The Appeal of Piezo Jet Valve Dispensing
For applications requiring high speed and precision, cutting-edge piezo jet valve dispensing technology is the way to go

Selecting the automated dispensing technology that is the best fit for a specific application is not a decision to be made lightly. This is understandable in light of the many technologies that are available, including the progressive cavity pump, auger valve, time-pressure valve and pneumatic jet valve.
In most cases, any of above technologies is adequate, with attributes such as throughput and quality proving to be well-suited for most applications. For the medium- to high-volume assembly of mobile devices, LEDs, consumer electronics and medical devices, however, there is a growing need for advanced dispensing technology that can accommodate ever-higher yields and improved profitability.
That technology is the piezo-actuated jet dispensing valve (PAJDV). This valve increases dispensing rates for adhesives and other fluids by 20 times or more. It operates as fast as 1,500 hertz continuously, with a maximum burst of up to 2,000 hertz. And, it dispenses at approximately twice the speed of the pneumatic jet valve.
Operators are often amazed at the valve’s impressive placement precision and the small, neat dot sizes it generates. This is understandable, considering that the valve is moving so fast and that the material is being shot rather than physically placed, as would be the case with most dispensing equipment that rely on actual contact with the substrate.
Sophisticated controllers enable the PAJDV to produce shot sizes as small as 0.5 nanoliter, with outstanding consistency and repeatability. This precision also makes the piezo jet suitable for other niche applications where speed is less of a factor, but where operators have a challenging time achieving the desired goal of consistently dispensing ultra-small dots or ultra-thin lines.
How It Works
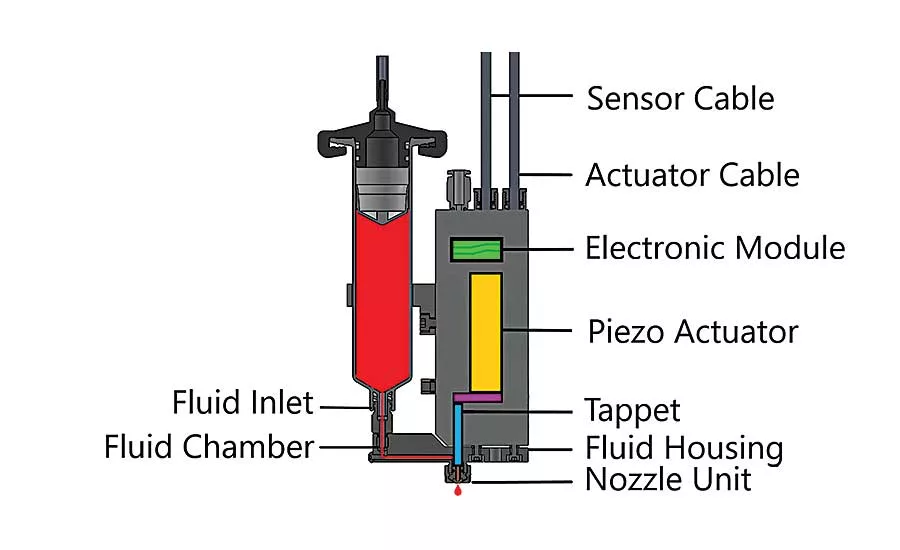
In a PAJDV, the fluid is held between the tappet (piston) and the nozzle. The piston is connected to a piezoelectric actuator. When an electric charge is applied to the actuator, it oscillates up and down at a high rate of speed to generate kinetic energy. The actuator precisely and repeatedly dispenses the fluid under carefully controlled pressure to form a dot or bead of material at the target location.
The dispensing cycle only lasts milliseconds and involves five steps:
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
- Rising time. This is the total time for the tappet to move to the open position.
- Open time. This is the total time that the valve stays open.
- Falling time: This is the total time for the tappet to move to the closed position.
- Needle lift: This is the stroke length, which is based on the material’s viscosity.
- Delay time: This is the time that the valve stays closed, waiting for the next cycle.
All of these steps occur sequentially and repeatedly up to 1,500 times per second. In the real world, the exact number of drops dispensed per second is determined by factors such as desired shot size, material viscosity and horizontal movement speed of the substrates being assembled.
Where the Speed Comes From
Jet valves have a significant speed advantage over contact-based valves (such as progressive pump and auger) primarily because they do not require downward movement on the Z axis. With contact-based valves, the needle moves down to touch the substrate to dispense the fluid and then pulls back up.
This up-and-down valve motion, along with height sensing and repositioning, is considered reasonably fast by most criteria, but accounts for a high percentage of the dispensing time. On average, the opening, closing and resetting of the valve requires about 20 milliseconds more each cycle than a jet valve.
Contactless jet dispensing, in contrast, eliminates excess motion by accurately and repeatedly shooting the material from a fixed location above the substrate. This method enables a pneumatic jet valve to dispense material at speeds some 10 times faster than contact-based valves. The PAJDV ups the ante even more, to speeds that are double that of pneumatic jet valves and up to 2,000 percent faster than contact-based technology.
Two other benefits of the valve are that it delivers micro shots as small as 0.5 nanoliter and that it reaches up to 1,500 hertz speed in any application—including those with substrates that have irregular heights or where hard-to-access nooks and crannies must be reached. Piezo valve nozzles can be angled more precisely to reach the exact point where material is required.
Shooting, rather than dropping, fluid also lessens waste and prevents damage to products with irregular protrusions, such as a motherboard with high spots. No damaged product, in turn, results in less downtime.
Purchasing Considerations
When considering upgrading to a piezo jet valve dispensing system, a manufacturer needs to research the various systems offered by different suppliers. The company must make sure to specifically focus on piezo jet valves in all discussions with suppliers to ensure that both parties are on the same page.
Next, the company needs to find out how the suppliers’ dispensing systems differ, especially as it relates to the valve itself and the controller. For example, a key issue to consider is how easily an operator can identify the right “recipe,” or combination of parameters, to ensure correct placement and the correct amount of material.
Piezo valves gain much of their small dot consistency by making use of tiny aperture nozzles, as well as by providing the flexibility to fine-tune both material pressure and jetting pressure. Once the correct parameters are determined, the valve is accurate and consistent in maintaining them.
Getting to that point, however, often takes trial and error. The best ways to overcome this challenge are with a good controller, and technical assistance from the equipment supplier.
As to the latter, some might just look at an MSDS and render an opinion. Others will offer some level of hands-on testing of material in their labs to ensure efficacy. They might even be willing to use their knowledge and experience to help an end-user more quickly fine-tune the parameters for an operation. It definitely pays to inquire about this before purchasing a system.
Be aware that the controller’s user interface can make a huge difference in how easy it is to determine the proper parameters for an application, and, therefore, the level of potential wasted product or loss of productive uptime during initial product set up. Some piezo jet dispensing systems require manual tweaking with varying levels of precision. Others feature software that allows the operator to fine-tune the jetting properties for different fluid types and optimize the process for repeatable dispensing.
Controllers with touch screens and graphic interfaces optimize usability, and make setting up faster and more intuitive than in the past. Certain controllers even provide operators the ability to set parameters as well as monitor and troubleshoot remotely from anywhere at any time by using an app on a smart device. This latter type of controller fits well into the operation of an Industry 4.0-based smart factory.
Another factor to consider is the relative size, weight and footprint of the piezo jet valve itself. This is of particular importance to both benchtop users and machine integrators. For the former, sleeker units mean smaller work area demands and more efficient delineation of factory space.
Machine integrators take advantage of the piezo jet valve’s speed and precision by building one or several units into high-end automation application equipment. Often, the valve is combined in the cabinet with robots and other complementary devices to deliver best-in-class capabilities to their customers.
A more esoteric issue is understanding that of all the types of dispensing valves available on the market, the piezo jet is not only the most advanced but also the most challenging to manufacture. The tolerances on components such as the nozzle and tappet are extremely tight, so crafting them accurately is beyond the capabilities of many parts fabricators.
Lower-cost piezo jet valves with fewer complying components will quickly perform inadequately, resulting in problems like fluids dispensed out of place, inconsistent speeds, cleaning challenges, frequent failures and other problems that negatively impact productivity and quality.
Always take into account the type of materials to be dispensed. Piezo jet valves can be used with materials that have a viscosity of more than 2 million centipoise.
These include materials as thick as silicone and urethane rubber. However, due to the need to evenly shoot the material, those that have solid particles blended into them, such as solder paste with its ultrafine metal particles, typically are not the best candidates for jet valve dispensing technology.
Finally, and there’s no way around it, know that the cutting-edge technology of a piezo jet valve represents a larger upfront investment than that of a contact-based dispensing system. So if your assembly process will not benefit from a dispensing technology that offers the highest speed and super-high precision, the investment might not be worth it.
However, for applications where high speed and super accuracy are a must, the piezo jet valve lifecycle cost can be surprisingly comparable to that of the older pneumatic jet valve. Further helping to defray this cost is the fact that the most expensive part of the system, the piezo assembly, is highly robust and rated at around 1 billion cycles.
Moving to a piezo jet valve dispensing system from a contact-based one is never a small step. Rather, it is a quantum leap that requires careful consideration of many factors. For this reason, be sure to weigh the features and benefits of several different valve models, and speak at length with multiple users about their experiences.
For more information, contact Techcon Systems at 714-230-2398 or visit www.techcon.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!







