Troubleshooting the Stripping and Crimping Process
Simple error-proofing steps can help avoid big headaches.
Fully and semiautomatic wire crimping machines can greatly increase quality and productivity if they are set up and run properly. Photo courtesy Schleuniger Inc.
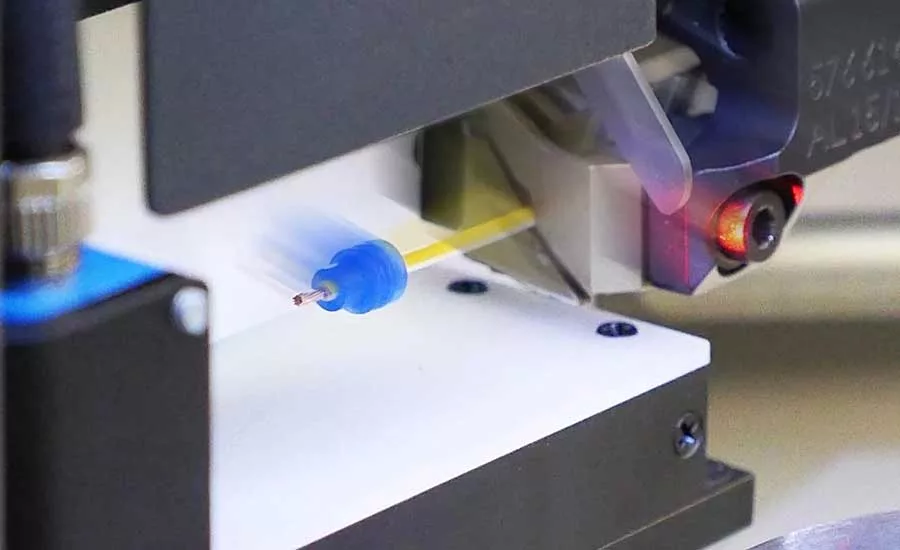
This camera takes a picture of a processed wire end while it’s in motion. Photo courtesy Schleuniger Inc.
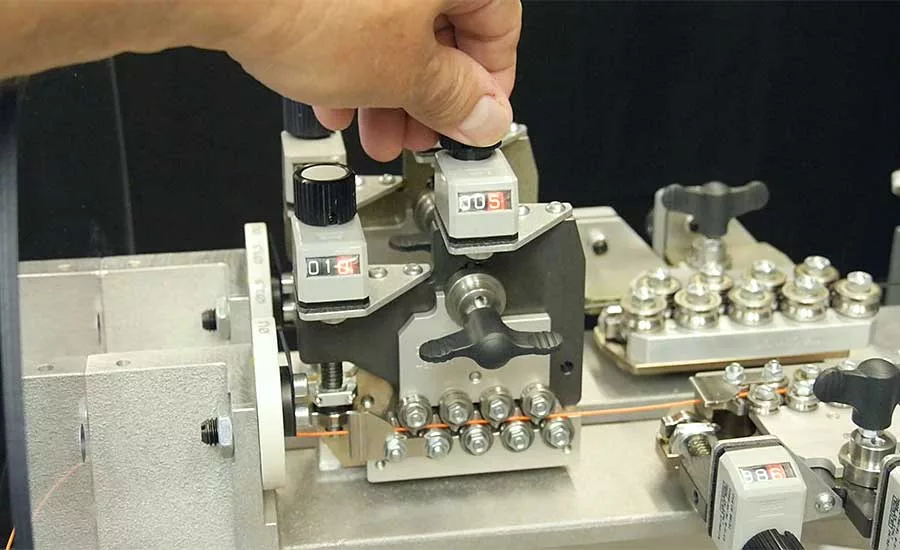
Wire straighteners can eliminate problems caused by curling. Photo courtesy Schleuniger Inc.

Even the most advanced equipment in the world can be susceptible to problems if it isn’t programmed correctly. Photo courtesy Schleuniger Inc.

Small wires tend to be more challenging for semiautomatic or automatic stripping applications. Photo courtesy Schleuniger Inc.
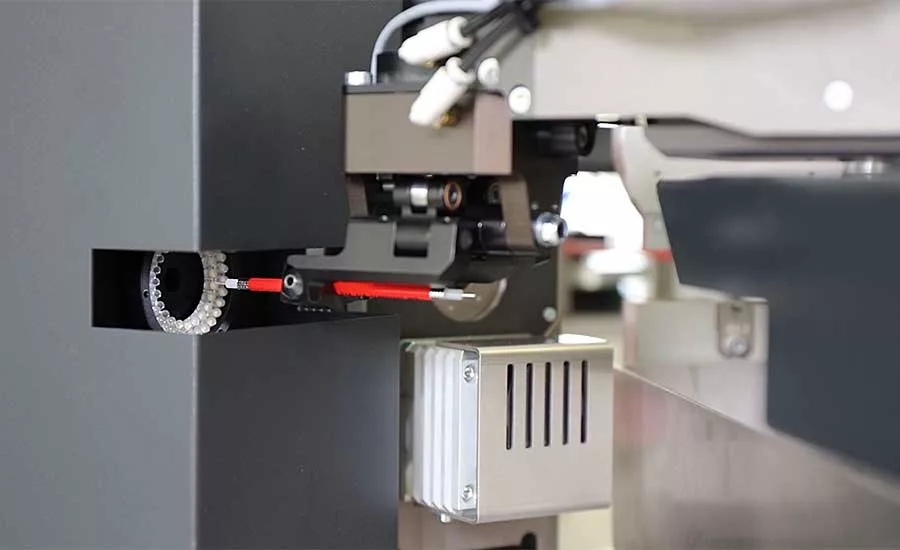
This camera system inspects 360 degrees around all sides of a cable. Photo courtesy Schleuniger Inc.
Fully and semiautomatic wire processing machines can greatly increase quality and productivity—if they are set up and run properly. But, as the great Scottish poet Robert Burns reminds us, “The best laid plans of mice and men often go awry.”
State-of-the-art equipment can process wire and cable faster, more consistently and cost-effectively than ever. Features include blades and lasers that quickly cut and cleanly strip different size wires, operator interfaces that easily integrate with marking systems, and wireless communication that regularly updates software and processing programs.
However, even the most advanced equipment in the world can be susceptible to problems if it’s not set up or programmed correctly. Some simple steps can help reduce errors and eliminate waste, while improving productivity, throughput and quality.
Wire Stripping
Many types of wire stripping errors can occur with semiautomatic equipment. For instance, how fast or how slow an operator feeds wire into a benchtop stripping device can lead to errors if they’re not consistent.
The type and size of wire being used can also make a big difference, especially if it’s old and has been sitting around for a long time.
“Smaller wires, such as 26 to 30 AWG, tend to be more challenging for stripping,” says Rob Boyd, senior product manager at Schleuniger Inc. “Bent or curled wire that is old and near the end of a spool can be difficult to control. It’s more difficult to insert wire into the machine and have it strip cleanly.
“Many wire machines work with sensors,” explains Boyd. “If a wire is curled, after it’s sensed, the gripper can move it out of the way or the blade can cut the insulation on an angle instead of a nice, straight 90-degree cut.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
“If there’s a lot of curl in the wire, it’s more difficult, because all machines are designed with the idea that the wire is going to be straight,” Boyd points out. “Sometimes, when wire comes off a spool, it will wrap around the blade. Although many machines are equipped with wire straighteners, they can only do so much.”
For larger wires and cables, concentricity is a big factor. As a rule of thumb, thicker insulation is typically better for stripping applications.
“The machine assumes that the insulation dimensions will be consistent all the way around the cable or wire,” says Boyd. “If the electrical conductor is nonconcentric and is floating from side to side, when the blades cut in, it might nick strands.”
According to Boyd, aluminum wire is more challenging to process than copper. “Aluminum is very brittle, which can cause problems with cutting, stripping and crimping,” he explains. “Copper is a lot harder and can withstand more abuse before it’s damaged or breaks off.
“Typically, processing aluminum is more difficult,” claims Boyd. “Because aluminum is so soft, it flakes off a lot on cutting blades. That can cause a buildup of very fine dust particles that will coat the blades. As a result, blades need to be changed more often with aluminum than with copper.
“Because aluminum is more fragile, it cannot be touched with stripping blades,” says Boyd. “And, because aluminum is softer than copper, it’s possible for insulation to bond to the conductor, which could potentially tear off a strand of wire.
“Mixing aluminum and copper is not a good idea,” warns Boyd. “If your machine is running aluminum, you don’t want it to also run copper. If flakes of aluminum and copper start to mix and oxidize, bad things will happen, due to a chemical reaction caused by metal degradation.”
Crimping
Whether it’s manual, semiautomatic or automatic, numerous issues can also affect the quality of crimping applications.
Precise positioning of the wire conductor, stranded or solid, in the terminal is crucial for a quality crimp. The wire should extend all the way into the barrel. If the strip length is too short, there won’t be enough conductor for the barrel to grip. If it’s too long, there won’t be enough material for an insulation barrel to grip. Either way, the strength and the conductivity of the joint will be compromised.
Failure to place all strands of a stranded conductor in the barrel may result in “strands out,” a term that refers to strands that are neither cut off nor in the crimp area. If strands have fanned out, not all of them will make contact with the connector and be available to conduct current.
The individual strands, once isolated, can easily break off. As little as 10 percent strands out can be difficult to detect using traditional crimp force monitors.
Depending on the type of application, some terminals also work better than others.
“In closed-barrel crimping applications, terminals designed for automatic processing have a lead into the crimping area,” explains Boyd. “When the wire is going into the end of the terminal, there’s no straight surfaces that the conductor strands can interfere with.
“Open-barrel crimping applications can also be challenging,” claims Boyd. “In manual processes, the operator can lay the wire down into the bottom of the terminal and hit a foot pedal.
“With an automatic machine, the wire has to come in above the terminal and then get dropped down during the crimping process,” adds Boyd. “The tooling and the feed have to be better. Everything in that system has to be more accurate.”
“Despite what some people think, there is a difference between benchtop and automatic wire processing,” notes Boyd. “Sometimes, customers assume they can go from a benchtop device to an automatic machine with the same applicator and the same terminals. But, that’s not always the case.
“Small wires tend to be more challenging to crimp, because you need much more precision to get the wire placed consistently each and every time,” says Boyd. “Without more rigid insulation, small wires can bounce around. For instance, small-gauge PVC tends to stretch and retract, so holding tolerances can be more challenging.”
Quality Control
A variety of quality control and error-proofing tools are available for semiautomatic and automatic wire processing applications, such as monitoring devices.
Bar code scanners can ensure that operators use the right material on the right machine at the right time. Crimp force, crimp height and pull-test devices can ensure that those parameters are correct before running a job. Material change detection sensors will ensure that operators replace the correct wire spool or terminal reel when they’re in the middle of running a big job.
Error-proofing tools are also available to eliminate mistakes, improve quality and ensure that wire processing machines operate consistently. For instance, basic wire straighteners can eliminate problems associated with curling. In addition, more advanced technology based on state-of-the-art software, sensors and vision technology can improve productivity.
SmartDetect is a quality monitoring option for Schleuniger CrimpCenters. The sensor-controlled system monitors the complete stripping process in real time and detects any contact between the stripping blade and the conductor. This allows for improved production quality without sacrificing performance.
WireCam monitors stripping results and certain properties of positioned seals. A camera takes a picture of the processed wire end while it’s in motion. Based on a two-dimensional top view picture, software inspects each single wire end and compares it with a reference image in real time.
Schleuniger’s CoaxCenter 6000 is equipped with QCam 360, a camera system that checks the cable ends. It inspects 360 degrees around all sides of a cable. Reject parts are sorted out immediately and automatically reproduced.
However, despite new technology, the best way to ensure that wire processing machines are set up and run correctly is operator training. That’s why Schleuniger developed S.University, an online learning platform that can be assigned to individual operators.
“Operator training is critical,” says Boyd. “Everyone should learn how to set up machines, how to use them properly and how to troubleshoot. All operators should realize that this involves more than just sticking the end of a wire into a machine. They should be able to easily identify what constitutes a good strip or crimp vs. a bad one.”
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!








