Flow-Fasteners for HVAC Assembly Challenges
Flexibility should be of utmost importance when selecting an assembly joining system.
Component tolerances such as deviating positions, hole locations, material thickness, layer gaps, screw length tolerances or structural differences have a significant role in ensuring high screwdriving quality.
HVAC products and services offered to the consumer come with little to no room for revamping. As the cost of energy continues to rise, manufacturers have come under pressure to meet production goals, such as reducing energy usage, maintaining occupant comfort, and sustaining high levels of energy savings throughout the year. Even modern HVAC systems lose operational efficiency after installation because of improper manufacturing and installation techniques. Duct leakage is a major contributor to the rising cost of energy; air inside of the duct under positive pressure will leak out of the Pittsburgh/Snap lock seams, from the slip, drive or TDC connector joints, or out of wall penetrations from damper rods. This leakage causes two problems: one is when air leaks out of a duct system, some areas will be short of airflow. Secondly, this lack of air can cause overheating in the summer and an inability to heat in the winter. If the ductwork is not designed or assembled properly, leakage rates up to 25% can be expected. A solution is advanced flow fastener assembly. This process has already been proven through the automotive and white goods industries and ensures the quality of the fastener is maintained under intense conditions.
Fasteners require an assembly system that realizes the importance of creating a stable joint while protecting the fastener during the feeding and installation process. The specially formed tip of the flow fastener generates frictional heat under high pressure and at high speeds, creating a flow path in materials, which have not been pre-drilled. At the start of the process, high rotation rate and pressure heat soften the material through friction. The softened layers are stretched into a funnel and multiple threads are formed at reduced speed. The treads created are a common pitch and can accommodate a standard metric screw, if repairs ever need to be carried out. The next step is the pre-tightening of the screw until head contact is made and then the final tightening of the fastener to the preset parameters of torque and angle. The entire process takes less than one to two seconds (depending on fastener type and material combination).
Additionally, conventional fastener components such as nuts are not required because the assembly penetrates and forms the thread for the screw, allowing it to set securely. This process not only enables the connection of sheets of varying materials and/or thicknesses, but it also offers clear advantages concerning processing cost and time. This joining process in applications with fluctuating tolerances and different components can cause challenges for conventional assembly systems.
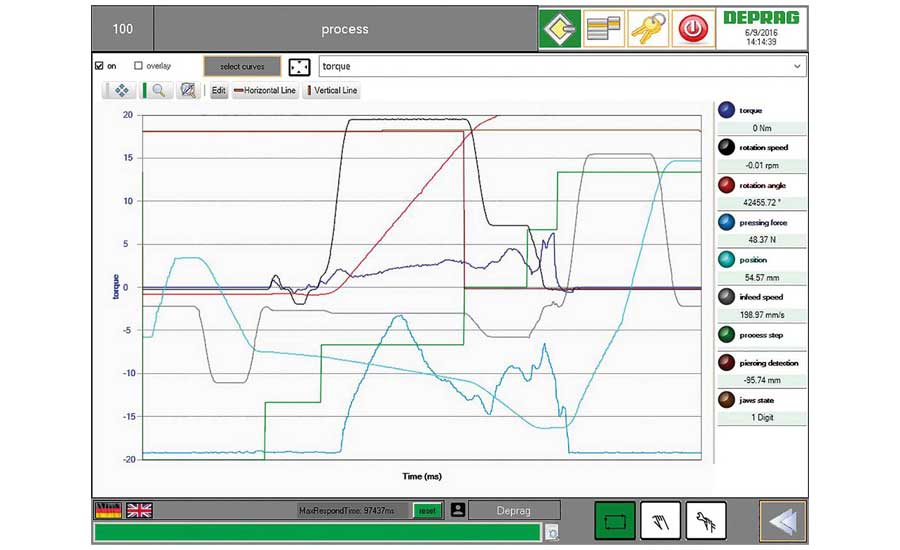
Component tolerances such as deviating positions, hole locations, material thickness, layer gaps, screw length tolerances or structural differences have a significant role in ensuring high screwdriving quality. Current solutions on the market for screw assembly systems respond to these parameters with separate determination for each screw position which is time-consuming. This prior-generation equipment provided the stroke movement and down-force by an air cylinder with a proportional valve. The behavior of the compressed air prevented individual processing steps from being followed with any accuracy. There is a danger that if the screwdriver speed or pressure is reduced too early, the funnel is not fully formed, and a heightened drilling torque could destroy the screw or the component. Any delay in the transition could damage the newly created threads— compromising the joint altogether.
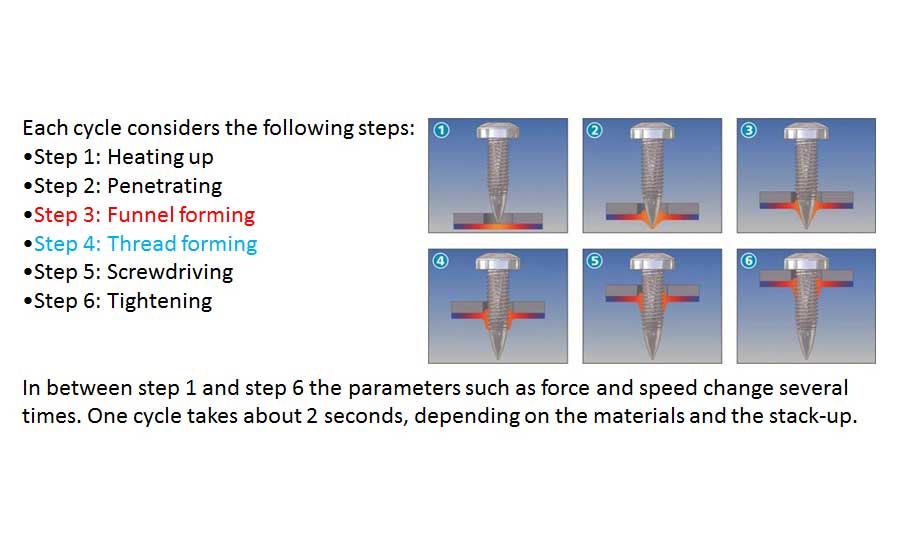
The entire process takes less than one to two seconds (depending on fastener type and material combination).
Another problematic issue is the feeding of the fastener. Generally, a screw is fed through a feed-hose with the “tip” first and “head” last. Since the tip of these flow-fasteners is needed to pilot into the material, damage by tooling or premature touching of the part is possible. So, the perfect solution is a feeding system that feeds the fastener head first and orients it at the last moment. Keeping in mind that materials and fasteners often change as the requirements for product changes, it is necessary for conventional assembly systems to be rebuilt from the ground up. That is expensive and time-consuming.
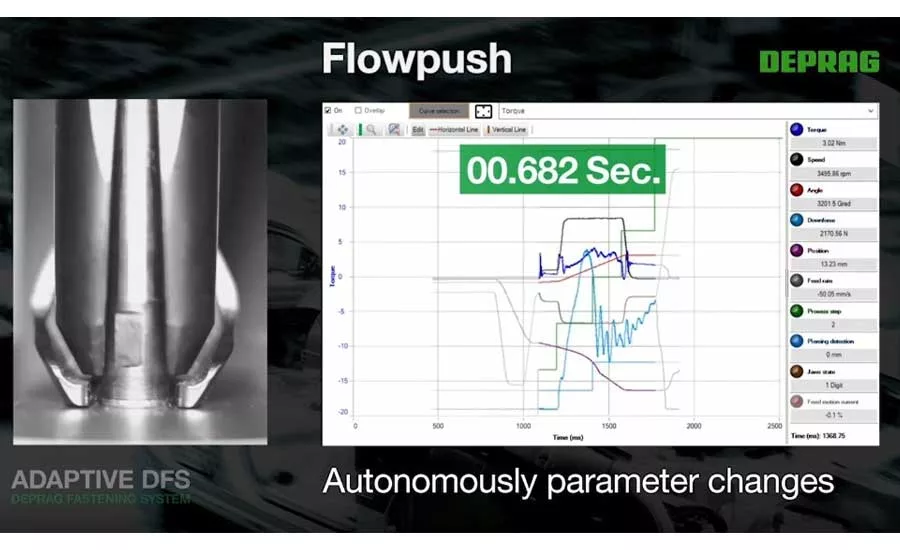
A much better solution would be an assembly system that can quickly and flexibly adjust to handle a different fastener, different parameters, and different materials. Using an earlier generation of assembly system requires a lot of engineering involvement, such as parameter input, parameter change, adjustments to cylinders, air, etc. If an assembly system is used, that is adaptive where the adjustment is made automatically, then less time is spent on setup and maintaining the screwdriving system.
The communication between a twin-closed-loop system allows the automatic recognition of the penetration of the material layers.
An ideal assembly should use a “closed loop” and adaptive assembly unit that combines EC-Servo screwdriving technology with EC-Servo stroke technology. The communication between a twin-closed-loop system allows the automatic recognition of the penetration of the material layers—independent of the material- or screw-tolerances. Such control could continuously evaluate the relevant feedback from the control modules and automatically optimize the process. This could be done by adjusting the process variables such as contact pressure, feed-rate, stroke distance, and speed. The system also ensures the ideal processing parameter, which means:
- parameters are reliably put into action during each screwdriving cycle
- the connecting parts and fasteners are exposed to the least possible stress.
Costly- and time-consuming parameter adjustments, quality inspections, and joint analysis process-testing could be reduced to a minimum or eliminated. Expensive and extensive repair procedures that are caused by inaccurately formed holes, jammed screws, or ruined threads would be kept to a minimum. It is recommended to pre-feed the next fastener to some distribution hub, while the system is processing the current fastener. Such an assembly system should be optimized to allow for the shortest possible cycle time. It is recommended that a precise joining will always be maintained by the assembly system to conform with the screws’ thread-pitch.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Taking into consideration the need to have short feeding cycles, a screw preload feature (buffer) would optimize the cycle time. Another crucial feature must be an ergonomic, and intuitive operator interface (HMI). The ideal system should have detailed recordings of all processing parameters, processing analysis, screwdriving results, and offer complete process-documentation for download. It should also offer extensive parameterization of the assembly settings and results; thereby ensuring that all screw positions can be accurately accessed. Modular construction in connection with some quick-change adaptation would make the assembly system especially maintenance-friendly.
Flexibility should be of utmost importance when selecting an assembly joining system, and a choice of robot mounting either on the rear of the assembly equipment or on top should be possible.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



