Torque-Control: Error-Proof Fastening at GM
In this firsthand account, a former assembler at GM’s Saturn plant, describes how he and a co-worker devised an elegant solution to a complex problem.

Computer-controlled DC electric nutrunners are often seen as the best tool for error-proof fastening. And yet, even with these state-of-the-art tools, fasteners can sometimes be missed.
When I arrived at Saturn, I was placed in the chassis assembly area. There were many tools with electronic monitors on the line. Some were handheld; some were mounted on articulating arms.
However, the error-proofing system often did not stop the line when fasteners were missed, or it incorrectly stopped the line, creating unnecessary downtime and mistrust. In addition, the monitoring system did not always correctly record missed fasteners, and under certain conditions, it wouldn’t record them at all.
Quality control, management and engineering were perplexed by the problem. No one could figure out what was causing these repeated quality spills and downtime. Numerous ideas, theories and approaches were suggested by different departments. Much time was spent pointing fingers. The costs were mounting. It was frustrating for everyone involved.
During this period, my friend and co-worker Robert Heginbottom and I were working on our own approach. Bob, who was also an assembler, hired in at the Saturn plant just before I did. To most of our co-workers, our approach appeared radical. Later, our principals became mandatory for all of GM’s North American assembly plants.
On the surface, it should be fairly straightforward to set up a moving assembly line with electronic, error-proofed fastening tools. First, pick out a predetermined fixed position stop (FPS) for the conveyor. Next, install the tools and their monitors, and tie all the monitors into an electronic error-proofing system. Then, set up the parts bins, man up the line, and start production.
In practice, it’s not so simple. Engineers must carefully consider the FPS, the product and the tool when designing an assembly station. Each must be placed correctly on a moving assembly line for the system to work as desired.
While Bob and I were working on the line, we talked about the tools. We paid attention to how the conveyor, tools, monitors and electronic error-proofing system were expected to operate and how they actually were operating. When the system was used as intended, it did work. Sometimes it worked well. Sometimes it barely worked.
As assemblers, we were the ones “behind the tools.” We had no input in setting up the conveyors, tools or error-proofing. Neither of us had engineering degrees. We were high school graduates. But, since we were the ones who were using these setups, we had the advantage of an entirely different view. We had hours, days and years to study the assembly setup and compare it to the engineers’ ideas.
Bob and I fed off each other’s ideas on how we could improve assembly procedures and solve the problem of the missing fasteners and downtime. In essence, we became “practical engineers” through years of study and experience with moving conveyors and electronic error-proofed tools. Together, we studied how and why conveyors acted as they did and how the error-proofing was intended to work.
It’s important to note that all the data collected by the error-proofing system is linked to each vehicle as it comes down the line. That way, if there’s a defect or a recall, engineers can, in theory, call up the record for that vehicle to find out what went wrong. However, just one mishap, whether intentional or accidental, can throw the data out of sync. This usually always happens without anyone’s knowledge.
How can missing fasteners escape detection by an error-proofing system? How can error-proofing data get out of sync? We discovered that excessive travel of the tool, both upstream and downstream of an assembly station, was enabling assemblers to run down fasteners they shouldn’t have access to. We also discovered that tools were not located in the best position for assembly.
Bob and I noticed that the FPS, the tools and the product were located without any reference to one another. We came up with a mathematical methodology to correctly align these three things. We took a conveyor’s FPS for each assembly station and referenced the first point of use for a tool on the incoming product. We could then determine exactly how far the tool needed to travel within its assigned assembly footprint both upstream and downstream of production.
We coined this “3D scrolling.” It kept the electronic error-proofing system in sync, ensuring the system tracked the right vehicle every time. Our method worked on any electronic error-proofed conveyer. It greatly reduced missing fasteners and decreased production downtime.
How can excessive tool travel interfere with an error-proofing system? Consider this example:
If an assembler has to perform one rundown at his station, and this rundown is missed, the conveyor will stop at the FPS reference point. The operator is expected to go downstream and perform this rundown to satisfy the controller, which will then restart the conveyor. However, if the operator goes upstream instead and runs down that vehicle’s fastener, the conveyor will also restart. The downstream vehicle is now missing a fastener, but the electronic error-proofing system says it’s OK!
To compound the problem, the conveyor stops a second time when the upstream vehicle pulls into the next assembly station. The error-proofing system is looking for the next rundown, but it’s already been done. Because the operator installed a fastener in the wrong vehicle in the wrong place at the wrong time, the conveyor will stop again seemingly for no reason. At this point, the assembler must back out the fastener and retighten it to get back in sync, or the conveyor will continue to stop with each succeeding vehicle.
Here’s another example: Let’s say an assembler has one rundown at his station, and this rundown is not secured before the vehicle stops at its assigned FPS. If the operator goes upstream and installs the fastener in the incoming vehicle, the electronic system is now fooled into having the right vehicle. The line will not stop or record the “missed” vehicle, because the error-proofing system acquired its rundown during its allotted cycle time. And if this operator continues installing fasteners outside of his station, the whole electronic system will be tracking vehicles out of sync, and all the data from that point on will be unreliable. The operator has now jumped electronic footprints.
Either of these scenarios can happen even when the operator is required to perform more than one rundown.
There are other examples of how expensive electronic systems and tools can be fooled. By themselves, electronic error-proofing systems can’t keep track of individual vehicles because they don’t know where their input data comes from. They care only that they receive it. But, plant personnel depend on these systems to be vehicle-specific.
We personally investigated incidents when a dealer would call about a missing fastener. All vehicles generate individual electronic build tickets during each step of assembly. These tickets are stored for a certain amount of time after the vehicles are shipped from the factory. When a quality issue arises, we can pull that vehicle’s build ticket and reference the concern against the recorded data. Often, this ticket would show nothing amiss with the fastener at issue.
However, we learned to check the vehicle tickets before and after the one in question. Many times, we found references to the quality issue on those tickets. Why? Because the system was out of sync. Why? Because an assembler was able to tighten a fastener outside his station. Why? Because his “error-proof” tool was not restricted to a particular footprint. The visual and audible aids used with an electronic error-proofing system do help the operator make correct choices, but they don’t restrict breaches of expected procedures.
Starting in late 1999, Bob and I began mapping troublesome assembly stations. Our maps showed the three principal items-the FPS, tool and product-as they were and then how they should be. We approached plant management with no results. For quite some time, we wrote letters and sent maps to engineering also with no results. We came to work early to map throughout the plant and stayed late to follow up.
By 2002, we had greatly enhanced our engineering knowledge by studying Saturn’s car conveyors and watching the new VUE line going in. We were mapping entire conveyor lines again showing what was present and what should be present.
I developed a device that we could attach to any electronic controller to limit a tool’s travel length without damaging or cutting the expensive cord. We called it a cord clamp, and it worked very well. I began writing the quality personnel at our plant, as well as upper management, including Annette K. Clayton, who was then the president of Saturn. Some folks, including engineering, said our approach couldn’t be done, and upper management wondered who we were. Nevertheless, I kept at my campaign.
Finally, we were allowed to map and set up a very important job-the assembly station for the steering shaft pinch bolt for a Saturn car. Our setup worked perfectly. In late 2002, we were informed we’d have a full-time job starting Jan. 1, 2003, overseeing electronic error-proofed tools at the Saturn plant. This included all car and truck lines.
We were pulled from production and assigned to industrial engineering. We never worked as assemblers again. We mapped and cataloged every conveyor and electronic error-proofed tool in both the car and truck lines. One by one, we started to control assembly tools.
In early 2003, vehicles assembled at GM’s Lansing Grand River plant in Michigan were recalled due to an issue with steering shaft bolts. Our fix was incorporated there, too. We were flown to Michigan to roll out our program to what was then GM’s General Assembly Engineering group. This group sets the assembly requirements for all GM’s North American plants. I delivered a presentation and fielded questions from many assembly plants. I also showed our cord clamp and its various uses.
After this visit, it became mandatory for all North American assembly plants to confine electronic tools within their assigned footprints. GM’s corporate torque auditors were required to verify compliance. Our plant led the nation concerning this portion of the corporate audit from 2003 until its closing.
In May 2003, we received the President’s Award from Annette Clayton. We visited various U.S. assembly plants to start or assess our program there, and many engineers from other plants visited us also to see how we did it.
The more tools that we controlled under our program, the better quality got and downtime declined. We also developed a detailed visual audit system to ensure our setups remained intact. We developed a digital data base for each tool to reset operations if needed or if the tool was moved to another location. Finally, we received a patent (No. 7073241) for our method, hardware and compliance items in 2005.
From 2003 until my retirement in August 2006, we controlled hundreds of tools and saw our duties and responsibilities increase. It was very much a learning experience compared with a full-time assembler’s duties.
* How to Error-Proof in Manual Workstations vs. Investing in Automation.
* Error-Proofing With Power Tools.
* Circumventing Murphy.
Although the author’s ideas for controlling fastening tools were originally dismissed as unworkable, they were eventually mandated for all GM’s assembly plants. Photo courtesy GM
Computer-controlled DC electric nutrunners are often seen as the best tool for error-proof fastening. And yet, even with these state-of-the-art tools, fasteners can sometimes be missed.
When I arrived at Saturn, I was placed in the chassis assembly area. There were many tools with electronic monitors on the line. Some were handheld; some were mounted on articulating arms.
However, the error-proofing system often did not stop the line when fasteners were missed, or it incorrectly stopped the line, creating unnecessary downtime and mistrust. In addition, the monitoring system did not always correctly record missed fasteners, and under certain conditions, it wouldn’t record them at all.
Quality control, management and engineering were perplexed by the problem. No one could figure out what was causing these repeated quality spills and downtime. Numerous ideas, theories and approaches were suggested by different departments. Much time was spent pointing fingers. The costs were mounting. It was frustrating for everyone involved.
During this period, my friend and co-worker Robert Heginbottom and I were working on our own approach. Bob, who was also an assembler, hired in at the Saturn plant just before I did. To most of our co-workers, our approach appeared radical. Later, our principals became mandatory for all of GM’s North American assembly plants.
On the surface, it should be fairly straightforward to set up a moving assembly line with electronic, error-proofed fastening tools. First, pick out a predetermined fixed position stop (FPS) for the conveyor. Next, install the tools and their monitors, and tie all the monitors into an electronic error-proofing system. Then, set up the parts bins, man up the line, and start production.
In practice, it’s not so simple. Engineers must carefully consider the FPS, the product and the tool when designing an assembly station. Each must be placed correctly on a moving assembly line for the system to work as desired.
While Bob and I were working on the line, we talked about the tools. We paid attention to how the conveyor, tools, monitors and electronic error-proofing system were expected to operate and how they actually were operating. When the system was used as intended, it did work. Sometimes it worked well. Sometimes it barely worked.
As assemblers, we were the ones “behind the tools.” We had no input in setting up the conveyors, tools or error-proofing. Neither of us had engineering degrees. We were high school graduates. But, since we were the ones who were using these setups, we had the advantage of an entirely different view. We had hours, days and years to study the assembly setup and compare it to the engineers’ ideas.
Bob and I fed off each other’s ideas on how we could improve assembly procedures and solve the problem of the missing fasteners and downtime. In essence, we became “practical engineers” through years of study and experience with moving conveyors and electronic error-proofed tools. Together, we studied how and why conveyors acted as they did and how the error-proofing was intended to work.
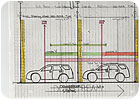
Using graph paper and transparencies, the author determined the ideal travel length for fastening tools at an assembly station. Drawing courtesy of the author.
Theory and Reality
If an operator misses a fastener assigned to his assembly station, the electronic error-proofing system is supposed to stop the conveyor at the FPS. The conveyor will not restart until the missing fastener is run down, or the assembly is manually released and recorded for hold and repair by the electronic error-proofing system. To further aid the assembler, a host of audible and visual cues are associated with the error-proofing system.It’s important to note that all the data collected by the error-proofing system is linked to each vehicle as it comes down the line. That way, if there’s a defect or a recall, engineers can, in theory, call up the record for that vehicle to find out what went wrong. However, just one mishap, whether intentional or accidental, can throw the data out of sync. This usually always happens without anyone’s knowledge.
How can missing fasteners escape detection by an error-proofing system? How can error-proofing data get out of sync? We discovered that excessive travel of the tool, both upstream and downstream of an assembly station, was enabling assemblers to run down fasteners they shouldn’t have access to. We also discovered that tools were not located in the best position for assembly.
Bob and I noticed that the FPS, the tools and the product were located without any reference to one another. We came up with a mathematical methodology to correctly align these three things. We took a conveyor’s FPS for each assembly station and referenced the first point of use for a tool on the incoming product. We could then determine exactly how far the tool needed to travel within its assigned assembly footprint both upstream and downstream of production.
We coined this “3D scrolling.” It kept the electronic error-proofing system in sync, ensuring the system tracked the right vehicle every time. Our method worked on any electronic error-proofed conveyer. It greatly reduced missing fasteners and decreased production downtime.
How can excessive tool travel interfere with an error-proofing system? Consider this example:
If an assembler has to perform one rundown at his station, and this rundown is missed, the conveyor will stop at the FPS reference point. The operator is expected to go downstream and perform this rundown to satisfy the controller, which will then restart the conveyor. However, if the operator goes upstream instead and runs down that vehicle’s fastener, the conveyor will also restart. The downstream vehicle is now missing a fastener, but the electronic error-proofing system says it’s OK!
To compound the problem, the conveyor stops a second time when the upstream vehicle pulls into the next assembly station. The error-proofing system is looking for the next rundown, but it’s already been done. Because the operator installed a fastener in the wrong vehicle in the wrong place at the wrong time, the conveyor will stop again seemingly for no reason. At this point, the assembler must back out the fastener and retighten it to get back in sync, or the conveyor will continue to stop with each succeeding vehicle.
Here’s another example: Let’s say an assembler has one rundown at his station, and this rundown is not secured before the vehicle stops at its assigned FPS. If the operator goes upstream and installs the fastener in the incoming vehicle, the electronic system is now fooled into having the right vehicle. The line will not stop or record the “missed” vehicle, because the error-proofing system acquired its rundown during its allotted cycle time. And if this operator continues installing fasteners outside of his station, the whole electronic system will be tracking vehicles out of sync, and all the data from that point on will be unreliable. The operator has now jumped electronic footprints.
Either of these scenarios can happen even when the operator is required to perform more than one rundown.
There are other examples of how expensive electronic systems and tools can be fooled. By themselves, electronic error-proofing systems can’t keep track of individual vehicles because they don’t know where their input data comes from. They care only that they receive it. But, plant personnel depend on these systems to be vehicle-specific.
We personally investigated incidents when a dealer would call about a missing fastener. All vehicles generate individual electronic build tickets during each step of assembly. These tickets are stored for a certain amount of time after the vehicles are shipped from the factory. When a quality issue arises, we can pull that vehicle’s build ticket and reference the concern against the recorded data. Often, this ticket would show nothing amiss with the fastener at issue.
However, we learned to check the vehicle tickets before and after the one in question. Many times, we found references to the quality issue on those tickets. Why? Because the system was out of sync. Why? Because an assembler was able to tighten a fastener outside his station. Why? Because his “error-proof” tool was not restricted to a particular footprint. The visual and audible aids used with an electronic error-proofing system do help the operator make correct choices, but they don’t restrict breaches of expected procedures.
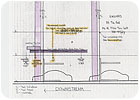
Starting in late 1999, the author and a co-worker began mapping troublesome assembly stations. Their maps showed the fixed position stop, the tool and the product as they were and then how they should be. Drawing courtesy of the author.
Solving the Problem
Given these issues, you’d think that any assembly plant would rein in its tools to fit within their assigned electronic footprints. But, this was not the case at the time.Starting in late 1999, Bob and I began mapping troublesome assembly stations. Our maps showed the three principal items-the FPS, tool and product-as they were and then how they should be. We approached plant management with no results. For quite some time, we wrote letters and sent maps to engineering also with no results. We came to work early to map throughout the plant and stayed late to follow up.
By 2002, we had greatly enhanced our engineering knowledge by studying Saturn’s car conveyors and watching the new VUE line going in. We were mapping entire conveyor lines again showing what was present and what should be present.
I developed a device that we could attach to any electronic controller to limit a tool’s travel length without damaging or cutting the expensive cord. We called it a cord clamp, and it worked very well. I began writing the quality personnel at our plant, as well as upper management, including Annette K. Clayton, who was then the president of Saturn. Some folks, including engineering, said our approach couldn’t be done, and upper management wondered who we were. Nevertheless, I kept at my campaign.
Finally, we were allowed to map and set up a very important job-the assembly station for the steering shaft pinch bolt for a Saturn car. Our setup worked perfectly. In late 2002, we were informed we’d have a full-time job starting Jan. 1, 2003, overseeing electronic error-proofed tools at the Saturn plant. This included all car and truck lines.
We were pulled from production and assigned to industrial engineering. We never worked as assemblers again. We mapped and cataloged every conveyor and electronic error-proofed tool in both the car and truck lines. One by one, we started to control assembly tools.
In early 2003, vehicles assembled at GM’s Lansing Grand River plant in Michigan were recalled due to an issue with steering shaft bolts. Our fix was incorporated there, too. We were flown to Michigan to roll out our program to what was then GM’s General Assembly Engineering group. This group sets the assembly requirements for all GM’s North American plants. I delivered a presentation and fielded questions from many assembly plants. I also showed our cord clamp and its various uses.
After this visit, it became mandatory for all North American assembly plants to confine electronic tools within their assigned footprints. GM’s corporate torque auditors were required to verify compliance. Our plant led the nation concerning this portion of the corporate audit from 2003 until its closing.
In May 2003, we received the President’s Award from Annette Clayton. We visited various U.S. assembly plants to start or assess our program there, and many engineers from other plants visited us also to see how we did it.
The more tools that we controlled under our program, the better quality got and downtime declined. We also developed a detailed visual audit system to ensure our setups remained intact. We developed a digital data base for each tool to reset operations if needed or if the tool was moved to another location. Finally, we received a patent (No. 7073241) for our method, hardware and compliance items in 2005.
From 2003 until my retirement in August 2006, we controlled hundreds of tools and saw our duties and responsibilities increase. It was very much a learning experience compared with a full-time assembler’s duties.
ASSEMBLY ONLINE
For more information on fastening, visit www.assemblymag.com to read these articles:* How to Error-Proof in Manual Workstations vs. Investing in Automation.
* Error-Proofing With Power Tools.
* Circumventing Murphy.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




