Adhesives and Dispensing
Sealants Protect Pins and Busbars in EVs
The newest formulations protect against water, chemicals and temperature extremes.

These illustrations show the dual-curing process. First, the sealant is dispensed (left). Then, it is instantly fixed with exposure to UV light (center). Final curing in shadowed areas occurs at room temperature with exposure to ambient moisture.
Electric vehicles contain numerous components—oil and water pumps, compressors, control units, chargers, inverters and converters—that operate under demanding conditions, including high heat, extreme temperature cycles, and direct contact with oil or coolants.
Sealants play a key role in ensuring the durability and reliability of these components.
A particularly critical area is the transition between electronics and mechanical assemblies. Electrical pins and busbars typically connect internal electronic assemblies to the outside of a component, such as an oil pump or compressor. Sealants protect pins and busbars from chemicals and moisture. These parts must be protected even under extreme temperature stress. Even the smallest delaminations or cracks in the sealant can lead to corrosion or even short circuits.
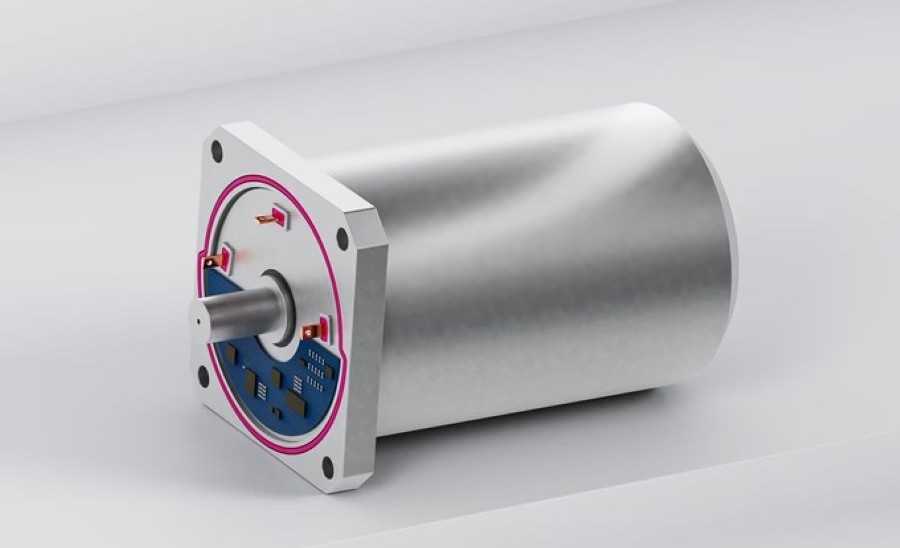

Sealing the pins on an oil pump is crucial to protect its internal electronics. In this illustration, the sealant is colored magenta to indicate its location. Source: DELO Industrial Adhesives
As a result, the requirements for sealants have become more stringent. Automakers are demanding higher operating temperatures, longer test durations, and faster curing times.
Sealant Basics
Sealants are applied to pins, contacts and busbars. After curing, they form a barrier between the contact surfaces and the environment. They are often in direct contact with oils, additives and coolants, and they are exposed to temperatures ranging from -40 to 160 C. In addition, sealants contribute to the mechanical strength of pins and their connection to the circuit board.
Sealants must have low viscosity to quickly and reliably wet complex geometries. They must also adhere to a various substrates, including copper, silver, tin, nickel, polybutylene terephthalate, polyamide and polycarbonate.
Equally important is permanent elasticity, even in high or low temperatures, to compensate for thermal expansion and deformation due to pressurization. These thermomechanical properties must remain stable for the life of the vehicle. This means that the sealant must exhibit minimal media swelling and low mass loss at elevated temperatures despite its wide-mesh, flexible network.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Finally, the curing process must be quick and energy efficient.
The latest sealant formulas, based on polymers, meet all these criteria.
One of the newest is Dualbond GE4926. Compared with the previous formula, the swelling behavior of Dualbond GE4926 after long-term storage in automatic transmission fluid at 160 C has been reduced by 85 percent. Various oil and temperature storage tests show that the sealant exhibits more than twice the adhesion on common substrates as the previous formula.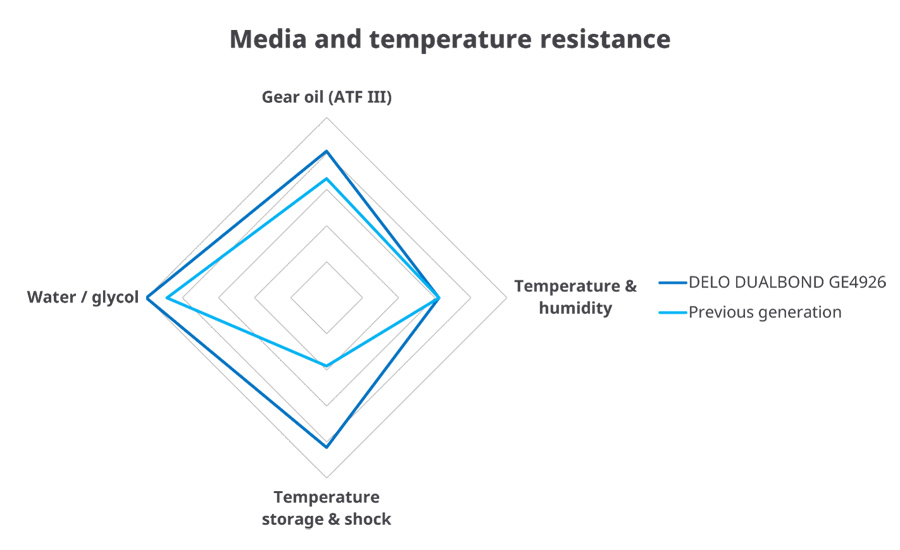
This spider diagram shows how the properties of Delo Dualbond GE4926 compare with previous formulations—particularly under temperature influence. Source: DELO Industrial Adhesives
The elongation at break—an important mechanical characteristic for evaluating permanent elasticity—has also been optimized: The decrease after long-term storage in various harsh media is about 20 percent lower. Maximum operating temperature is now 160 C.
Influence of Design and Geometry
Sealing performance is determined not only by the material, but by the geometry of the pins and cavities. Undercuts, uneven gap widths or insufficient wetting surfaces can significantly impair sealing effectiveness. A coordinated interaction of material, dispensing strategy, flow behavior and curing process is crucial. This concept applies equally to busbars, due to their flat and sometimes multi-layer conductor structures.

For busbars, it’s essential for the sealant to flow into the smallest gaps and cover the entire component. In this illustration, the sealant is colored magenta to indicate its location. Source: DELO Industrial Adhesives
Optimized flow properties and appropriate processing time will enable the sealant to reach all areas of the assembly. Modern dispensing technologies and process monitoring, such as inline fluorescence control, ensure consistently high quality. Particularly for busbars, it’s essential for the sealant to flow into the smallest gaps and cover the entire component. This also applies to the sealing of power electronics, where pins and busbars often have complex geometries with narrow gap widths and undercuts.
Assemblers can use various curing methods, depending on the application and manufacturing requirements. Traditionally, heat curing is employed, especially for motor compartments, as it ensures the highest reliability.
However, UV-curing sealants are now also available. UV curing is faster and more energy efficient than heat curing. It also saves space.
A widespread concept is dual curing, in which the sealing compound is first fixed by light. It then cures completely in shadow zones through humidity. The assembly can be further processed and leak-tested immediately after light fixation. This shortens cycle times and enables gentle processing of temperature-sensitive components.

Dualbond GE is a dual-curing sealant (shown here in pink) that reliably seals connectors with passivated silver pins. Such connectors are typically used in automotive control units. Source: DELO Industrial Adhesives
An alternative method is “activation on the flow.” Here, the UV-cure adhesive is exposed to light during dispensing. This begins a 5- to 10-minute open time during which the sealant has both good flowability and sufficient wetting ability to seal the entire cavity. The sealant then cures to final strength without further steps. Immediate further processing is possible if exposed sealant is exposed to additional light after assembly. This creates immediate initial strength and prevents the sealant from flowing out of the joint.

In “activation on the flow” curing, the adhesive is exposed to UV light as it is being dispensed. This begins a 5- to 10-minute open time during which the sealant has both good flowability and sufficient wetting ability to seal an entire cavity. The sealant then cures to final strength without further steps. Source: DELO Industrial Adhesives
Outlook and Development
Today’s sealants offer very good resistance to common oils and coolants, as well as stable mechanical performance at elevated temperatures. Nevertheless, new, aggressive media are introduced annually, and adhesive suppliers must stay up to date.
In particular, new varieties of automotive oils are prompting the development of new sealant formulations. Depending on oil composition, diffusion, and thus sealant swelling, can change. Often, minor optimizations in the sealant’s formulation are sufficient to solve the problem.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!








