Innovative Positioning System Is Key to Medical Device Assembly System
February 4, 2025
Innovative Positioning System Is Key to Medical Device Assembly System
February 4, 2025The XPlanar mover manipulates a spring-loaded hook to release the diagnostics device, then parks directly on the motor tile while an operator removes the finished part.
Photo courtesy Beckhoff Automation
Most family doctors can treat common health conditions, but rare diseases and serious chronic health problems call for a specialist. Similarly, when medical device manufacturers require automated assembly systems for complex applications, they, too, turn to a specialist—Automation NTH.
“Manufacturers seek us out for our deep technical expertise, and other machine builders hire us for their most complicated applications,” says Jeff Buck, co-president at Automation NTH. “It’s a bit like going to the top surgeon for your specific area of need. Our customers know they’re in good hands.”
Founded in 1999, Automation NTH started as a systems integrator specializing in machine controls and complex vision applications. To complement its engineering services, the company began building control panels and then, eventually, custom automation systems, a service that continues today.
With more than 100 employees nationwide and two locations—LaVergne, TN, and Poway, CA— the company is well-positioned to serve customers across the country. Automation NTH’s success is driven by its deep expertise in machine controls, advanced automation technologies, and a strong customer focus. Additionally, NTH University, its training program, equips engineers to tackle challenging software applications, further contributing to the company’s ongoing success.
“Most custom automation equipment, especially in medical device assembly, has a high emphasis on software,” says Peter Sarvey, head of sales at Automation NTH. “That’s why our team and approach to the market really excels in the life sciences industry.”
Automation NTH focuses on discrete automation projects that are highly complex, data-intensive and controls-heavy. So, the company frequently tackles first-of-their-kind projects in the life sciences industry, often deploying new technologies. Case in point: a new diagnostics device assembly machine that leverages the XPlanar adaptive automation system from Beckhoff.
XPlanar’s levitating movers and electromagnetic motor tiles provide six degrees of freedom in motion control with high precision and repeatability. This empowered Automation NTH’s engineers to deliver a system that provides traceability, a compact footprint, and the utmost product integrity when dispensing sensitive reagents.
“We selected XPlanar due to its flexibility to transport numerous products with high variability and accommodate all kinds of future changes,” explains Rich Snodgrass, Automation NTH project manager.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!
Diagnosis: Ailing Assembly Due to Manual Processes
The diagnostic device assembly machine project originated from a referral from another NTH customer. In spring 2023, a life sciences startup met with Sarvey and Molly Blazek, director of strategic accounts at Automation NTH, to define the scope of the automation system.
Leaving that meeting, Blazek and Sarvey discussed the project’s unique requirements. This customer had been assembling all its products manually. Now, it needed an automated system with fillers for roughly 50 different reagents, supporting dispense locations that change based on the assembly of three different device types and numerous formulations.
“Moving the dispense heads to the product—with conveyors, robotics or other material handling technologies—would create massive price and space requirements,” Sarvey says. “Then we realized we should move the product, not the dispense heads.”
The equipment would operate in a clean room, so square footage would come at a premium. The system had to be as compact as possible, while being able to support future product changes.
“We developed a decision matrix to show our client all the pros and cons of various material handling systems,” Blazek adds. “Traditional dial tables and linear transport systems didn’t check any of the boxes. But XPlanar checked all of them. It was the only viable solution to meet all the requirements for footprint, flexibility and repeatability.”
Automation NTH senior controls engineer Joseph Cocchini began evaluating options. Having just built a first-generation reel feeder module with PC-based control and EtherCAT technologies from Beckhoff, Cocchini contacted Beckhoff USA’s Nashville-based team, including regional sales engineer Richard Smith and applications engineer Adam Hoffman.

Development of the assembly machine required collaboration between Automation NTH and Beckhoff USA. Photo courtesy Beckhoff Automation
After testing a competitive product, Cocchini ran through the same requirements with Todd Thollot, manager of Beckhoff USA’s advanced applications group (AAG). The AAG is a dedicated resource that provides proof-of-concept validation to help Beckhoff customers lower risk in particularly complex projects and move forward with confidence.
“I had a list of lofty goals. We needed to dynamically coordinate the XPlanar movers to use a spring-loaded hook to hold and then release product, park movers on the motor tiles to unload, and ensure the lift, tilt, 360-degree rotation and other capabilities matched the advertised specs,” Cocchini says.
“Todd had already programmed-in several scenarios that validated most requirements right away. Beyond that, the levitation height was better with XPlanar, so the movers could tilt more,” he adds. “Overall, Todd’s implementation was much cleaner because the Beckhoff system allows you to access every motion aspect of each mover, right down to the ABC and XYZ coordinates. That infinite configurability is why we ended up going with XPlanar.”
After the onsite testing, Cocchini attended several training courses hosted by Beckhoff on TwinCAT 3 automation software and XPlanar. He also reviewed system designs with Thollot and the Beckhoff team.
“Automation NTH was very collaborative in discussing process requirements, and together we came up with many exciting ways to leverage the strengths of XPlanar,” Thollot says. “Achieving success requires a good match between the supplier’s technology and the customer’s application. But building a solid relationship is key to eliminating risk early and successfully working through all obstacles.”
Prescription: Adaptive Automation Technology via Flying Motion
In the finalized assembly machine, operators manually feed in specific devices via a drawer, as specified by the customer. Then a robot places the device on one of 18 independently controlled XPlanar movers. Custom tooling locks the device in place on the mover. Then the device undergoes a vision inspection using 360-degree rotation.
The movers fly the devices through a variety of dispense stations lining the 18-motor-tile work surface. The hovering movers stop only at the dispense stations specified in each device’s recipe, with a second vision test halfway through. The XPlanar mover rotates the device so the reagent is placed in the correct location for that formulation.
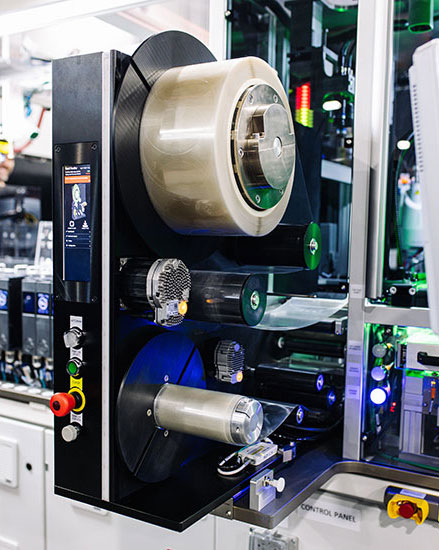
Unhappy with other labeling and capping equipment, Automation NTH decided to make its own modular device using EtherCAT communication and a C6017 ultra-compact industrial PC from Beckhoff. Photo courtesy Beckhoff Automation
After a final vision inspection, the reel feeder seals the device with an adhesive plastic cap with ±30 micron repeatability. The XPlanar mover then delivers the finished product to an operator station. The mover slides the release hook into a groove, edges forward to release the device, and then parks with power off on the tile below so that it no longer levitates. An operator can then reach in through the light curtain to remove the finished device.
TwinCAT provided an end-to-end engineering and run-time platform for the machine. Integrated into Microsoft Visual Studio, TwinCAT empowers engineers to program in the languages that best fit the application, including standard PLC programming languages according to IEC 61131-3 with object-oriented extensions, prebuilt and custom function blocks, and computer science languages like C++ and Python.
“With TwinCAT, you’re completely in charge of how you program,” Cocchini says. “It’s very powerful, and there are essentially no limitations.”
TwinCAT includes a graphical configurator for XPlanar that helps with creating motor tile layouts, adding movers via simple drag-and-drop, defining paths and stations, and simulating motion profiles. It empowers engineers to customize movements granularly.
“Our customer has a disc with several XY CAD coordinates that change constantly. We just input those numbers into our system and watch the XPlanar work,” Cocchini says.
On the hardware side, a C6670 industrial server from Beckhoff provides the machine control logic for XPlanar and third-party devices. This 40-core industrial PC possesses ample horsepower with some cores reserved for future functionality as needed. But what impressed Cocchini even more is the C6017 ultra-compact industrial PC that powers the four-axis reel feeder system.
“The C6017 has 8-gigabyte DDR4 RAM, a 320-gigabyte hard drive, four Ethernet ports, and four USB ports,” Cocchini explains. “That little Windows 10 computer drives our smartphone-sized HMI with a custom Solid JavaScript, as well as a Python Web server and a MongoDB database for OEE, recipes, configuations and more. I haven’t seen anything like it in my career.”
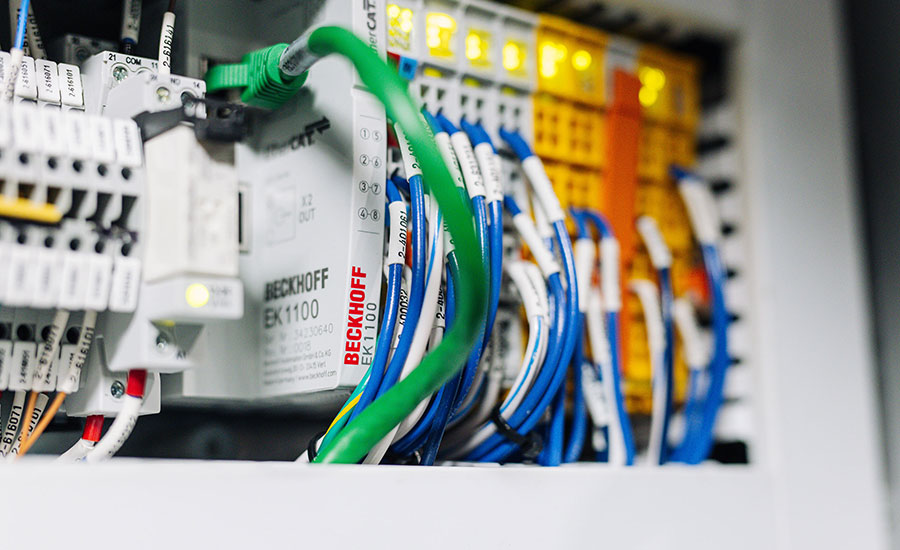
Automation NTH uses a variety of EtherCAT and TwinSAFE I/O terminals on the assembly machine and reel feeder. Photo courtesy Beckhoff Automation
The EtherCAT industrial Ethernet system is crucial for accelerating the motion control on the XPlanar via real-time communication and high synchronization. The machine also uses EtherNet/IP for control of various cameras, dispense heads and other devices. The simple addition of an EtherNet/IP coupler in the main I/O segment or a dedicated RJ45 port on the Beckhoff industrial PCs simplifies integration of EtherNet/IP or other protocols as needed.
The C6670 and C6017 machine controllers also communicate via EtherCAT Automation Protocol. This allows them to coordinate motion control and pass safety data via Safety over EtherCAT. TwinSAFE terminals installed in the standard I/O segment provide the necessary safety logic. So, if an e-stop or light curtain is triggered on the filling side, the reel feeder module will also enter a safe state without any hard-wiring.
Along with numerous EtherCAT terminals for standard I/O, the equipment leverages a wide range of I/O hardware from Beckhoff for overcurrent protection and other functionality. EL2564 four-channel LED output terminals power indicator lights on both the machine cell and reel feeder.
“The number of I/O options that Beckhoff has—for EtherCAT and essentially any other protocol—is mind-boggling,” Cocchini says. “No one else is doing these things.”

A graphical configurator for XPlanar is built into the comprehensive TwinCAT automation software, which simplifies how engineers create motor tile layouts, add movers, define paths and stations, and simulate motion. Photo courtesy Beckhoff Automation
A Clean Bill of Health: Optimizing Operational Efficiency
The completed diagnostics device assembly machine cured the startup’s inefficient manufacturing process. Automation NTH helped accelerate the cycle time from around 5 minutes in a highly manual process to just 5 seconds per diagnostic device.
The team also minimized the usage of costly clean room square footage. The XPlanar-enabled system reduced footprint by a factor of 10 compared to what a traditional linear approach would require. XPlanar also reduced power supply requirements compared to competitive designs, which reduced heat concerns.
“The reagents are very sensitive to humidity, temperature and movement, so the smoothness of XPlanar’s motion and the cooling system Beckhoff offers all played into the compatibility with the customer’s product,” Blazek says. “It’s not just about flexibility and space savings, but also maintaining the formulation’s integrity.”

The machine can make and inspect three device types with up to 50 reagent formulations. Photo courtesy Beckhoff Automation
Beckhoff’s technical support was critical to the success of the machine. “Where I was the most impressed with Beckhoff was the after-the-sale support, which is second to none,” Snodgrass agrees. “The amount of time the Beckhoff team worked with our team to develop new capabilities or enhance existing capabilities was very impressive.”
Beckhoff’s Smith sees the collaboration from a different perspective. “NTH is a rare engineering powerhouse that really gets under the hood and tries to drive our products to their limits,” Smith says. “They think of concepts we haven’t imagined yet, and in the end, that helps us make our technologies even more powerful.”
What’s impressive about the machine, according to Buck, is how densely it packs automation technology. To do so, the team incorporated several Automation NTH-designed products such as the reel feeder, dispense module and Flexbase modular automation platform. But the engineers also flexed their ability to incorporate breakthrough technologies to provide customers with the best solution.
“We excel at adapting new technologies when they can transform an application, and XPlanar is a prime example,” Buck says. “Others might stay away from the cutting edge, but as the diagnostics device assembly machine with XPlanar shows, that’s where we live.”
For more information on automated assembly systems, visit www.automationnth.com. For more information on automation and motion control technologies, visit www.beckhoffautomation.com.
Learn about new products for medical device assembly
Superior precision positioning products
Eliminate Downtime with Flexible Power Distribution
Precision Link Conveyors and Medical Manufacturing
Joining Small Medical Components with Precision
Superior Traceability for Device Manufacturers






