Adhesive Bonding
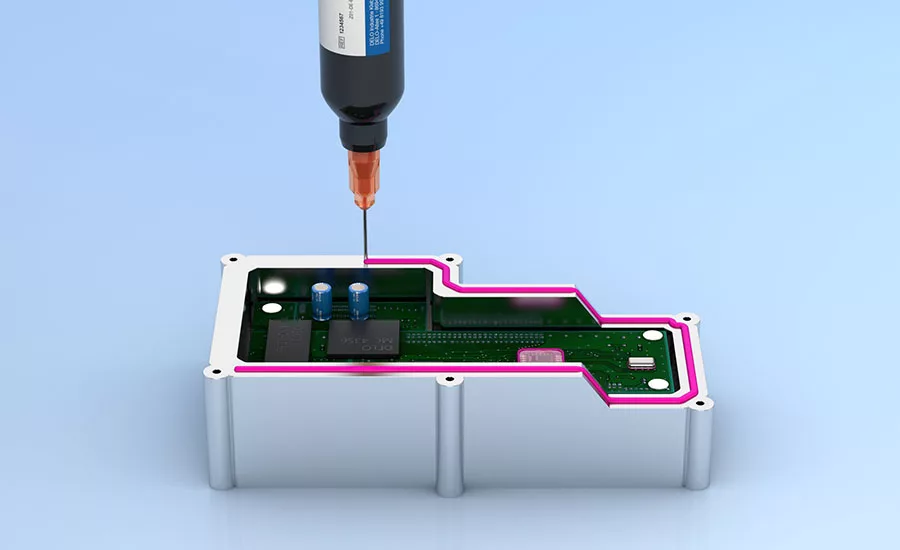
How to Use Formed-in-Place Gaskets
Compared with solid gaskets, formed-in-place gaskets have many advantages.
Liquid gaskets are used in a wide variety of applications. These adhesives seal the housings on gear reducers and the chain-case covers on snowblowers. Liquid gaskets can be found in pipe flanges, drum lids, electrical enclosures, light fixtures, air filters, stereo speakers, appliances, transmissions, crankcases, vacuum pumps, axle covers and fuel tanks.
Compared with die-cut or molded solid gaskets made of cork, rubber and other materials, liquid gaskets have many design advantages. Because they flow, liquid gaskets fill tiny imperfections in the part surfaces that could become leak-paths with solid gaskets. By filling these gaps, liquid gaskets ensure 100 percent contact between the mating surfaces.
Although liquid gaskets are not considered structural adhesives, they do provide mild adhesion between the mating surfaces. This unitizes the assembly and limits relative motion between the parts, which helps prevent gasket failure.
Another advantage of liquid gaskets is that they do not adversely affect the torque-tension relationship once the joint is fastened. A solid gasket can yield after the joint has been fastened, causing a loss of clamp load.
Liquid gaskets are more cost-effective than solid gaskets. It's easier to automate the application of liquid gaskets than solid gaskets. Reject rates may be reduced because the gasket can be more precisely placed. Inventory costs are also lower. A barrel of adhesive takes up less space than cartons of rubber gaskets. And, if the product design changes, the assembler is not stuck with obsolete parts.
The Materials
Liquid gaskets can be one- or two-component adhesives. They are opaque and typically thicker than structural adhesives. They can cure as rigid or flexible solids.
There are two types of liquid gasket: cured in place and formed in place. Cured-in-place gaskets are cured with heat or ultraviolet light prior to assembly. This type of gasket is ideal for assemblies that require frequent service. Formed-in-place gaskets cure after the parts are assembled.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Liquid gaskets are available as anaerobics, silicones and polyurethanes.
Anaerobic adhesives cure in the absence of oxygen and are used for formed-in-place gaskets. Anaerobics remain liquid until the mating surfaces are assembled. Once cured, the adhesive is impervious to hydraulic fluid, engine oil and other chemicals. At the same time, excess adhesive that flows out of the joint is easily wiped away or disbursed within the fluid the assembly will contain. Cure times range from minutes to hours and can be accelerated with heat or primers.
Ideal for high-pressure joints, anaerobics are best for joining metals and other rigid materials. Most anaerobics have an operating range of -58 to 300 F. If temperatures at the bond line will exceed 600 F, anaerobics may be inappropriate.
Silicones are used for both cured- in-place and formed-in-place gaskets. They cure at room temperature, with heat, and with UV light. Silicones have good resistance to engine oil and coolant, but not fuels or aromatic solvents.
Because of their flexibility, silicones are ideal for bonding bendable materials, such as plastic and sheet metal. Silicones have better gap-filling ability than anaerobics, but they are less suitable for high-pressure applications. Unlike anaerobics, silicones begin curing as soon as they are dispensed. As a result, the parts should be assembled as quickly as possible after the material is applied. Most silicones have an operating range of -94 to 500 F.
Polyurethanes are used for cured- in-place gaskets. When mixed and cured, these adhesives form thick foams that resist compression. They adhere well to wood, plastic, aluminum, mild or galvanized steel, and powder-coated surfaces. These adhesives resist dilute acids, bases and light oils. Poly-urethanes have a hardness rating of 20 Shore 00 to 60 Shore A.
Dispensing Issues
Liquid gaskets are supplied in containers ranging from 50-milliliter tubes to 50-gallon drums.
Although liquid gaskets can be dispensed with handheld applicators, they are most often dispensed with automated equipment.
One way to apply liquid gaskets automatically is with a silk screen or stencil. This technique works particularly well with anaerobic adhesives and with applications that do not require a thick bead. Of course, for this technique to work, the entire bond line must be flat and even. Another way to dispense gaskets is with a six-axis robot or an X-Y-Z table equipped with an automatic valve. If the material is a two-component adhesive, a positive-displacement metering and mixing system will also be needed. And, if the adhesive is supplied in bulk, a pump will be necessary.
Because liquid gaskets are thick, a dispense valve capable of handling high pressure is desirable. This will ensure a smooth start to the bead, instead of a surge that creates a "cobra head" pattern. Similarly, the valve should provide a clean cut-off with "suck back," to prevent stringing or tailing at the end of the bead.
A spool valve is a good choice. Because its upper and lower seals are the same size, pressures within the valve balance out. High pressure will neither force the valve open nor make it difficult to open.
Design Tips
To make it easy to separate parts that have been joined with a liquid gasket, put an extra tapped hole along the mating surface of one of the parts. A bolt turned in the hole will push against the opposite surface and gradually pry the two pieces apart. Alternatively, pry slots can be molded along the edges of cast parts.
Although liquid gaskets help restrict relative motion between parts, they are not a panacea. The assembly should still be designed to minimize lateral motion between parts.
To eliminate secondary leak paths, apply a continuous pattern of adhesive around bolt holes and dowels.
Use alignment dowels to guide assembly of large parts. This will prevent smearing of the adhesive.
Resources
ASSEMBLY would like to thank the following companies for their contributions: Asymtek, Ato Findley Inc., Dow Corning Corp., EFD Inc., Fishman Corp., Frazier Technologies LLC, Harwell International Inc., Hernon Manufacturing Inc., I & J Fisnar Inc., Liquid Control Corp., Loctite Corp., Nordson Corp., Precision Valve & Automation Inc., Sealant Equipment & Engineering Inc., Three Bond International Inc., 3M Adhesives Div. and Vantico.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






