A Tier 1 Supplier Implements Flexible Automated Assembly System
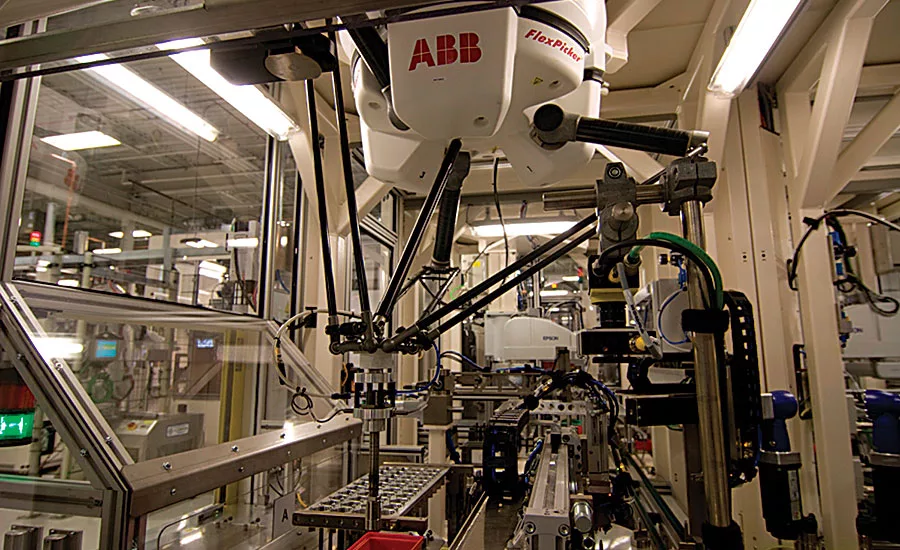
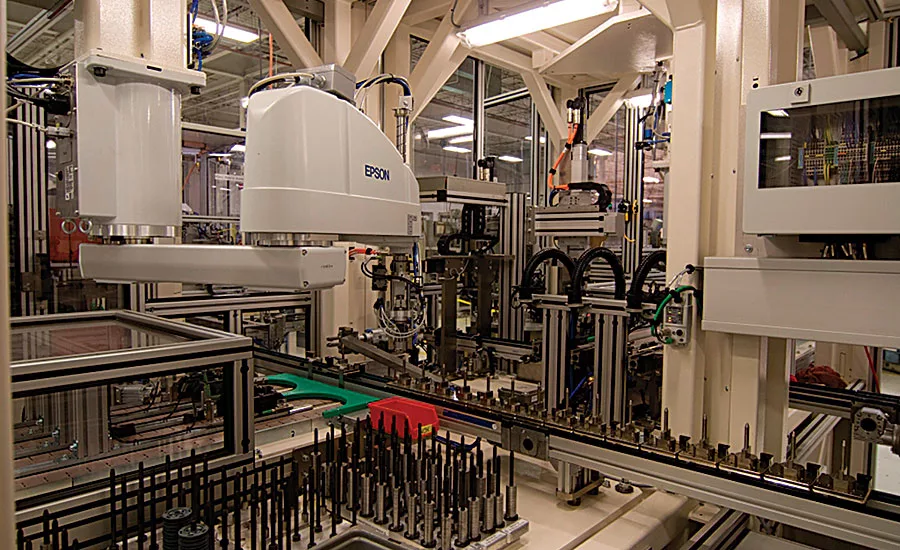
Delta robots and SCARA robots perform various pick-and-place operations on ThyssenKrupp’s shock absorber assembly line. Photo courtesy Hahn Automation Inc.
For each model of shock absorber, an assortment of washers with various profiles and dimensions are stacked on a piston and riveted in place. Photo courtesy Hahn Automation Inc.

Thanks to the remote-control pendant, the operator is free to move around the cell as needed to monitor and manage the assembly process. Photo courtesy Hahn Automation Inc.

When changeover is required, the master HMI exports the specific model’s assembly requirements to each station. Photo courtesy Hahn Automation Inc.

In an automobile, springs support the weight of the vehicle and allow the suspension to move as the car goes over bumps. The problem with springs, however, is that they will continue to oscillate until they run out of energy. Without something to keep them in check, the car will bounce up and down over the slightest of bumps, and the driver will have little or no control.
That’s where dampers come in. Dampers (shocks and struts) keep the springs in check by allowing them to be only as springy as they need to be to provide comfort, but not so springy that the car feels as though it were not connected to the ground.
Managing flexibility and control is equally important for automated assembly lines—particularly if you happen to be in the auto parts business. Based in Hamilton, OH, ThyssenKrupp Bilstein of America Inc. manufactures shock absorbers, struts and suspension components for cars, trucks and other products. With a substantial assortment of products for OEMs and the aftermarket, the company needs accurate, adaptable assembly systems that can handle frequent short runs.
Thus, flexibility was high on the list when ThyssenKrupp Bilstein was outlining the requirements for an automated assembly system to build a new variable-damping shock absorber, the DampTronic Sky. And, because the company operates assembly plants worldwide, it wanted equipment that would produce consistent results regardless of where it was deployed.
ThyssenKrupp Bilstein found a partner in Hahn Automation Inc. And we, in turn, found a partner in C&E Sales Inc., a distributor of sensors, controls and other automation components based in Dayton, OH.
Flexible Controls
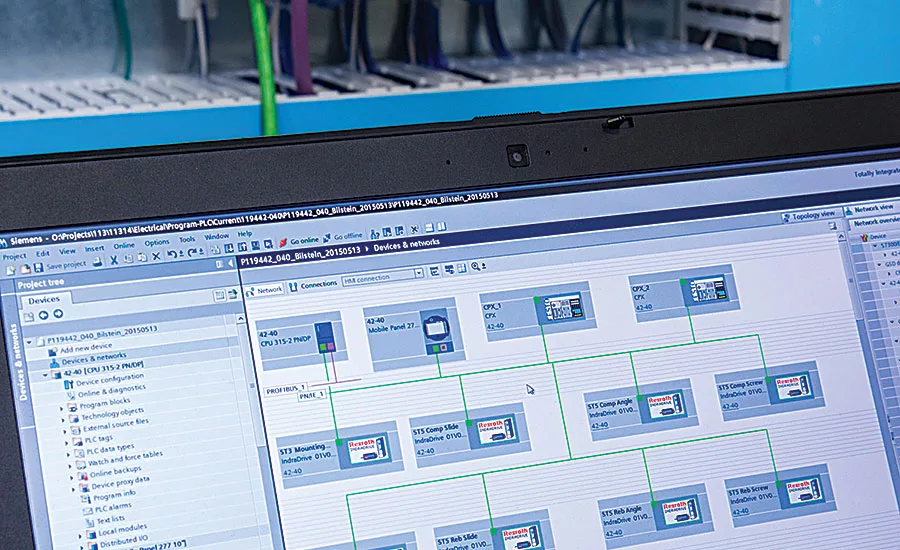
For the project, C&E Sales supplied drives, PLCs, a master HMI and remote-control pendants from Siemens. C&E Sales also recommended the TIA Portal, an engineering network from Siemens that allows motion controllers, distributed I/O, HMIs and other devices to be programmed through a single point of command. In addition, the TIA Portal maintains a library with the operating protocols, hardware designations and performance characteristics of task-specific projects, enabling subsequent recall and system reconfiguration on the fly. That saves a substantial amount of engineering time for both the integrator and end-user.
We were able to use the TIA Portal at every step in the configuration and commissioning of the assembly stations devised for ThyssenKrupp on this project. Although the line would be assembling a range of products, they were all similar in nature and mechanical composition, so many of the motion control commands and assembly sequencing could be done using the library of programmed information in the TIA Portal.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
For the shock absorber project, we designed and built a six-station line consisting of four “valve stackers” and two final assembly stations. Approximately half of the design and assembly work was done in Germany and half was done in Hebron, where we also did the final configuration of the control platform, run-out and performance evaluations prior to delivery to ThyssenKrupp.
The valve stacker stations handle various assembly and riveting tasks. The remaining stations fill the shocks with gas and oil, weld some parts, and perform functional testing.
The parts for the shock absorbers are brought to the assembly stations by a series of four-axis iRB 360 FlexPicker robots from ABB Robotics and ceiling-mounted G10 SCARA robots from EPSON Robots.
For each model of shock absorber, an assortment of washers with various profiles and dimensions are stacked on a piston and riveted in place. Then, the shock absorber body is filled with gas and oil to preprogrammed levels. The “recipe” for each model is stored in the line’s main HMI, which drives the PLC.
At each station in the line, an operator can instantly visualize the recipe in progress. Thanks to the remote-control pendant, the operator is free to move around the cell as needed to monitor and manage the assembly process. When changeover is required, the master HMI exports the specific model’s assembly requirements to each station.
The various commands are executed via the PLC, an S7-1500 from Siemens, which integrates seamlessly with the TIA Portal as well as with the safety and security systems at each station.
The PLC has a high-speed backplane bus with a high baud rate and an efficient transmission protocol for fast signal processing. It has multiple Profinet ports and IP addresses: two ports with identical IP addresses for field-level communication, and two additional ports, each with its own IP address, for integration into the company network.
CPU status requests are performed over a standard Internet browser. Process variables are displayed in graphical form, and user-defined websites facilitate the acquisition of information.
The device makes it possible to integrate motion control into the PLC without additional modules. Based on the PLCopen programming standard, the controller provides standardized components for connecting drives. User programs and motion applications can be diagnosed precisely, and drives can be optimized. Analog drives and drives that support PROFIdrive can be connected. The motion control functionality supports both speed and position axes.
The PLC offers a security concept that includes authorization levels, component protection and communication integrity.
The access protection functionality offers security against unauthorized project-planning changes. Separate rights can be allocated to various user groups through permission levels. A CP 1543-1 communications processor enhances access protection via an integrated firewall.
The system also protects data being transmitted to the controller from unauthorized manipulation. The controller recognizes the transmission of engineering data that has been changed or comes from a strange source.
A built-in CPU display provides easy access to detailed, plain-text information, and diagnostics increase usability and provide complete plant transparency.
A standardized front connector simplifies cable storage and saves time during wiring. Integrated jumper links make it possible to establish potential groups in an easy and flexible manner. Additional components, such as automatic circuit breakers and relays, can be installed quickly and easily on a common rail with the PLC.
Shielding of analog signal lines ensures high-quality signal recognition and resilience to external electromagnetic interference. Push-in type-wiring terminals enable easy, tool-free installation.
The PLC provides integrated diagnostics that require no additional programming effort. A consistent display concept enables the identical plain-text visualization of fault notifications in the TIA Portal, on the HMI, in the Web server, and on the CPU’s display. System diagnostics are generated with a single click—no programming is required.
Powerful Portal
The setting adjustments are quite substantial for each shock absorber model, so the data load on the control system required strict monitoring and validation.
“The Siemens TIA portal was a terrific engineering tool, as we were able to configure all the motor and drive components in a tag-based protocol for the individual slave PLCs and the master HMI,” says Greg Earle, vice president for sales at Hahn. “It was a very fluid connection process and, in the field, the operators enjoy the added benefit of movement, using the remote pendants provided with the system.”
An extra benefit on the operator screens was a dual language capability, so immediate access and troubleshooting could be accomplished by the engineering teams both in Germany and America.
All the communications in the cell, whether from the robots, the PLC or software systems, are transmitted on a field bus to a single point of control and command. This is a significant upside for ThyssenKrupp’s process engineers and maintenance personnel.
“The assembly and testing procedures are all TCP/IP friendly, so the cell controls are easily accessible both by our team and remotely by Hahn for troubleshooting and faster resolution of any issues,” says Dave Vibbard, senior process engineer at ThyssenKrupp.
“Hahn was extremely competent and price-competitive on this project, a very desirable combination in any business relationship,” adds Vibbard. “They were able to complete the build and execute the handshaking between the modules, with full verification on performance, error tracking, safety considerations, fault recovery and alarm alerts.”
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




