”
MMUS recently decreased the size of its assembly line footprint by consolidating screw robots to perform multiple tasks.
“As we have grown, space has become increasingly more valuable,” explains Ron Sherman, engineering and tooling manager. “To reduce overall footprint, our launch team was tasked with reducing line size and maximizing equipment output. In doing so, we realized that certain pieces of equipment could be consolidated and combined into one robot.
“Taking part variation and volume ratio into account, we were able to combine some of our low-volume robots and incorporate them into the higher volume ones,” Sherman points out. “This allowed us to not only reduce the line size from a space-saving standpoint, but also allowed us to reduce operator walk time by eliminating the need to walk past equipment that was not always in use.
“Using our kanban system as a trigger, along with interchangeable fixturing, we were able to seamlessly incorporate the change between low- and high-volume parts,” says Sherman.
Quality Control
To verify product quality, MMUS has invested in state-of-the-art cameras and vision systems that inspect and detect missing parts or defective products.
“Our vision systems are mainly used for detection,” says Harker. “These cameras help ensure that certain components are correctly placed or present before moving onto the next process on a line.
“We typically use the cameras to check for things that may not be visible once the part is assembled, ensuring that no components are overlooked,” explains Harker. “Other times, we use the cameras in conjunction with our kanban system to verify that each version of the part receives its own unique components, ensuring each part meets its intended specification.
“We have recently invested in a vision system for complete part inspection,” notes Harker. “This system uses advanced vision with machine learning to ensure the quality of our final product. Our current system checks approximately 24 different locations on the part. This includes checks for gaps, missing components, soft set connections and proper positioning.
“We have used past history to identify potential issues and incorporated them into this vision system,” says Harker. “This allows us to be able to add checks as needed. While we currently have this vision system on two of our lines, we plan to fully integrate this system across all lines within the next five years.”
Electrical and functional testing also play an important step in ensuring production quality at the 2020 Assembly Plant of the Year. All mirrors pass through end-of-line testers to confirm that electrical components are functioning properly prior to shipment. Tests include:
- Mirror travel and angle confirmation. Each customer provides MMUS with a tolerance of movement and degrees of travel for the mirror glass.
- Electrochromic dimming glass. “Another unique feature on our higher-grade mirrors is the automatic dimming feature on the glass,” says Harker. “We test to make sure the mirror achieves the correct level of darkness and can return to its normal state in a timely manner.”
- Heater performance. This ensures that the mirror does not have any inconsistencies in the heater panel and that the mirror is capable of properly defrosting once on the vehicle.
- Blind-spot indicator. “With this being a safety feature on the mirror, we confirm proper voltage and illumination,” explains Harker.
- Side-turn indicator. “We view this as a safety feature as well, so it goes through the same testing as the blind-spot indicator to ensure proper function,” says Harker.
- Power folding. “Some mirrors have a power folding option that allows the mirror to fold on the vehicle,” adds Harker. “We test the motor of this mechanism to ensure there is no binding or complications during folding to ensure a smooth movement.”
“After the electrical testing is complete, mirrors go through a thorough visual inspection to guarantee quality,” says Harker. “This inspection is currently done by operators on the assembly line.
“Regular audits are performed by trained quality team,” Harker points out. “We also have recently implemented a robotic vision system to help with up to 24 of the visual checks. It monitors things such as gaps, missing components, soft set connections and proper positioning.”
Lean Manufacturing
Murakami Manufacturing USA Inc. has embraced a variety of lean manufacturing principles to drive continuous improvement and just-in-time production initiatives.
“Working closely with Yoshiaki Nakada, our senior Japanese coordinator, we have a dedicated Murakami Production Systems (MPS) department that works with operations to establish and review cycle times, line balance and standardized work,” says Pulley. “MPS also reviews and provides assistance as required for team member continuous improvement submissions.”
Every morning at 8 a.m., group leaders gather and fill out targets and actuals on a board that tracks key performance indicators, such as quality and safety. All employees also participate in a kaizen program. Continuous improvement ideas are tracked and each team member who submits an idea gets recognized at a monthly meeting.
“We have combined global benchmark activities and internal continuous improvement to provide a platform for constant growth,” claims Pulley. “This concept provides the unique opportunity for cross-functional groups and different cultures to come together with the common goal of improving processes and people, along with sharing of ideas in the spirit of continuous improvement.”
Incentive programs for maintaining safety, quality, production and continuous improvement submissions, coupled with opportunities for training and development, keep all employees involved in problem solving and process improvements.
“At Murakami, we are always encouraging team members to submit kaizen suggestions,” says Pulley. “While not all of these suggestions can be followed through on or implemented, several suggestions have actually been put into place and created huge improvements for our assembly lines by eliminating non-value-added work.”
“One of our assembly lines produced a mirror that required the installation of a side-turn indicator,” recalls Harker. “To avoid damage to the clear plastic housing, these parts are shipped to us in protective foam bags.
“This caused issues on the assembly line as the team members would have to remove and discard these foam bags each time a side-turn indicator was used,” explains Harker. “A kaizen suggestion was submitted to reallocate the part handler’s time to unpackage the side-turn indicators and place them into custom packaging that was created in-house.
“This proved to work so well that a second kaizen was submitted to repackage the mirror glass subassemblies as well,” says Harker. “These subassemblies were placed into a smaller container so that they were more easily accessible to the line.”
The 2020 Assembly Plant of the Year has also applied lean manufacturing principles to material handling. For instance, recent adoption of a karakuri racking system has improved work flow and productivity, while addressing ergonomic issues and concerns. Karakuri is a Japanese word for the use of mechanical devices to create gravity-fed movement and conveyance.
“In 2015, we began our journey into karakuri to improve the handling of totes and boxes,” says Pulley. “The goal was to eliminate any non-value-added processes. With a better understanding of how karakuri is used, we reached out to our parent company in Japan for support.
“These racks were already being used throughout our Japanese plants, and designs were already complete for lines similar to our own,” recalls Pulley. “We decided to purchase several racks from Japan with the idea that we could then reverse engineer them in-house."
“Once we received the racks, we were able to study them and gain a great understanding of how they were built,” explains Sammy Ross, manufacturing launch engineer. “We then began to duplicate these racks, making modifications and improvements as we went.
“With this activity, we were able to produce three assembly lines; one consisting of the racking from Japan and two of which we had built completely in-house,” says Ross. “After these lines were put into place and we began running tests on them, we found many areas we could improve upon. With these improvements in mind, we began design and development of our own unique racks, separate from anything we had received from Japan.
“Through much trial and error, we were able to come up with a design that would be the basis of all of our racking moving forward,” Ross points out. “Utilizing this design, we were able to not only boost production by eliminating the non-value-added processes we had initially set out to do, but we were also able to alleviate several ergonomic concerns as well.
“Our greatest ergonomic achievement to date has been the elimination of the need to handle heavy totes,” claims Ross. “One of the totes used to house our finished product weighs approximately 28 pounds.
“This tote was being lifted between 20 to 25 times per hour,” recalls Ross. “With the introduction of our in-house design, we were able to completely eliminate this task with a series of counterweights and brake systems.
“Since the implementation of our karakuri racking systems throughout the assembly shop, we have been able to reduce a total of 56 non-value-added processes, as well as a reduction of more than 13,000 labor hours per year as of 2019,” adds Ross.
New Technology
Last year, MMUS began to use a fleet of AGVs to move parts to its assembly lines. The in-house engineering project has saved the company thousands of dollars and has improved productivity.
The AGV initiative was first started in 2016 in conjunction with the University of Kentucky mechanical engineering department as a capstone project led by Chris Force, systems engineer. Initially, the AGVs were set up to transport preloaded pallet jacks between the injection molding department and the assembly lines.
“It would tug pallet jacks between the two areas where operators detach the pallet jacks and move the pallets to their final destinations in those areas,” recalls Sherman. “Due to spacing and manning requirements for this version, they were only prototyped and not put in full production.
“However, after a new subassembly area was installed in injection, the AGV was redesigned to transport totes to the assembly lines it fed,” says Sherman. “We chose to move totes instead of the pallets on a pallet jack to reduce the storage space and material handling issues the previous version had. This was the first AGV put into production.
“In late 2018 and early 2019, with the addition of our new warehouse, we looked for a way to automate the movement of parts and materials from the warehouse to assembly,” notes Sherman. “Our solution was to design new AGVs and carts to automate this process, improving our material handling and parts delivery, due to reduced travel time and decreased floorspace.”
More than 95 percent of part transportation between the warehouse and the assembly lines is now automated. Previously, this type of material handling was done manually with pallet jacks.
“Travel time for parts handlers in assembly was also reduced,” explains Harker. “The parts coming from the warehouse were all in one place right next to the line, instead of the rows of shelves they previously had to walk down to find warehouse parts.
“We previously used long shelves by the assembly lines to store warehouse parts that were refreshed with new parts twice a day at most,” says Harker. “By refreshing warehouse parts hourly on a cart, less storage space is needed in assembly. We only need an hour’s worth of parts, letting us replace large shelving units with single sets of carts.”
Additive manufacturing is another cutting-edge technology that was recently adopted by the 2020 Assembly Plant of the Year.
In 2018, the newly formed engineering department started to design new fixturing for an upcoming program that would launch the following year. The goal was to create a fixture that was easy to set the part in without operators needing to focus on part placement; they would drop it in and it would settle in the correct position. At the time, the fixtures had to be covered with protective felt to prevent scratching or marring surfaces.
“The jig was originally supposed to be machined,” says Pulley. “Given the time and costs involved with machining, we used additive manufacturing to prototype the fixture, but we found that the best designs would be difficult to machine and even more difficult to felt. After researching softer materials, we decided it would be better to simply print the fixtures.
“The new fixtures hold parts better by forming exactly to the part surfaces,” explains Pulley. “If the part is placed in about the right position in the fixture, any slight pressure from the equipment will lock it into place or the team member will slide it the rest of the way into position on the fixture.”
In addition, the increase in touch points and the softer material reduces the risk of damage.
“By using softer material, but in more locations or along surfaces of the part, we could use mostly softer material while keeping proper part position,” says Pulley. “Previously, felted fixtures had maintenance issues, such as getting peeled up and worn down.
“The glue that was holding the felt could then damage the part,” Pulley points out. “The felt would also affect the position of the part in some of the equipment. The material we print with cannot mar the part and will deflect if a chip comes between it and the part so that the part is not scratched.”
Fixtures and their replacement parts are also cheap and easy to produce.
“Previous fixturing cost upwards of $3,000,” claims Pulley. “The new 3D-printed fixtures cost between $1 and $100 in material and assembly cost.
“In the past, fixturing would take a few weeks to arrive or would require expensive expedited shipping,” adds Pulley. “The 3D-printed fixtures have replacement fixtures premade and any further replacement parts can be printed within a day.”
Training and Retaining Talent
Campbellsville is a rural community in south central Kentucky, about a 1.5-hour drive from cities such as Bowling Green, Lexington and Louisville. More than 90 percent of the workforce at MMUS live in two surrounding counties.
“Today, we are building for the future by looking outward and establishing partnerships with local schools,” says Rodenberg. “To get our next generation, we need to build relationships with high schools and colleges.
“I’m a big believer that young people need to see what we do,” claims Rodenberg. “The only way that’s going to happen is if we get them into our facility.
“In talking with local school districts, I discovered that there was a disconnect between what manufacturers were looking for and what educators wanted,” recalls Rodenberg. “For instance, many principals told me they don’t have money to let students go on fieldtrips to visit local manufacturers and find out about career opportunities. They told me that renting a bus and getting a substitute teacher for those types of off-campus activities would cost several hundred dollars per day.”
Rodenberg chairs the board of directors at the Workforce Center of the Kentucky Chamber of Commerce. He and his colleagues brainstormed and came up with a program call Bus to Business that creates an opportunity for students to “go and see.”
“The basic principle behind Bus to Business it is to bring students into local business for a close-up look at the work, the people and the opportunities,” explains Rodenberg.
As part of a pilot test, students from Taylor County High School visited MMUS in April 2019. Murakami managers and group leaders welcomed them at the front door of the plant.
“Students met with employees, toured the plant floor, and sat down to ask questions and discuss what they saw,” says Rodenberg. “Their interest and enthusiasm made it clear that this was something we should expand and include other employers.”
The inaugural Bus to Business day was held last October, with more than 1,200 kids visiting 32 businesses in 24 counties throughout the state of Kentucky. Rodenberg followed up that successful venture with another initiative called Murakami Next Gen.
“As part of my involvement with the Workforce Center, I was examining some data and discovered something frustrating,” recalls Rodenberg. “There were a large number of kids who graduated high school seven years ago, but never did anything beyond that, like getting a college degree or landing a full-time job.
“To address the issue, we came up with a concept called Murakami Next Gen to reach kids who don’t know what they want to do beyond high school,” notes Rodenberg. “The program started last year. We let students come work at our factory for four months. It’s a short-term solution for kids who are afraid to make a long-term commitment, such as enrolling in an apprenticeship program or going to college.
“We tailored the program around our second shift,” says Rodenberg. “Some participants have stayed around after four months and joined us full time. Others have moved on to other pursuits, such as joining the armed services or attending a technical school.
“So far, Murakami Next Gen has proven to be a springboard for kids who might not otherwise have had a chance to do something,” adds Rodenberg. “In fact, many participants have come from high-risks demographics.”
About the Award
The Assembly Plant of the Year award was initiated in 2004 to showcase world-class production facilities in America, and the people, products and processes that make them successful. There is no entry fee. All manufacturers that assemble products in the United States are invited to nominate their plants. The winning plant receives a crystal award and a commemorative banner.
The Assembly Plant of the Year award is sponsored by ASSEMBLY Magazine. The goal of the award is to identify a state-of-the-art facility that has applied world-class processes to reduce production costs, increase productivity, shorten time to market or improve product quality.
All nominees were evaluated by ASSEMBLY’s editorial staff, based on criteria such as:
•Have assembly processes been improved through the use of new technology?
•Has the plant improved its performance by making more effective use of existing technology?
•Has the plant taken steps to reduce production costs?
•Have new or improved assembly processes resulted in increased productivity?
•Has the plant used assembly improvements to reduce time to market?
•Has the plant boosted bottom-line profits and competitive advantage?
•Did operators play a role in the successful implementation of new assembly strategies?
•Has a product been effectively designed for efficient assembly?
•Has the plant attempted to protect the environment and conserve natural resources?
As winner of the 17th annual Assembly Plant of the Year competition, Murakami Manufacturing USA Inc. received an engraved crystal award and a commemorative banner.
Previous recipients of the Assembly Plant of the Year award were GE Appliances (Decatur, AL); Ford Motor Co. (Sterling Heights, MI); AGCO Corp., Jackson, MN; Bosch Rexroth Corp. (Fountain Inn, SC); Polaris Industries Inc. (Spirit Lake, IA); STIHL Inc. (Virginia Beach, VA); Northrop Grumman Corp. (Palmdale, CA); Ford Motor Co. (Wayne, MI); Philips Respironics (New Kensington, PA); Eaton Corp. (Lincoln, IL); Batesville Casket Co. (Manchester, TN); IBM Corp. (Poughkeepsie, NY); Schneider Electric/Square D (Lexington, KY); Lear Corp. (Montgomery, AL); Xerox Corp. (Webster, NY); and Kenworth Truck Co. (Renton, WA).
A nomination form for the 2021 Assembly Plant of the Year award will be available on ASSEMBLY's web site in early January
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!








