Options for Pick and Place
As electromechanical units and robots increase in popularity, pneumatic and cam-driven systems remain staples in pick and place operations



The No. 1 application for robots—be they Cartesian, SCARA, delta or six-axis models—is also the easiest: pick up a part from one location and place it in another.
“Nearly 60 percent of working industrial robots in North America are used for parts handling of some type,” explains Sebastian Schmitt, North America manager of robotics at Staubli Corp. “According to the first quarter 2018 statistics of the Robotics Industry Association, 53 percent of all robots pick and place parts during machine tending, and another 7 percent handle parts for other types of assembly.”
Staubli’s four-axis TP80 Fast Picker robot was designed for high-speed pick-and-place operations. Agile and lightweight, the robot delivers up to 200 picks per minute and can be mounted on a much-lighter base than delta-style robots. Its slim forearm allows access to confined areas, such as narrow machine openings. The robot carries a maximum payload of 1 kilogram, has an 800-millimeter reach and a Z-axis stroke of 100 millimeters.
Several medical device manufacturers rely on the robot for high-volume loading of plastic parts to assemble catheters and other products. Makers of e-cigarettes also use the robot to quickly load filters, cartridges and LED light covers into an assembly machine, notes Schmitt.
As slick as robots are, they’re not the only option for pick-and-place operations. Pneumatic, electric and cam-driven units can also be used. Which to use depends on many factors, including production volume, production mix, the size and weight of the parts, and how the parts will be presented for pickup.
The Cam Can
Manufacturers have long used cam-driven systems for pick-and-place operations.
A cam is a rotating machine member that imparts a predetermined motion to a second part, called a follower, that rolls along the cam’s surface. The follower can move in a swinging, rotating or translating motion, and it usually contacts the cam with one or more antifriction bearings. This generates smooth and repeatable motion.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Engineers like cam-driven devices for several reasons. One is the unit can be linked to a central camshaft to mechanically synchronize the pick-and-place operation with an indexer and other assembly mechanisms. Cams allow engineers to carefully control the acceleration, velocity and displacement of the pick-and-place motion. Cam-based units offer repeatability and easy timing between multiple systems. They’re compact, accurate and durable, and they’re typically faster and quieter than pneumatic units. In addition, the up-and-down and back-and-forth motions of a cam-driven system are much smoother than those of a pneumatic system, because the motions are generated by a steadily rotating component.
Cam-driven systems are ideal for high-volume assembly and long-term production runs. They are best for retrieving small, singulated parts from fixed locations and carrying them short distances.
“Nothing beats the cam-driven unit when it comes to payload capacity,” notes Josh Treter, general manager at Weiss North America Inc. “Cams are also very cost-effective, so even though their use has declined somewhat due to the growing popularity of electric systems and robots, they won’t ever go away.”
Traditionally, the biggest drawback of cam-driven systems has been inflexibility. This is because once the cam has been cut, changing the system’s motion profile is difficult. Another problem is failure at any one point in the system can result in the complete stoppage of the pick-and-place operation.
Moving With Air
Pneumatic pick and place systems are relatively inexpensive, provide a large work envelope, and can be configured to produce different combinations of linear and rotary motion. For example, one air cylinder can be used for the horizontal axis and another can be used for the vertical axis. A pneumatic rotary actuator equipped with a gripper can be added to the vertical axis to tilt, flip or rotate the part. Another possibility is to attach one end of a beam to the rotary actuator and place a gripper on the other end. This setup enables the system to transfer parts from one location to another with a swinging motion.
Engineers have myriad options for pneumatic linear axes. For example, Series SFM rodless, gantry-rail pneumatic slides from PHD feature a multi-position system that allows adjustable intermediate stopping capability. A stainless steel band and saddle-seal enclose the system and protect the internal mechanisms from contaminants. Other features include saddle-mounted shock absorbers and a dual-carriage precision rail bearing.
“These actuators provide the lowest deflection and highest moment capacity combination in the industry,” claims Carey Webster, engineered solutions manager at PHD Inc. “By allowing end-users to stage multiple stops and adjust each of them individually, they offer the flexibility of an electric actuator without the cost.”
Pneumatic systems have some limitations. They produce limited thrust and speed, and they can produce jerky motion. Starts and stops are abrupt. Also, engineers can typically only make minor adjustments to a cylinder’s stroke length, and cylinders do not allow for fine control over acceleration and velocity. This can limit the ability of pneumatic systems to place parts at multiple points, according to Chip Arnold, manager of assembly and handling at Festo Corp.
Energy inefficiency is also a problem. Compressed air is expensive. In addition, air cylinders are only about 20 percent energy-efficient, compared to 80 or 90 percent for an electromechanical actuator.
“Wherever a tube is connected in a pneumatics system, there’s some loss of pressure that lessens accuracy,” says Sean McBride, sales manager at AFAG Automation AG. “This can’t be prevented because pneumatic technology can’t be further advanced. The cylinder’s cushion or stroke may be slightly changed, but its piston is only able to go back and forth.”
Best of Both Worlds
SCHUNK’s PPU-P pick-and-place unit offers the best of both worlds. It’s pneumatic, but it also uses a cam to control the motion.
The unit can operate at up to 120 cycles per minute. With a 145-millimeter horizontal stroke, a 45- millimeter vertical stroke, and up to 1 kilogram of moving mass, the unit can achieve a cycle time of up to 0.63 second—including the 100 milliseconds of total time to open and close a gripper.
The pick-and-place module is actuated via two double-acting pneumatic cylinders that are integrated in the slide. The cylinders are aligned 90 degrees to each other. The unit’s horizontal and vertical motions overlap and are smoothed by a cam roller that is positively driven in a curve. Both horizontal and vertical motions can be actuated sooner, and cycle times can be shortened. The horizontal stroke can be adjusted by up to 12 millimeters per side. Both vertical end positions can be adjusted by 15 millimeters, independently from each other.
SCHUNK integrated a smart feature for synchronizing the PPU-P with upstream or downstream equipment. Thanks to the control unit, a gripper can be placed directly over the individual target position and be actuated through the standard control interface. This feature helps make the unit faster and more reliable.
When the PPU-P is equipped with an optional intelligent valve box, its efficiency increases even more. The valve box minimizes consumption of compressed air. The optimum circuit of both drive cylinders is already preadjusted. Up to four additional valves directly control auxiliary pneumatic devices, such as grippers and rotary actuators. Thus, all the valves are comfortably and economically supplied with air from a single line.
Electric on the Rise
Electric pick-and-place systems are increasing in popularity. They’re more flexible than pneumatic or cam-driven units, and their costs have come down considerably. A major benefit of electric systems is programmability. Each axis can move anywhere along its travel length and make multiple stops. Should the application change, the system can be easily reprogrammed. If the system needs to be repositioned, the cabling can be rerun more easily than pneumatic lines.
In an electric system, each axis can be driven by a servomotor and ballscrew, or by a linear motor.
“Linear motors are very fast with no backlash. [They’re also] easy to program, maintain and replace when needed,” says McBride. “Some motors, like the Linmot models we use in our EPS actuators, only require a single motor cable to connect the actuator to the controller. This cable includes the motor phases and receives signals from the position sensor integrated in the motor.”
AFAG’s EPS giga YZ and EPS tera YZ are designed for heavy payloads and fast, precise applications. The giga YZ can move a maximum payload of 15 kilograms, and the tera YZ can handle 20 kilograms. In 1.5 seconds, these systems can move a 10-kilogram payload 100 millimeters on the Y axis and 100 millimeters on the Z axis. Gripping time is 100 milliseconds.
Another example of a linear-motor-driven system is the HP 140T from Weiss. This high-speed pick-and-place unit uses linear motors to drive both the horizontal and vertical axes. The largest model has a maximum horizontal stroke of 400 millimeters and a maximum vertical stroke of 150 millimeters. It can position parts with an accuracy of ±0.02 millimeter and a repeatability of ±0.01 millimeter. Its maximum speed is 4 meters per second, and it can carry a maximum payload of 13 kilograms. It can interface with all common fieldbus systems.
Also available in a clean room version, the unit can move a 1 kilogram load 40 millimeters up, 120 millimeters across, and 40 millimeters down again in 0.64 second, including gripping time.
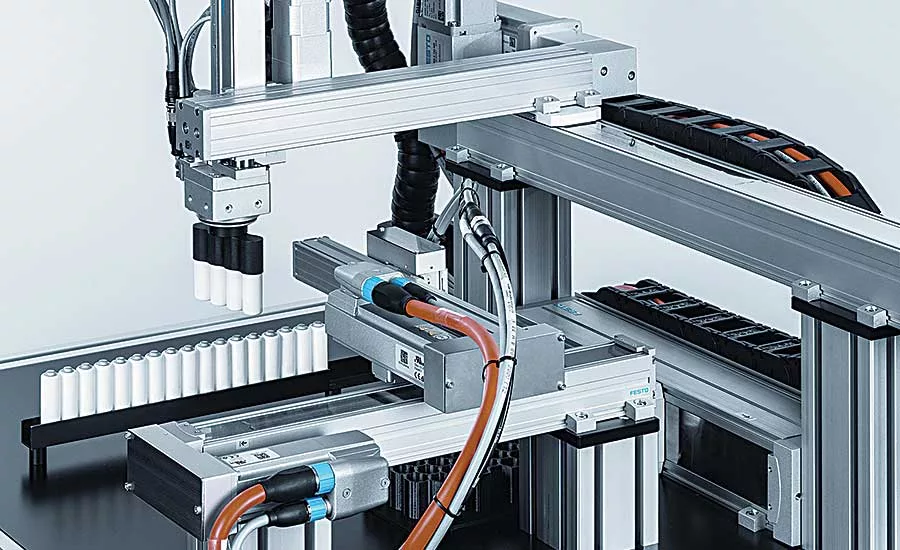
For applications where compact dimensions are essential—such as handling small parts in electronics assembly—Festo offers the ELGC linear axis unit and the EGSC mini slide. They feature a common platform architecture and bolt together without an auxiliary adapter plate.
Arnold says the ELGC’s protected recirculating ball bearing guide is ideal for X, Y and Z movements. The resilient slide, with quiet spindle operation, is ideal for Z movements or guided linear movements in any mounting position.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





