Welding: New Twists on an Old Technology

Resistance welding is like ice cream. It’s an old standby that comes in a variety of flavors to suit numerous tastes and applications.
Other types of thermal joining processes, such as ultrasonic welding, laser welding and friction stir welding, are often considered more glamorous. But, resistance welding is a proven technology that engineers have relied on for decades to join hard, ferrous materials.
In resistance welding, the parts to be joined are pushed together while an electrical current is passed through them for a brief time. The heat for welding comes from resistance to the current, both within and between the parts and electrodes. When the current stops, the electrodes continue to hold the parts together, and the molten metal rapidly solidifies, forming a weld.
Resistance welding can join similar or dissimilar metals, including aluminum, brass, carbon steel, copper, nickel, stainless steel, titanium and tungsten. It remains one of the most efficient and cost-effective joining processes used in the automotive, aerospace, electrical and electronics industries. There are also emerging applications in the medical and solar markets.
Automotive manufacturers use resistance welding to assemble car bodies, in addition to air bag detonators, batteries, ignition modules and fuel injectors. Highly automated applications typically rely on six- and seven-axis robots.
The aerospace industry joins aluminum and titanium parts, such as engine rotors and landing gear, with resistance welding. Electrical and electronics manufacturers use it to assemble armatures, connectors, solenoids and other components.
“Resistance welding is still the dominant joining technology used in the automotive industry, and is widely employed in the appliance and aerospace industries,” notes Jerry Gould, technology leader for resistance and solid state welding at the Edison Welding Institute (EWI). “Advances such as medium-frequency direct current (MFDC) power supplies and electric servo forcing systems have allowed resistance welding to maintain a similar stature in these industries compared to [a decade] ago.
“Cost and productivity remain the chief benefits of resistance welding,” says Gould. “Resistance welding [is] an extremely robust process, contributing to this cost advantage.”
“Alternative technologies, such as friction stir welding and laser welding, have taken a share of resistance welding’s traditional market,” adds Pierre Barthelemy, CEO of ARO Technologies. “But, not much, because resistance welding is by far more economical.”
Resistance welding features cycle times that are quicker than other joining technologies, such as clinching and riveting. “Advances in weld head design and closed-loop technology are able to provide throughput of 120 welds per minute, and in some case much more,” claims Jim Malloy, vice president of worldwide sales at Miyachi Unitek Corp.
Other advantages of resistance welding include energy efficiency and low consumable costs, in addition to proven, reliable tools. And, it is an easily automated joining process, because the electrodes grip the parts and are, to a certain degree, self-fixturing.
“[Resistance welding is] unique in the fact that it generates heat from the inside out rather than outside in,” Malloy points out. “This smaller heat-affected zone is especially important when dealing with ever-shrinking electronic components that are sensitive to heat.”
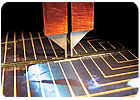
Resistance welding is typically used to join sheet metal in high-volume applications. Photo courtesy Miyachi Unitek Corp.
Distinct Alternatives
Several different types of resistance welding technologies are available to engineers, such as spot welding, projection welding and seam welding. The shape of the workpieces and the form of the electrodes distinguish each one.“There are literally dozens of ways that resistance heating is employed to define specific joining processes,” says Gould. “The most widely used is resistance spot welding, [which accounts for billions of joints every year]. Resistance projection welding is the second most widely employed [method].”
According to Gould, resistance spot welding is typically used in high-volume applications to join sheet metal with thicknesses ranging from foil to 0.25 inch. Multiple sheets and dissimilar metals can be simultaneously welded.
The pieces to be joined are clamped between two electrodes under high force. A large electrical current is passed from electrode to electrode to generate heat at the sheet-to-sheet, or faying, interface.
“Heating of the joint may occur from both the electrical resistance across microscopic asperities at the faying interface and from the inherent bulk resistivity of the metal,” says Gould. “After the welding current is shut off, continued electrode force maintains pressure on the molten zone during weld nugget solidification to provide joint integrity.”
Projection welding is a variation of resistance welding in which current flow is concentrated at the contact surfaces by an embossed, cold-headed or machined projection. “The projections localize the current, forcing the parts to heat predominately at the mating surfaces,” Gould points out. “This rapid interfacial heating allows resistance projection welding across a wide range of applications not feasible by conventional resistance spot welding.”
The projection is designed to localize current flow at the contact surfaces where the joint is desired. This focuses heat at the mating surfaces of the pieces and minimizes bulk heating of the parts.
Gould says the rapid thermal cycle allows for precision joining of detailed parts, joining of metallurgically challenging materials, and formation of multiple welds simultaneously. While the projection usually collapses early in the weld cycle, the localized heating raises the material resistance locally and promotes further heating and, finally, weld development at the initial contact point.
The process can be developed to produce a recast fusion-type weld or a solid-state weld, depending on the application. Because the formation of the weld is highly localized, the process is considerably more energy efficient than other resistance welding processes.
Resistance seam welding is similar to spot welding except that rotating wheel electrodes are used. The process is used when leak-tight welds or long strings of spot welds are required. Three types of seam welding exist: Standard seam, mash seam and roll spot welding.
In standard seam welding, a series of overlapping weld nuggets are formed by rotating the wheel electrodes along the workpieces and firing a continuous series of current pulses. This action forms a continuous, leak-tight joint.
With mash seam welding, there is a small overlap of sheets, typically about one to two times the sheet thickness. Sheets are then mashed together while current is applied, making a solid-state joint. The resulting welded joint is generally 110 percent to 150 percent of the original sheet thickness. This final joint thickness can be reduced by post-weld planishing.
In roll spot welding, the current pulses as wheels traverse the workpieces to form a line of separate spot welds. However, this is not a leak-tight joint.

Resistance welding is a robust process that features fast cycle times. Photo courtesy Miyachi Unitek Corp.
New Welding Trends
The goal in resistance welding is to generate the required amount of heat at the joint interface without excessively heating the surrounding material. This can be challenging, however, especially when the parts to be welded have different thicknesses and conductivity. The trick is to precisely control time, current and force.“As resistance welding power supplies get more sophisticated, [manufacturers] are looking for better process monitoring, communications to host computer systems and displacement to guarantee good mechanical joints,” says Malloy. “The world’s joining [requirements are] getting smaller and the technology is scaling to accommodate the future.”
During the past decade, innovations such as MFDC and adaptive welding controls have made it possible to join more aluminum alloys and advanced high-strength steels, such as Usibor 1500 and DP600.
“Adaptive technology has been around for 10 years, but it’s only now starting to get used quite a bit in the auto industry,” says Barthelemy. “It is based on complex algorithms that adapt current and time in real time during the weld, based on the evolution of the dynamic resistance.
“Adaptive technology adapts for gaps between the sheets, sheet corrosion variations, presence of adhesives and contamination of the electrodes,” claims Barthelemy. “It also allows you to weld a given range of metal stack ups without having to change the welding schedule.”
Another recent development is deformation resistance welding. It applies the heat and force of traditional resistance welding with tooling designed to create the necessary deformation. The process reduces the cycle time and cost of assembling tubular components.
Deformation resistance welding was originally developed by engineers at Delphi Corp. for chassis and suspension applications. Weldabilty issues caused from using gas metal arc welding was their primary motivation for seeking an alternative joining process. The goal was to attach a pinch bolt to a tube used on a suspension damper in the Cadillac SRX and the Chevy Corvette.
Additional R&D activity was conducted by NASA’s Glenn Research Center, which was exploring cost-effective ways to build potential lunar structures. Several years ago, Delphi created SpaceForm Inc. to commercialize deformation resistance welding, which is ideal for tube-to-tube and tube-to-sheet welding.
“We are [currently] focusing on military applications,” says Alain Piette, president of SpaceForm. “In the transportation markets, we are focusing on space frames, exhaust systems and suspension links.”
Piette claims that deformation resistance welding “is unique in the sense that it welds the full length of the weld in one step vs. a sequential or progressive approach. We can weld all steels and various grades of aluminum; we’re also working on welding dissimilar materials.”
Deformation resistance welding uses conventional resistance welding equipment and is well-suited for automation. The solid-state process results in strong, leak-tight uniform welds with a narrow heat-affected zone. Other advantages include an instantaneous, single-pass weld and no need for fillers, gases or fluxes. A
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




