Innovative Conveyors Maximize Use of Space
New conveyor technologies are giving plant managers more options to make better use of existing space.

Z-frame conveyors are designed with one or two pivot points to move product up or down to the next process. Photo courtesy Dorner Manufacturing Corp.

A belt-over-belt conveyor holds products in place between two flexible belts that move together at the same speed. Photo courtesy Dorner Manufacturing Corp.

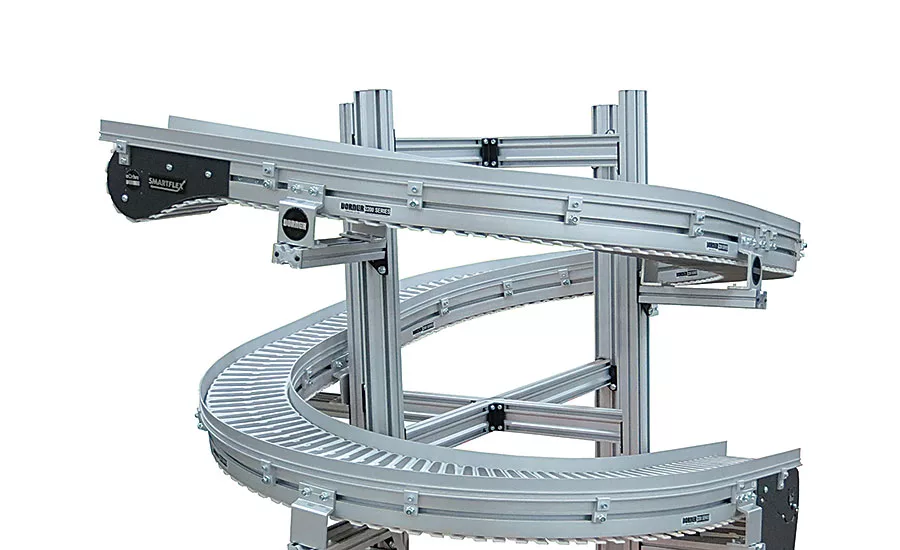
Flexible chain conveyors are ideal when floor space is cramped. They are engineered for tight turns and quick elevations at high speeds. Photo courtesy Dorner Manufacturing Corp.
Pacing conveyors are for applications that call for proper spacing of product along a single track. Photo courtesy Dorner Manufacturing Corp.

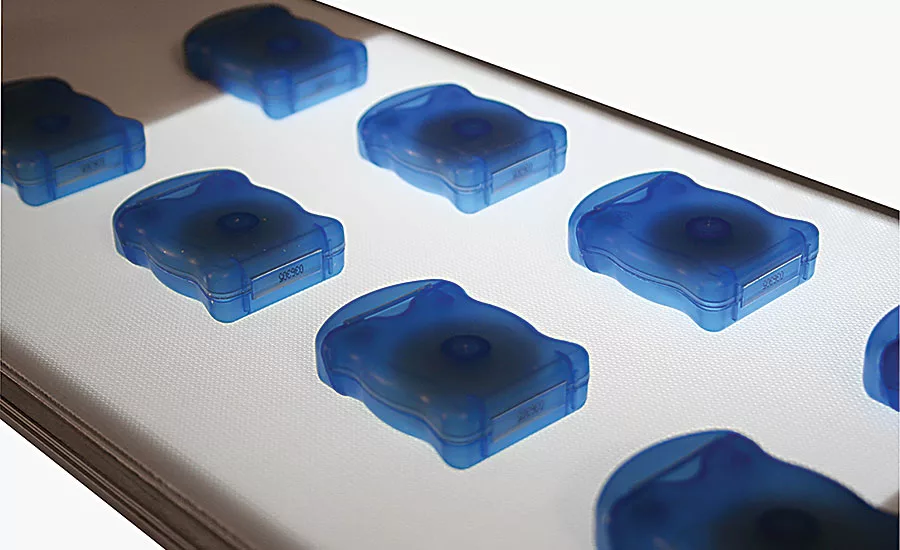
Conveyors can also save space by doing double duty. This low-profile belt conveyor is back-lit to facilitate machine-vision inspection. Photo courtesy Dorner Manufacturing Corp.
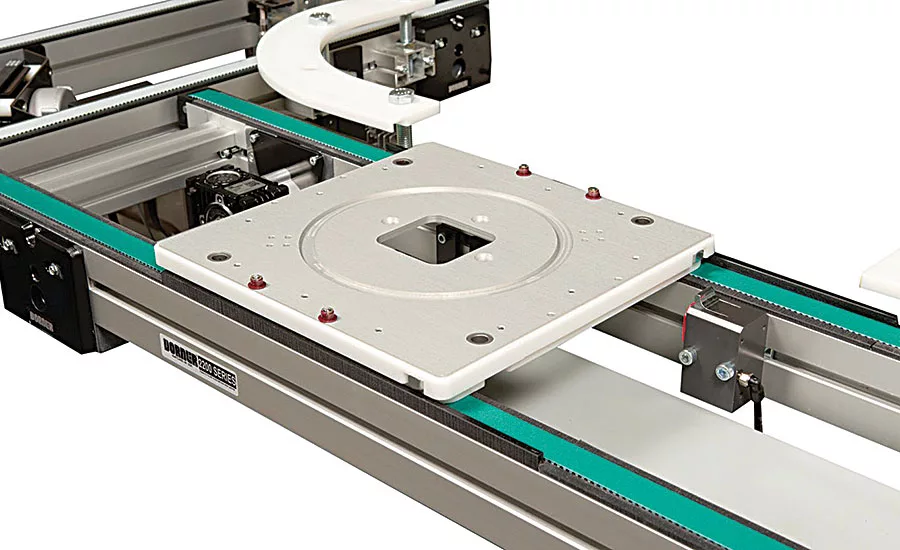
The 2200 Series Precision Move system is a modular, dual-belt, pallettransfer conveyor for automated assembly. Photo courtesy Dorner Manufacturing Corp.
Walk into any modern assembly and packaging facility, and the conveyor systems may very well resemble roller coasters at an amusement park—going up steep inclines, moving down drops, and twisting and turning around equipment and machinery as they transfer product from one area of the plant to another.
Conveyors have evolved to become integral components of material handling systems, both large and small. More complex processing requires conveyor systems to work in sync with other conveyors and functions within a larger application. Conveyors need to be robust to withstand 24/7 operation, yet agile and flexible to meet the challenging needs of modern manufacturing and assembly practices.
At the same time, space is at a premium in factories today. As companies shy away from costly building expansions, they are taking a second look at how best to use their existing space. That’s where conveyor systems can play a key role. New designs and innovative conveyor technologies, such as electroadhesion, are giving design engineers and project managers new tools to take a more creative approach toward material handling applications.
There’s virtually no limit to what can be accomplished with conveyors. The following conveyor designs can help engineers solve unique material-handling problems.
Z-Frame Conveyors
Perhaps the most well-known technology for elevating product is the Z-frame conveyor. As implied by its name, Z-frame conveyors are designed with either one or two pivot points, resembling the angled points in the letter Z, to move product up or down along the conveyor.
Z-frame conveyors are ideal for navigating obstacles within the flow of production. Often, the lack of space prohibits conveyors from going around an obstruction. Z-frame conveyors can be pivoted at steep angles to move product up and over (or conversely down and under) an obstacle.
Various types of friction insert chains or belt cleats keep product in place during incline or decline movement.
Belt-Over-Belt Conveyors
There are some applications, such as moving delicate flexible pouches, where cleated conveyors don’t work very well for inclined movement. That’s because if a pouch lands incorrectly on a cleat, the bag could rip, spilling product and leading to costly downtime to clean the conveyor.
The best solution for these types of applications is a belt-over-belt conveyor. This design involves two flexible polyurethane belts that are positioned on top of each other. As flexible pouches are moved into position, they are gripped between the twin conveyor belts, which create a pocket to securely convey the product up or down.
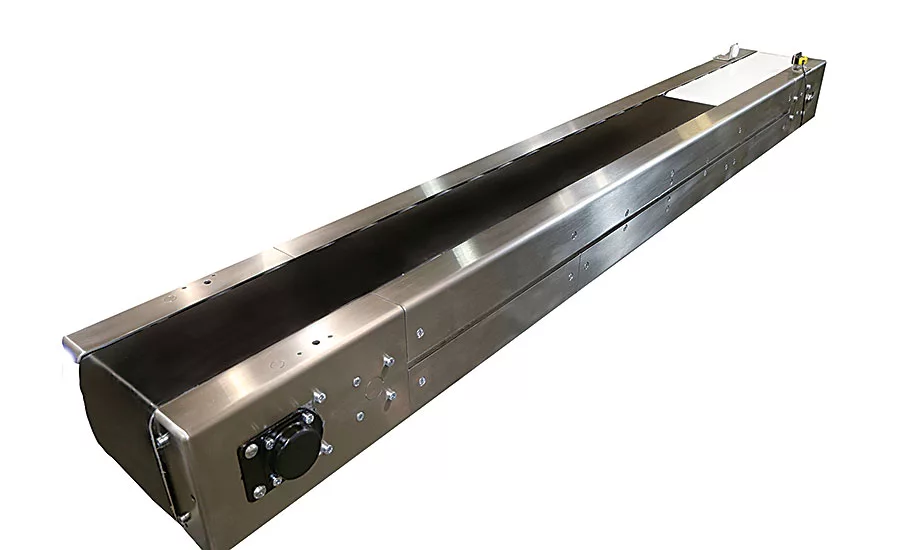
90-Degree Vertical Conveyors
Some applications are definitely more challenging than others. Moving bulk products in straight-up 90-degree applications is one of them.
The traditional solution to this problem has been the bucket conveyor, but these conveyors have inherent design flaws regarding durability and belt replacement. A better answer is a 90-degree vertical conveyor.
These types of conveyors move product in a straight-up, 90-degree angle to go up and over an obstacle or to reconnect with another system. A key advantage over bucket conveyors is that their streamlined design allows for greater pocket capacity to lift more products. Also, 90-degree vertical conveyors have self-releasing side walls for better product release, and a damaged section of the belt can be replaced without removing the entire belt.
Flexible Chain Conveyors
Flexible chain conveyors are perfect for navigating obstacles. They can snake around machinery and other impediments by making tight turns and steep circular inclines. These types of conveyors allow for incline or decline movement through corners and straights, and provide capability for vertical incline with minimal space. They are capable of twisting 360 degrees to move product vertically within an extremely small footprint, all while maintaining speeds and loads through the angled curve.
Flexible chain conveyors are also ideal for accumulating, buffering and cooling product between processes or machines.
Pacing Conveyors
Products sometime need to be aggregated or herded together on a conveyor line. Other times, applications require that products be spaced out along the conveyor belt. Pacing conveyors can accomplish both tasks by using more than one belt on the same line.
These types of conveyors take unevenly spaced product and create even spaces or alternating batches of product, depending on the application, to meet the application’s spacing needs. The system is set up to track both the leading edge and trailing edge of the product, so product does not necessarily need to be the same size or shape to be gapped appropriately.
As randomly spaced products enter the conveyor, a photo eye detects the product spacing. In response, the servomotor control automatically varies the conveyor speed and conveyor junction placement to generate evenly spaced product.
An operator controls product spacing, speed and orientation, preparing products for machine-vision inspections, prepping them for packaging, or merging the flow from multiple conveyor lines with the help of stop gates.
Electroadhesion Conveyors
So what does the future of conveying look like? How about using electroadhesion technology to securely move product up steep inclines without the use of cleats or buckets? These unique conveyors are doing exactly that—right now.
A relatively new design on the market, conveyors with electroadhesion technology hold boxes and packages securely to the belt for movement on steep inclines or declines, and at fast speeds. The technology acts like a magnet, and is activated by a switch to create a strong holding force between the box or package and the belt. The conveyor is equipped with a plastic bed-plate. A high-voltage, low-amp controller powers two electrically conductive strips along the conveyor to energize the belt, which has electrically conductive patterns meshed into the fabric to create the force to hold products in place during movement.
Modular Pallet-Transfer Conveyor for Automated Assembly
The 2200 Series Precision Move system is a modular, dual-belt, pallet-transfer conveyor for automated assembly.
The conveyor is available in five widths (160, 240, 320, 400 and 480 millimeters) and lengths of up to 7.5 meters.
The conveyor can handle accumulated loads up to 250 pounds or non-accumulating loads of up to 500 pounds. Maximum travel speed is 114 feet per minute.
The conveyor operates on a common drive and features a quick belt change without conveyor removal.
Each belt is 25 millimeters wide with a 5-millimeter timing pitch. Standard or static-conductive belting is available. The conveyor frame is extruded aluminum with a universal T-slot.
Pallets are available in square or rectangular sizes and can be purchased as completed assemblies or as kits. Offered in industry-compatible sizes, individual pallet load capacities range between 30 and 70 pounds, depending on size. Pallets can be built with a static-conductive skirt.
The conveyor relies on a pin-tracking system to guide pallets through corners and merges. Using the pin-tracking system, the 90-degree corner module maintains product orientation through the turn and features a 24 VDC drive mechanism to propel the pallet through the corner.
The 90-degree corner and merge module uses the same pin-tracking and drive mechanism to safely merge two lines together.
The lift-and-locate station delivers a repeatable accuracy of 0.002 inch using an adjustable-height lift from the center of the conveyor.
The lift-and-transfer station uses a dual-strand timing belt and pneumatic lift to change the product orientation and transfer it onto another line.
The lift-and-rotate station includes a pneumatic lift and rotation for adjustable positioning. The pallet can be rotated 90 or 180 degrees.
Pallet stops are available in cushioned and noncushioned models. They can be added at individual locations or in conjunction with other modules.
Conveyor systems can be configured on-line. The on-line configurator delivers a complete 3D CAD assembly model for instant validation of fit. Conveyors have a 10-year warranty and ship in four weeks.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




