Advances in Self-Piercing Riveting
Self-piercing rivets are helping automakers assemble aluminum and high-strength steel


According to a new study by P&S Market Research, global sales of self-piercing rivet technology (SPR) will grow at a cumulative annual rate of 26 percent between 2016 and 2022. P&S predicts manufacturers worldwide will consume 45 billion of the fasteners in 2022.
That’s a lot of rivets. Anthony A. Salisbury, business manager for self-piercing rivets at Atlas Copco Group, takes such rosy forecasts with a grain of salt, but he nonetheless agrees that the outlook for SPR is good. The reason, he says, can be summed up in one phrase: automotive lightweighting. To reduce vehicle weight, automakers are increasingly using “exotic” materials, such as aluminum and high-strength steel, in body components.
“The automotive industry has been building cars out of aluminum and steel for decades, of course, but not the kind of aluminum and steel alloys on the market now,” says Salisbury. “These materials don’t like to be welded. Aluminum gets quite brittle when welded. High-strength steel gets its strength from heat treatment, and it will lose some of that strength if it’s welded. And, if you want to use both materials in a vehicle body, you simply cannot weld aluminum to high-strength steel. You must use a mechanical fastener, and that’s where SPR comes in.”
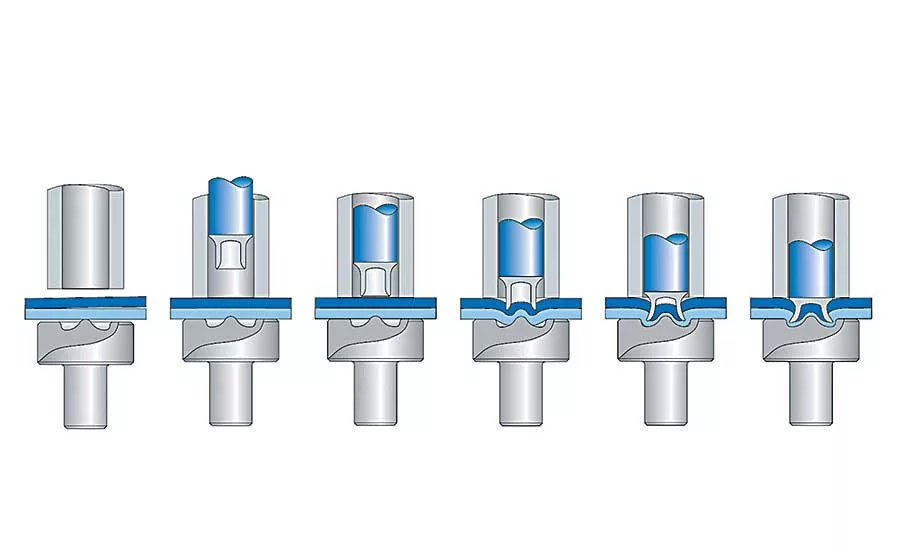
SPR is a cold joining process for fastening two or more sheets of material. During assembly, the rivet is driven into the material stack at a controlled force, piercing the top layer or layers. The rivet radially expands into the bottom layer or sheet, under the influence of a die, forming a strong mechanical interlock. The rivet does not break through the last material. From start to finish, installation takes 1.3 to 3 seconds.
SPR can be used to fasten a variety of materials, including steel, aluminum, nylon webbing, plastic, and rubber. It can also join galvanized or pre-painted materials without damaging the coating.
Depending on the materials, the process can be used to fasten a combined material thickness of 1.6 to 8 millimeters. Ideally, the bottom layer should be at least 1 millimeter thick and the top layer should be at least 0.5 millimeter thick.
Compared with other joining methods, SPR has many advantages. Predrilled holes or surface treatments are not required. It’s quiet, easily automated, and does not produce fumes or sparks. It can join multiple layers of material and mixed materials. It produces joints with high static and fatigue strength, and it can produce watertight joints. It also tolerates the presence of lubricants or adhesives in the joint area.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
“When joining steel to aluminum, you always put a layer of adhesive between the two materials,” explains Salisbury. “The adhesive prevents corrosion, and it improves the vibration resistance of the joint.”
SPR has disadvantages, too. Rivets do add cost and weight to the assembly. The process requires access to both sides of the assembly, and relatively high insertion forces are required. While the rivet head can be flush with the top surface of the assembly, a joint button is produced on the bottom side. Brittle materials, such as press-hardened steel, cannot be used on the die side of the assembly.
Better Fasteners
Tubular and semitubular SPRs are typically made from steel or stainless steel. Diameters range from 3 to 7 millimeters, and body lengths range from 3 to 14 millimeters. Standard head styles include countersunk, flat, pan and dome. Special heads, such as tinman, double-headed, threaded studs and stand-off pins, are also available.
Rivets can be plated with zinc; zinc and tin; and AlMac (a combination of zinc, tin and aluminum).
During the past few years, rivet manufacturers have needed to adapt their designs to join the new materials being used by automakers.
“When I started designing SPR joints for vehicles in 1999, the automotive industry was using 5000 series aluminum. It was pretty soft,” recalls Salisbury. “The alloys used now are more like aircraft-grade aluminum. They are much harder and stronger.
“Traditional SPRs are not strong enough to pierce and flare in these higher strength aluminums. The forces you have to apply to install these rivets are much higher than they used to be. In the early 2000s, we were using 60 to 65 kilonewtons to insert a rivet. Today, we’re using more than 85 kilonewtons to insert the same rivet into these new aluminum alloys. That means bigger, stronger, more expensive tools.”
The story is the same with high-strength steel. “In the late 1990s, we were working with steels that had a tensile strength of 250 to 350 megapascals,” says Salisbury. “Now, we’re working with steels that have a tensile strength of 1,500 megapascals. Traditional rivets will simply not work with these materials.”
To solve that problem, Atlas Copco and other SPR manufacturers have put a lot of work into rivet design. Today’s SPRs can not only pierce these tougher materials, but they can do so at the same level of force that OEMs needed for the previous generation of materials. That means OEMs don’t need to invest in bigger tooling and bigger robots. Less force also lowers the risk of cracking less ductile materials.
Installation Goes Electric
Assemblers have a range of options for installing SPRs. For low-volume applications, there are manually operated, fast-acting hydraulic tools and portable, handheld, battery-operated tools.
For higher-volume applications, riveting equipment can be stationary, robotic or integrated into an assembly cell. Either way, the rivet setter and die are mounted in a C-frame, which must be large enough to allow access into the areas to be riveted. The force used to install the rivet can come from a hydraulic cylinder or a servomotor.
“The biggest difference in the past 10 years has been the declining use of hydraulic actuators,” says Salisbury. “Most manufacturers now favor servo technology to install their rivets. With servo technology, you can use very accurate encoders to tell you if you’ve put the right rivet in the right place at the right time. These systems can tell you instantly when something goes wrong. Servo technology is also more energy-efficient.”
Assemblers also have several options for feeding fasteners to the rivet setter. Tape feeding is fast, cost-effective and low-maintenance. With a blow-feeding system, rivets are supplied from a remote hopper and blown through a tube to the rivet setter. Single- and dual-feed systems are ideal for high-volume applications. Magazine feeders are located directly on the riveting equipment. Rivets are supplied to the tooling via gravity. These systems provide fast cycle times and greater freedom of movement for the rivet setter.
Which to use depends on the application. “It boils down flexibility,” says Salisbury. “Actual feeding times are about the same. A tape feeder has fewer moving parts. It’s more robust and easier to maintain. However, when the tape runs out, someone has to enter the cell to change reels. Blow-feeders and magazine feeders can be filled from outside the cell.”
Friction SPR
Although SPR offers many advantages for joining light, but tough, materials, the process does have three major limitations.
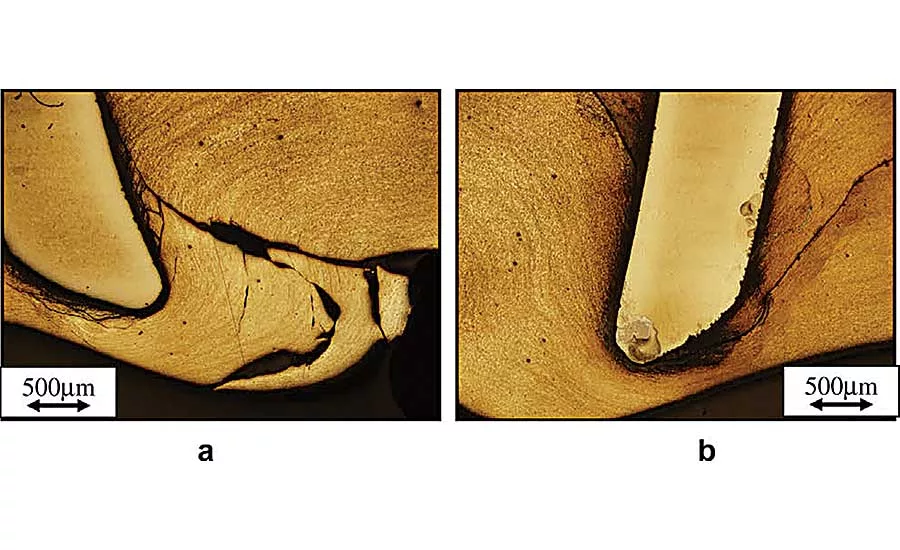
First, due to the severe localized deformation in SPR joints, cracks can occur both inside the joint and on the bottom surface of the joint when joining low-ductility materials, such as magnesium alloy or cast aluminum. Such cracks can adversely affect the mechanical performance and fatigue life of the joint.
Another disadvantage of the process is that it requires access to both sides of the assembly. As a result, the technique cannot be used on closed or semiclosed structures, such as aluminum extrusions.
Finally, SPR can have difficulty fastening high-strength steel when it is used as the bottom material in a stack. Due to the large deformation resistance of high-strength steel, SPR may be unable to form an effective undercut to mechanically lock all the materials.
Now, researchers at Shanghai Jiao Tong University have developed variation on the SPR process—friction self-piercing riveting—that promises to overcome these limitations. The new process combines the mechanical joining mechanism of SPR with the solid-state joining mechanism of friction-stir spot welding.
Friction SPR is conducted in the same way as standard SPR, except that the rivet is rotated at high speed as it is pushed into the material stack. A thermo-
mechanical process, friction SPR can be done with or without a die to support the bottom of the stack. For low-ductility materials, a pip die is used. For stack-ups with lightweight materials on top and high-strength steel on bottom, a flat die is used.
Friction between the rivet and the materials creates enough heat to soften the materials and help form the interlock, but not so much heat that the materials are welded together rather than mechanically joined.
How much heat is generated depends on the materials, the fastener design, the rotational speed, and the force and speed at which the fastener is pushed into the stack. For example, to join aluminum to magnesium, a two-stage process is used. In the first stage, the rivet feeds slowly (4 millimeters per second) while spinning at a high speed (3,600 rpm) to generate sufficient heat to soften the materials. In the second stage, the rivet feeds at a high speed (11 millimeters per second), but spins more slowly (600 rpm) to achieve a large flaring of the shank under the guidance of the die.
Led by Li Yongbing, Ph.D., a professor of mechanical engineering at the university, the researchers successfully tested their new process on three sample stack-ups: aluminum alloy to magnesium alloy; aluminum alloys with single-sided access; and aluminum alloy to high-strength steel.
Laser-Assisted SPR
Another variation on the process is laser-assisted SPR. Developed by researchers at Swinburne University of Technology in Hawthorn, Australia, laser-assisted SPR enables magnesium and other low-ductility materials to be riveted without cracking.
Cracking of magnesium is due to its poor ductility and low formability at room temperature. These properties are inherently related to the hexagonal lattice structure of the metal. However, cracking can be prevented by heating the magnesium and increasing its plasticity by activating additional slip systems in the crystal structure, according to Yvonne Durandet, Ph.D., senior lecturer in advanced manufacturing at Swinburne and leader of the project.
A laser was a natural choice for a heat source because of its ability to transfer heat quickly and locally. Located next to the riveter’s C-frame, the laser zaps each fastening location immediately before a rivet is installed. Total cycle time is less than 5 seconds with minimal
modification to existing SPR equipment.
For their process, the researchers used a 2.5-kilowatt Nd:YAG laser and a hydraulic rivet-setting system. The rivet was inserted through the top ply, while the laser beam was focused on the bottom ply. The total average power delivered to the workpiece ranged from 800 to 1,700 watts. The laser dwell time was 2.5 to 3.5 seconds, depending on the thickness of the stack and surface preparation. Shiny surfaces needed more time to heat up than dull ones.
The process yielded strength values as high as 5,720 and 7,340 newtons, respectively, for magnesium alloy joints with a total thickness of 4.7 and 6.4 millimeters. The strength of the joints was influenced by the length and hardness of the rivet. In addition, thermal modelling indicated that adhesives can still be used in conjunction with laser-assisted SPR, which would enhance the properties of the joints.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






