Presses Produce Plastic Cards
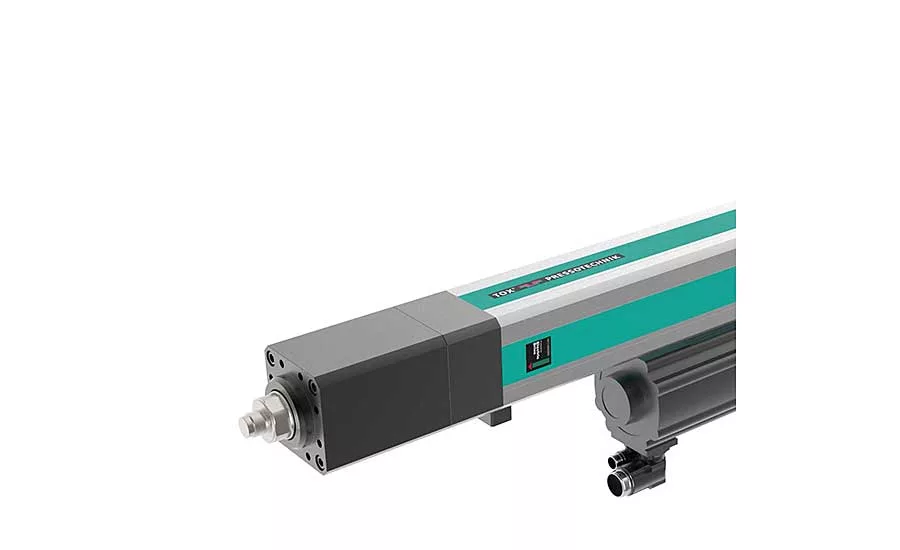
TOX servo presses are designed for highly dynamic processes. Power is transmitted from the servomotor via the planetary drive. Photo courtesy TOX Pressotechnik
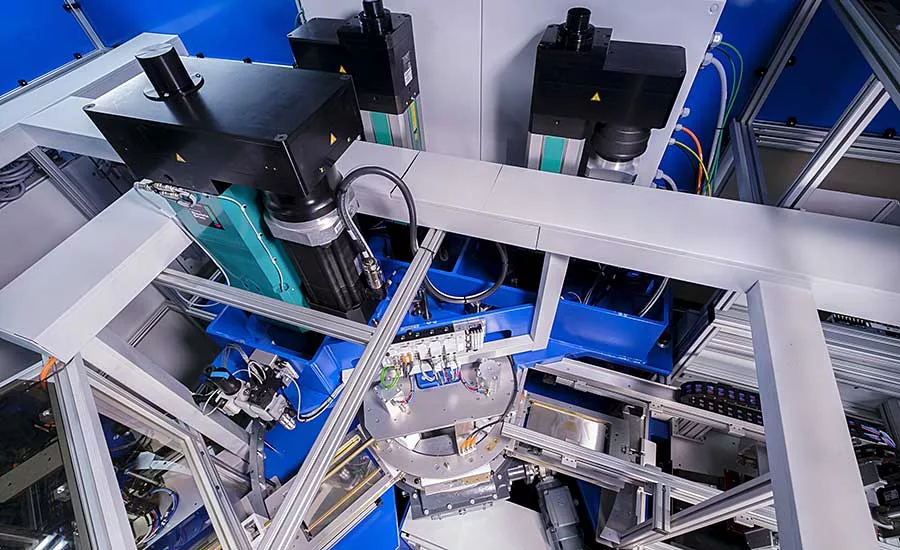
Three servo presses are installed in the laminator: two in the heating presses and one in the cooling press. Photo courtesy TOX Pressotechnik

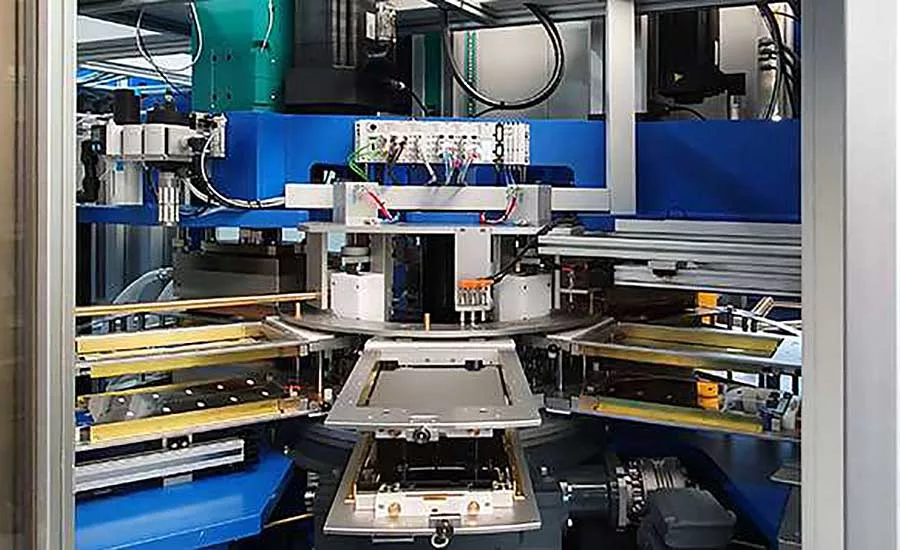
The system can produce 2,000 cards per hour. Photo courtesy TOX Pressotechnik
The servo presses are quieter and more economical to operate than pneumatic presses. Photo courtesy TOX Pressotechnik

Tiepner designed this card manufacturing system to be run by one person in a three-shift operation. Photo courtesy TOX Pressotechnik
Everyone has lots of them: credit cards, customer cards, membership cards. Even driver’s licenses and identity cards have long been produced in the ID-1 format, the international size standard for credit and debit cards. It’s impossible to imagine everyday life without stacks of these plastic cards fattening one’s wallet.
Based in Dietfurt, Germany, Tiepner GmbH has been manufacturing tools and machines for welding plastics for more than 40 years. The company’s clientele ranges from automotive suppliers to medical device manufacturers. The company also manufactures automated laminating systems for producing credit cards, debit cards and other plastic cards.
Considering they have no moving parts, these cards can be surprisingly complex. They consist of several foil layers, which can contain different features, such as embossing, chips, magnetic strips, safety features, holograms or RFID and memory modules.
Tiepner’s systems are customized for each customer’s specific requirements, but the basic manufacturing process is the same: collating the foil, laminating, punching and finally checking the completed cards. The core element of each Tiepner system is the laminating unit, which relies on servo presses from TOX Pressotechnik GmbH & Co.
First, up to eight different foils can be collated automatically from a sheet or reel, and stacked on top of each other. The precise alignment of one above the other through printing registration is ensured by machine vision system. Each foil layer contains specific modules and features, depending on which card is being produced. The foil booklet is then handed over to the lamination unit, which joins this foil stack irreversibly.
A rotary indexing table forwards this collated foil booklet to the heating press, consisting of two heated punches—one at the top and one at the bottom—that can be heated to up to 200 C. The heated press softens the plastic foils and joins them together. Then, a cooling press is used to lower the temperature of the assembly and stabilize the plastic.
The lamination process occurs at cycle times of 18 seconds. The system then forwards the laminated package to the punch. At the end of the process, the punched cards are checked for size accuracy, surface quality, RFID function and other features, before they are stacked in a magazine.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Electricity Instead Of Compressed Air
“We have always used the TOX Power Packages for the lamination process, because they are reliable and robust,” says Christian Höltge, CEO of Tiepner. “But we have now replaced the Power Packages operated with compressed air with the TOX Electric Drive in a new machine. It is the first system with electromechanical press drives, which have many advantages for this application.
“These press drives can be set precisely and work more accurately. Above all, they are quieter, which is particularly appreciated by employees. Furthermore, the data can be read and analyzed. For example, we can create force-displacement processes and evaluate performance data for quality control and traceability.”
System operation has also improved with the TOX electric modules, says Höltge. Not least, the overall system has become more economical to operate, since expensive compressed air is no longer needed.
Three TOX electromechanical servo presses are installed in the laminator: two EX-K drives with planetary threaded spindles in the heating presses and one EPMK drive with sensors for force and position measuring in the cooling press. These drives are designed for highly dynamic processes. The power is transmitted from the servomotor via the planetary drive and the planetary threaded spindle to the working piston and consequently the tool. TOX supplies the electromechanical power modules as units that are preassembled and ready for connection.
“We have had good business relations with TOX Pressotechnik for more than 20 years,” says Höltge. “Cooperation is always straightforward and smooth, and we have a designated contact, who will provide support immediately as required.”
With the current system, Tiepner has realized the most technically complex card production system to date. The machine is approximately 8 meters long, 5 meters wide and 3 meters high. It is designed to be run by one person in a three-shift operation. It produces 2,000 cards per hour, each one precisely 85.6 millimeters long, 53.98 millimeters wide and with rounded off corners.
For more information on electric, pneumatic and hydropneumatic presses, click https://us.tox-pressotechnik.com.
MORE FROM ASSEMBLY ONLINE
For more information on assembly presses, visit read these articles:
Clinching for Electrical Assemblies
Clinching for Sheet Metal Assembly
Assembly Presses for High-Force Applications
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






