Cryogenic Deflashing Improves Medical Molding Projects
WORCESTER, MA—Nitrofreeze Cryogenic Solutions is providing medical molders with a rapid, consistent, and cost-effective alternative to hand trimming molding flash.
Cryogenic deflashing is an automated, computer-controlled batch process that removes flash from molded parts at the same time. The process can treat 10 parts or thousands of parts. The process will not change part tolerances or surface finish, is faster and more consistent than hand trimming, and is safe for medical plastics and silicones.
During cryogenic deflashing, batches of molded parts are cooled below the polymer’s glass transition temperature so that the flash becomes hard, brittle and easy to remove. The parts are then blasted with a specified cryogenic-grade polycarbonate media that comes in different diameters to meet part-specific challenges. The process is especially efficient at removing flash from cross-holes, blind holes, and other geometries that are hard to reach with hand tools.
“We’ve successfully removed mold flashing from products that include PEEK implants, polypropylene surgical caddies and silicone gaskets,” said Ryan M. Taylor, the company’s assistant general manager.
The process can be used on injection molded, extrusion molded and compression molded parts. Most rubbers, plastics and composites have been successfully processed with cryogenic deflashing. Common materials include silicone rubber, FKM, EPDM, neoprene, LSR, fluorosilicones, ABS plastic, PEEK, Delrin and other acetals, nylon, PPS, HDPEs, PEIs, polypropylene, zinc and polycarbonate.
Parts are loaded into a parts basket. Then, a cryogen, such as liquid nitrogen, is used to cool the workpieces. Once cooled, the parts are tumbled and blasted with media pellets, ranging size from 0.006 to 0.08 inch. In some instances, cryogenic deflashing does not utilize a blasting action, relying instead only on the tumbling of the parts to remove flash on the outer edges.
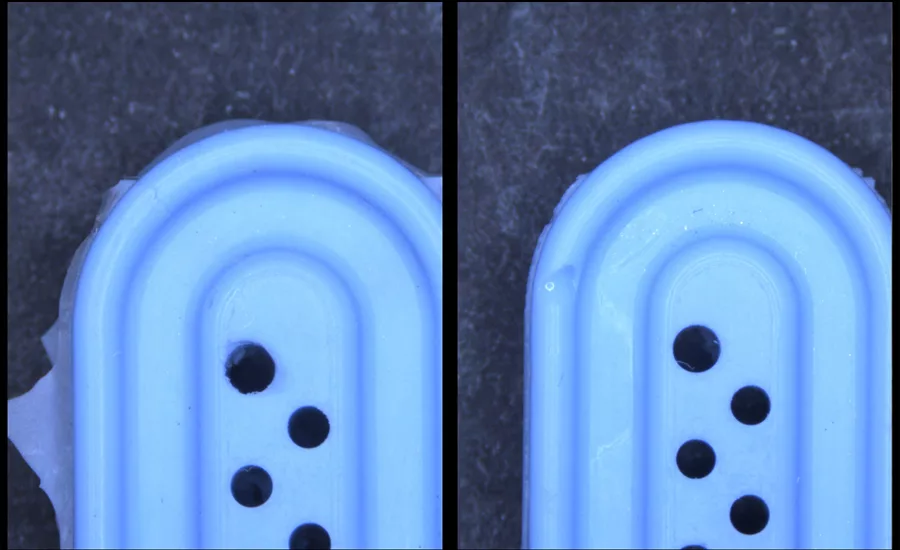
When a medical molder needed to deflash silicone handles, Nitrofreeze saved the company over six hours of deflashing labor for every 1,000 pieces. The molder had tried buffing and trimming, but these labor-intensive techniques took upwards of 20 seconds per part. With volumes of 3,000 to 4,000 parts per release, the molder chose cryogenic deflashing instead of other alternative technologies. Although flashing stood as tall as 0.036 inch in some areas, Nitrofreeze achieved a tight flash tolerance of only 0.005 inch.
For more information, visit www.nitrofreeze.com.Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



