Considerations for Selecting Conveyors
Selecting a conveyor for an automation project is certainly not a “one-size-fits-all” scenario. Automation applications are incredibly diverse, and the options and features available on conveyors reflect that. Some industries have specific health and safety requirements, while others are less restrictive. Some will need a certain feature for the automation application to work, while others are more flexible.
The bottom line is that selecting a conveyor can be complicated, and it’s important to know all that is available on the market before making a decision for a particular application.
The Basics
Before going through any kind of industry-specific customization on a conveyor, engineers should first answer a some basic questions.
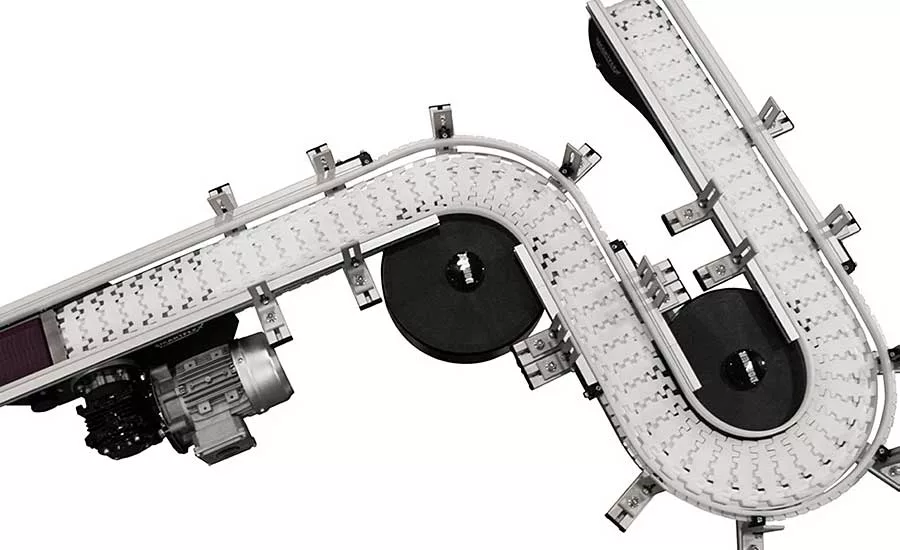
First, which part of the automation line is the conveyor for? This will directly affect the model that will fit into that application. For example, on some conveyors, the drive is located on one end. On others, the drive is more centered. Why does this matter? A more centered drive frees up the ends in case the operator needs to transfer something from one end to the other. The end drive may get in the way of that transfer. With an end mount comes a few more options to consider. The mount can be placed on the bottom, top or side of the conveyor.
The next thing to consider is whether products will accumulate on the conveyor. In other words, will products be queuing up on the conveyor in front of, say, a packaging or testing station? From there, options present themselves in terms of belt style. For example, would it be best to use a flat belt or one that is cleated? The type of product being transferred and the friction required will influence this decision.
Another basic question to sort through is whether the motor will be pulling or pushing the belt. This decision will ultimately affect the load capacity. There are different drive systems to consider and whether a center guide groove would be advantageous. These provide maintenance-free belt tracking, but, depending on the application, the may also interfere with the operation.
As one would imagine, dimensions also play a key role in specifying a conveyor. How wide should the conveyor be? How tall should it be? How long? Finally, there are options in terms of how the belt is fused to itself. Fusing with a finger splice makes for a continuous belt and is seemingly unnoticeable. If a conveyor is destined to be installed in a tight space and may need to be removed quickly, it may be a better decision to go with a clipper splice.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Additional features may or may not be of use, depending on the operation. For instance, do side rails on the conveyor make sense? If the product could fall off of the side of the conveyor, an investment in side rails is critical. Product size and volume will dictate how tall the rails need to be.
Industry-Specific Options
Some conveyor options are intended to meet the needs of a specific industry or application.
For example, some conveyors are available with a backlight option. A “backlit” conveyor contains a lit screen built into the conveyor for a defined section of the line. This is useful if the parts will be inspected or measured with a vision system. Because backlighting provides more contrast between the background and the part, it is the best technique for inspections that require precision measurements and tight tolerances. Backlighting is also the best approach for inspecting reflective metal.
Some industries have specialized conveyors. For example, in the food and beverage industry, metal detection conveyors keep metal fragments out of food. In the electronics and semiconductor industries, static-dissipative conveyors ensure that sensitive assemblies aren’t damaged by static electricity.
Control Options
A large piece of the conveyor puzzle is control. In many applications, the conveyor does not need to run at the same speed at all times. For this to be possible, conveyors can be specified with a variable frequency drive (VFD). These drives can be single or multi-phase based on the application. The key is to design the system such that it is easy to control and produces a reliable result.
Conveyors can also be equipped with through-beam photoelectric sensors that act as triggers for labeling, sorting stopping and inspection.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




