Next-Generation Line Layouts Improve Efficiency

Traditionally, cars and trucks are built bumper-to-bumper on linear assembly lines.
For decades, automotive manufacturers have used the same basic production process. Whether it’s a luxury sedan, a sports car, a sport utility vehicle or a pickup truck, they’re all mass-produced the same way on a linear assembly line.
Vehicles typically ride down chassis and trim lines bumper to bumper as assemblers install various components at multiple workstations. Many assembly lines snake through factories in an S-shape. This type of layout minimizes floor space and maximizes material flow, ensuring efficient line-side parts delivery.
That’s how things have been done in the auto industry for more than 100 years, ever since Ford Motor Co. pioneered the concept at its Highland Park, MI, factory. However, many of the processes have been refined along the way, due to innovations in conveyor technology, material handling and production tools.
Improvements such as automated guided vehicles (AGVs), moving platforms, skillet conveyors, andon boards, just-in-time delivery and parts kitting have maximized throughput and boosted quality.
But, a new way of thinking is now emerging. Engineers at automakers such as BMW, Ford, Tesla and Toyota are experimenting with assembly line layouts and factory workflows that are designed to improve production, minimize waste and reduce complexity.
BMW calls its idea a “finger” structure. Ford has developed an “assembly tree.” Tesla refers to its method as “unboxed” assembly, while Toyota has deployed a “bias chassis” line. Each of these new-age approaches has pros and cons.
Old-School Thinking
Back in 1914, a Model T required 45 assembly operations on the world’s first moving production line. Vehicles travelled 327 feet down three parallel chain-driven conveyors.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
While cars are much more complex today, they’re still mass-produced throughout the world in a similar fashion on flow lines.
“Most auto assembly plants follow a linear line layout, but it’s not always one long, perfectly straight line,” says Art Smalley, president of the Art of Lean Inc. “A modern plant has sections and subsections, including body shops and final assembly lines.
“Within those there are trim lines, chassis lines, subassembly feeds and marriage stations where a painted body is joined with a chassis and power train,” explains Smalley, a former engineer at Toyota Motor Corp. “In older facilities, the line often snakes around to fit the space, but the principle is still bumper-to-bumper flow.”
According to Smalley, this production method provides numerous benefits, including flow efficiency, which minimizes wasted motion and handling, and material delivery, which is designed so that AGVs, forklifts and tugger trains can feed parts consistently along the sides.
Other benefits include standardization where vendors and logistics systems are built around this format; scalability, which makes it easy to balance takt time and calculate capacity; and space utilization, because long, mostly linear layouts fit big rectangular buildings well.
“Nose-to-tail assembly lines provide synchronization with takt, because each car moves at the same pace,” says Smalley. “They also provide visual control. Stoppages and gaps stand out immediately, reinforced by an andon system that lets workers call attention to problems in real time.
“If one station stops, the whole line backs up quickly, forcing fast problem solving,” Smalley points out. “Designed zones and fixed stop positions give workers a repeatable rhythm and standard reach distances.”
“The basic assembly line layout persists because Ford’s fundamental concept still works effectively,” adds Dan Sullivan, senior advisor at TBM Consulting Group. “The beauty of the assembly line lies in its ability to divide labor, allowing work to be performed at variable speeds through workstations or pitches. This creates opportunities to add value systematically, while maintaining the right speed, pace and timing.
“The automobile itself hasn’t fundamentally changed in its basic structure—it still has four wheels, front and rear passenger seats, and similar mechanical attributes,” explains Sullivan, a former engineer at Nissan Motor Manufacturing Corp. “This consistency makes it naturally conducive to division of labor and value addition along a conveyance system.

Automobiles have been mass-produced the same way for decades. This view from 1935 shows the Packard Motor Car Co. assembly line in Detroit. Photo courtesy National Automotive History Collection, Detroit Public Library
“What has changed are variations of the theme rather than the core process,” says Sullivan. “Modern innovations like fingers, subassemblies and door-to-door vs. nose-to-tail configurations are all variations designed to improve access, flexibility, isolation of variation and automation integration. These modifications all serve the same fundamental goal: return on invested capital.
“The automotive industry remains the manufacturing model that others try to emulate,” claims Sullivan. “No other industry has matched automakers’ ability to manage variation at such low cost and high quality over time with minimal margins. This excellence drives continuous improvement, making automotive manufacturers increasingly sophisticated while maintaining the proven assembly line foundation.
“The core challenge has evolved from [the Model T] era when every car was black and every model was the same to today’s infinitely more complex supply chain mechanics and variation management requirements,” says Sullivan. “However, the fundamental principle of moving workpieces through stations at controlled speeds while adding value remains optimal.”
Layout Matters
Automakers continue using nose-to-tail assembly processes primarily because it's difficult to change established habits. While alternative approaches like perpendicular (door-to-door) positioning exist and can save space, they must still provide appropriate access and density for both manual labor and automation.
According to Sullivan, space and investment considerations drive many layout decisions. He says traditional nose-to-tail positioning typically requires 28 to 30 feet of pitch (center-to-center workstation distance) for an 18-foot vehicle to allow front, rear and side access.
Conveyors cost thousands of dollars per foot, and longer conveyor systems require more maintenance, making space efficiency crucial for return on invested capital.
“The nose-to-tail method provides systematic access optimization,” claims Sullivan. “Different work requires different access points: underbody work necessitates lifting or tilting vehicles, left-hand work requires left-side access, engine compartment work needs front access and trunk work requires rear access. The linear layout naturally accommodates these varied access requirements.
“Door removal strategies have evolved within the traditional framework to improve access,” says Sullivan. “Doors are typically removed early in the process and reinstalled late, allowing workers to move freely in and around the vehicle rather than navigating around half-open doors. This modification improves both time efficiency and quality, while maintaining the basic nose-to-tail structure.
“The traditional layout remains effective because it provides a proven framework for managing the complex choreography of automotive assembly, where workers must function ‘like surgeons in an operating room,’ remaining at their stations while materials and tools are brought to them,” explains Sullivan.
Competition is the primary driver forcing automakers to rethink assembly processes today. An expanded competitive landscape requires constant sensitivity to cost control, capital efficiency, labor optimization and automation balance.
“The industry faces a critical capability gap: No manufacturer has successfully built gas-powered and EV-powered vehicles under the same roof,” claims Sullivan. “This limitation represents a game-changing opportunity. Companies that master this flexibility will have significant competitive advantages in unpredictable markets.
“Market unpredictability demands greater flexibility,” says Sullivan. “Companies have learned that betting entirely on EV transitions while abandoning gas-powered capabilities can lead to substantial losses when market adoption doesn’t meet projections. The F-150 Lightning illustrates this challenge. Ford tooled up for EV production, but failed to achieve anticipated sales volumes.
“Competition ultimately drives toward the lowest cost producer delivering the highest quality with products the market actually wants, not products the market is told to accept,” warns Sullivan. “This fundamental pressure requires continuous process innovation and adaptation to maintain competitiveness in an increasingly complex global marketplace.”

Lean manufacturing initiatives have enabled automakers to minimize wasted motion and maximize the efficiency of linear flow. Photo courtesy Toyota Motor Co.
A New Production Philosophy
Electric vehicle technology is giving automotive engineers an opportunity to re-evaluate how cars and trucks are assembled. That’s because EVs are less complex than gas-powered vehicles and contain fewer parts that need to be joined together.
Traditional power trains have as many as 2,000 electromechanical parts, including air ducts, belts, brackets, clamps, clips, gaskets and hoses. Electric drivetrains have as few as 20 components, because exhaust and fuel systems are unnecessary.
An EV motor typically has about 20 moving parts vs. 200 or more in an internal combustion engine (ICE). As a result, assembling a battery-powered vehicle involves approximately 30 percent less effort than a comparable ICE model. With fewer parts, EVs require up to 40 percent less labor than gas-powered cars.
Fewer components and fewer difficult-to-handle flexible parts, such as hoses, also means that automakers can use more automated equipment on their assembly lines. This represents a significant change to an industry that has spent more than 100 years fine-tuning complex production strategies to the highest degrees of efficiency.
In addition, artificial intelligence and digital twin technology enable manufacturers to design, simulate, operate and optimize assembly lines and production processes. Using those tools, engineers can lay out factories more efficiently than ever.
The automotive industry’s migration to large castings is also transforming the way that vehicles are put together. Whether it’s called gigacasting, megacasting or unicasting, the process uses high-pressure aluminum diecasting to produce large parts.
The goal is to eliminate and consolidate as many processes as possible to end up with a three-part modular structure consisting of a front, middle and rear section. Large castings can eliminate hundreds of stamped and welded metal parts, enabling automakers to reduce complexity and save production time.
“Megacasted single-piece machines present an opportunity for OEMs to significantly reduce the presence of robots and manual labor in their traditional car body plants,” says Edwin Pope, principal analyst for automotive lightweighting at S&P Global Mobility. “Done correctly, gigacasting can theoretically slash per-unit manufacturing costs by eliminating the welding of dozens of body parts by casting one single module.”
Because electric vehicles require fewer parts than traditional ICE products, new or modified assembly line layouts appeal to automotive engineers.
“EVs enable simpler layouts, though the advantage is better described as ‘less complex’ rather than ‘easier,’” explains TBM’s Sullivan. “They require fewer people and less sophisticated material replenishment, which allows layouts that don’t need the multiple densities required for cost-effective traditional vehicle production.
“Reduced material complexity creates opportunities for layout optimization,” notes Sullivan. “With fewer parts and less complex material counts, the mechanics of material replenishment become less sophisticated and demanding, requiring layouts that aren’t as creative or complex as those needed for traditional vehicles.
“However, this advantage is often negated by feature proliferation,” says Sullivan. “Automotive manufacturers rarely produce truly ‘vanilla’ versions of their products. Instead, they start with a core platform and add features, color variations and choice variations, which progressively increases complexity. This addition of options requires the same variation management techniques used in traditional vehicles, such as subassembly lines.
“The core principle remains unchanged: variation management,” claims Sullivan. “Whether the vehicle is battery- or gas-powered, the fundamental challenge is managing the variations customers demand while maintaining efficient production flow. EVs may start with simpler base requirements, but market demands for customization will quickly restore complexity levels similar to traditional vehicles.
“The key advantage of EVs lies in starting with a simpler foundation,” says Sullivan. “Like building very plain, vanilla automotive products, EVs provide a cleaner base from which to manage inevitable variations, potentially allowing more efficient isolation and management of complexity as it’s added to meet market demands.”

Automakers are developing new assembly processes that combine front, middle and rear modules. Photo courtesy Toyota Motor Co.
Tesla Thinks Outside the ‘Box’
In 2023, Elon Musk announced that Tesla engineers had developed a new way to mass-produce electric vehicles. He claimed that the “unboxed” system would reduce EV production costs by 50 percent, while reducing factory space by 40 percent.
Tesla’s new process focuses on eliminating linear assembly lines and producing more subassemblies made out of large gigacastings. The process divides a vehicle into three main parts: a front, middle and rear structure.
Key features include a structural battery that also serves as the vehicle’s floor. Seating and interior modules, which sit on top of the battery pack, are inserted through a big hole in the bottom of the body to improve throughput and address ergonomic concerns.
According to Lars Moravy, vice president of vehicle engineering at Tesla Inc., this enables operators to do things in parallel. It will result in a 44 percent density improvement and a 30 percent improvement in space-time efficiency, which reduces final assembly line by 10 percent and makes automation easier to implement.
Moravy recently provided an update on the unboxed assembly concept during a keynote session at a Tesla owners event in San Mateo, CA.
“A car is built around a human,” explains Moravy, a former Honda engineer. “But, when you’re assembling it, you have this big void of space inside. When you watch a car go down the line, it’s mostly filled with air.
“The computer industry builds subassemblies in layers, such as printed circuit boards that are then put into a case,” says Moravy. “All of the subassembly lines come in like arteries to fill a small main line. We said ‘why can’t we do that with cars?’
“A lot of people said ‘the structure must go through the A-pillar’ or ‘it won’t be able to support a crash,’” Moravy recalls. “Others said ‘you won’t be able to get the precision.’
“We said ‘those aren’t reasons, they’re challenges,’” says Moravy. “We recently conducted a crash test and [everything] came out great.
“The advantage [unboxed assembly] will give us is speed, because we can get more people or robots working on any part of a car at the same time,” claims Moravy. “Instead of having a long main assembly line with more than 150 workstations, we only have about 25 stations. That means we can build cars at a rate that is super quick.
“I’m excited to see if we can make [it] work,” says Moravy. “So far, so good.”
According to Munro & Associates, which has performed tear downs and analyzed many Tesla models, “the real savings will be realized in final assembly. That’s because trim lines are riddled with ergonomic issues—particularly when an operator has to go inside a car to install a headliner or a wiring harness. Tesla has already eliminated some of those problems by getting rid of the floor, which allows workers to stand under the vehicle instead of having to get inside in a crouched position.

Structural batteries serve as the floor of electric vehicles assembled with modules. Photo courtesy Tesla Inc.
“It will enable operators to work faster. It also opens up the opportunity for swarm assembly, where five or six people can be working in the same area at the same time vs. only one or two people, because of crowding issues.”
Tesla’s new assembly process will be similar to the way that aircraft are produced with forward, center and rear fuselage subassemblies that are joined together. By working on thirds of a vehicle at the same time, automotive assembly should, theoretically, go much faster. However, cars have much faster takt times than airplanes, so problems could arise.
According to some observers, the unboxed concept wouldn’t work well with traditional ICE vehicles, because many systems span the length of a car, such as fuel lines and exhaust systems. The amount of connections needed are more numerous and harder to compartmentalize.
“Elon Musk rattled automotive circles with his suggestion that he would replace assembly line manufacturing with a more modular approach to producing EVs,” says Jim Schmidt, vice president of the automotive practice at consulting firm Oliver Wyman Group. “This left many auto executives wringing their hands over whether to follow or help lead this bold departure from the 111-year-old manufacturing process that came to define the industry.
“But, legacy automakers have a fine balancing act to maintain,” explains Schmidt, who heads up the Harbour Report, an annual benchmarking study that examines the productivity and performance of automakers worldwide. “There’s an ‘if it ain’t broke, don’t fix it’ mentality in the auto industry. Traditional processes are efficient and work well. Automakers have spent many decades improving and enhancing a tried-and-true production method.
“Unlike Musk, companies such as General Motors and Volkswagen make both electric and ICE vehicles,” notes Schmidt, who has visited numerous auto plants around the world. “The majority of production will most likely remain ICE autos for the next 10 to 15 years, especially in the United States where the speed of adoption of EVs is less clear.
“Reinventing assembly lines makes some sense for EV makers trying to push for a lower price point by building a more cost-competitive vehicle,” Schmidt points out. “[However], it would be an immense expense for legacy automakers faced with switching over the production of tens of millions of ICE vehicles to maintain consistent standards across their global networks.”

High-pressure aluminum die-casting presses can produce large-dimension parts that enable modular assembly. Photo courtesy Buhler AG
A ‘Tree’ Grows in Louisville
Ford is taking a page out of Tesla’s playbook. The automaker that pioneered the moving assembly line plans to use an “assembly tree” at its retooled plant in Louisville that will produce a midsized electric pickup truck. The 70-year-old facility currently builds Ford Escape and Lincoln Corsair SUVs on traditional transfer lines.
Ford believes that its new $30,000 vehicle will be a “Model T Moment” that makes EVs available to more people, just like the tin lizzie did when it was launched in 1908. It claims that the new vehicle will be built 40 percent faster than existing production methods by using the assembly tree process instead of a traditional linear line.
As part of a $5 billion investment, the Louisville Assembly Plant will be retooled. The Universal EV Production System will consist of three parallel subassembly lines that will build the front structure, the rear structure, and the battery pack and interior. Seats and other interior components will be attached on top of a structural battery pack located in the floor of the vehicle.
“Instead of one long conveyor, three subassemblies run down their own lines simultaneously and then join together,” says Jim Farley, president and CEO of Ford Motor Co. “Large single-piece aluminum unicastings replace dozens of smaller parts, enabling the front and rear of the vehicle to be assembled separately.
“The front and rear are then combined with the third subassembly, the structural battery, which is independently assembled with seats, consoles and carpeting, to form the vehicle,” Farley points out. “Parts travel down the assembly tree to operators in a kit.
“Within that kit, all fasteners, scanners and power tools required for the job are included, and in the correct orientation for use,” explains Farley. “The Ford Universal EV Production System dramatically improves ergonomics for employees by reducing twisting, reaching and bending, allowing them to focus on the job at hand.”
Ford engineers plan to use advanced automation to improve quality and cost. In fact, Farley claims that the new Universal EV Platform will reduce parts by 20 percent vs. a typical vehicle, with 25 percent fewer fasteners, 40 percent fewer workstations and 15 percent faster assembly time. Wiring harnesses will also be more than 4,000 feet shorter and 22 pounds lighter than the ones used in Ford’s first-generation EVs.
“We want this to be the most efficient plant, assembling the most efficient product in the market,” says Bryce Currie, vice president of Americas manufacturing. “The goal is to reduce manufacturing complexity. Less wasted movement means our employees can focus on quality.
“Complexity reduction will help with quality, too,” predicts Currie. “We have 50 percent fewer connections and 50 percent fewer cooling hoses. We’ve also eliminated pre-opened prepositioned clamps in favor of quick connects. It all means a lower risk of faulty connections.”
The Louisville Assembly Plant will have the fastest communications network and the most access points out of any Ford plant globally, meaning operators will be able to conduct quality checks anywhere in final assembly.
“Network capability will be the latest-generation WiFi-7, which is more resilient and three times faster than what exists today, and we’re increasing the density of access points,” explains Currie. “On top of that, private 5G will help ensure reliable high-speed wireless communications for diagnostics and quality checks.”

Three parallel subassembly lines that will produce the front, middle and rear structures of Ford’s new electric pickup truck. Illustration courtesy Ford Motor Co.
“The ‘assembly tree’ concept offers the same fundamental advantages as other modular approaches—it’s a variation management system,” adds TBM’s Sullivan. “The tree structure allows three subassemblies to operate simultaneously at different speeds, rather than forcing all work through one main line at a single speed while managing multiple variations.
“Parallel processing efficiency will enable each of the three subassembly lines to produce unique components at optimal speeds for their specific requirements,” says Sullivan. “This will avoid the inefficiency of main line work where cycle times might vary from 30 seconds to 55 seconds, depending on model variations, creating ‘feast or famine’ work patterns.”
Isolation and integration benefits will allow common elements to be identified and shared, while unique aspects are isolated to appropriate subassemblies. The system will manage variation at the lowest possible cost.
“The system represents sound manufacturing principles,” claims Sullivan. “[However], the challenge lies in applying these excellent manufacturing concepts to market-responsive product strategies rather than betting exclusively on EV demand that may not materialize as projected.
“Success depends on flexibility,” Sullivan points out. “Rather than building all three ‘branches’ of the tree immediately, Ford would benefit from starting with one or two subassemblies, proving the concept and adding capacity based on actual market demand rather than projections. This approach would avoid over-investment while maintaining the ability to scale when market conditions justify expansion.”
“The concept makes sense as long as you can easily and efficiently feed parts to the assembly line,” adds Drew Locher, a lean manufacturing expert and director of Change Management Associates. “Feeders and concurrent flow using a modular approach can reduce lead time.
“However, it’s much easier to manage one flow vs. multiple flows,” warns Locher. “Using more than one can be a more difficult management task. As soon as you have feeders, you need to have some sort of buffer, because you just can’t synchronize it as precisely.”
Building large products out of front, middle and rear subassemblies has been done in the past to make airplanes and ships. However, as Locher points out, automobiles have much faster takt times than either of those products.
“Trying to get three separate lines synchronized to produce front, middle and rear modules will be a big challenge,” notes Oliver Wyman’s Schmidt. “The lines will need to have the same flow for a vehicle to come together. One issue that will need to be addressed is how to handle any repair and rework. But, using three lines should provide an opportunity to use more robots.
“I give Ford a lot of credit for trying something new,” says Schmidt. “Everyone in the auto industry will be watching the Louisville plant closely. If Ford is successful, other legacy automakers will make similar changes to their assembly lines.”

Toyota’s “bias chassis” assembly line offers several manufacturing benefits, including increased efficiency, greater flexibility and improved ergonomics. Photo courtesy Toyota Motor Co.
Toyota’s Lean ‘Bias’
Toyota Motor Corp.’s Georgetown, KY, plant recently ramped up a flexible assembly line in the oldest part of the 37-year-old facility. Line 1 mass-produces Camry sedans in both gas and hybrid power train configurations.
But, instead of travelling bumper-to-bumper down the line on power-and-free conveyors like they have for decades, vehicles are now turned 90 degrees and move in a door-to-door orientation. Toyota calls it a “bias chassis” assembly line.
“The new line allows for shorter and more efficient assembly stations, which reduces the amount of floor space required compared to other production lines [in the plant],” says Dave Orrender, general manager of manufacturing at Toyota Motor Manufacturing Kentucky. “The bias chassis assembly line offers several manufacturing benefits.”
According to Orrender, advantages include:
- Increased efficiency. “It removes the need for large hanging carriers and complex equipment to provide a more compact and streamlined plant layout,” explains Orrender.
- Greater flexibility. “The design makes it easier to build different vehicle models that share a common platform on a single assembly line,” claims Orrender. “This helps [us] quickly adapt to changes in market demand.”
- Improved ergonomics. “It creates a more comfortable and safer assembly process for team members,” Orrender points out. “For example, the line allows for more strategic placement of parts and equipment. [Operators] can access components with minimal reaching, bending or twisting, which minimizes the risk of physical strain.”
Orrender says Toyota engineers designed the bias chassis assembly line to improve material handling and parts replenishment. This includes optimized line-side parts delivery, enhanced inventory management, improved automation and material transfer, and more efficient use of space.
“In traditional setups, parts are often delivered to a single, long assembly line, which can involve significant travel time for material handlers,” notes Orrender. “The bias system, with its two shorter and more focused lines, minimizes the distance material handlers need to travel to deliver parts.
“The dedicated chassis line and body line allow for specialized line-side storage that is precisely matched to the parts needed for that specific process,” explains Orrender. “This means fewer different parts are delivered to each line, making inventory management clearer and reducing the risk of errors.”
The improved material flow and optimized delivery channels support a just-in-time delivery system more effectively. Parts and subassemblies can be brought to the line exactly when they are needed, which minimizes the need for extensive line-side inventory and reduces storage space requirements.
“The merging of two assembly lines creates a single, streamlined point for the final marriage of the chassis and body,” says Orrender. “This process is highly automated and efficient, ensuring a smooth and rapid transfer of the preassembled chassis. Robots can be used to load heavy or bulky components, such as engines, with greater accuracy and less strain on workers.
“By eliminating the need for complex and space-intensive overhead conveyor systems, the bias line frees up floor space,” adds Orrender. “The removal of large carriers from the main assembly path creates a clearer, less cluttered floor. This is safer for both team members and any AGVs that might be used to deliver parts.”

Honda pioneered door-to-door assembly at its Alliston, ON, factory. Photo courtesy Honda Motor Co.
Side-by-Side Assembly
Toyota is not the first automaker to experiment with door-to-door assembly lines. In fact, other Japanese companies have deployed the concept in the past, such as Honda’s factory in Alliston, ON., which builds the Accord sedan, and Mitsubishi’s flagship Okazaki plant in Japan which assembles the Outlander SUV.
“The concept has also been used in other industries,” says Locher. “I worked with a company many years ago that produced large waste containers and dumpsters. It reconfigured its inline assembly line to turn units 90 degrees and build them in a sideways configuration.
“This manufacturer was able to balance its line, because it eliminated a ton of unsafe movement and reduced a lot of wasted motion,” explains Locher. “But, the company had much longer takt times than what’s typically found in the auto industry.”
“Bumper-to-bumper assembly is better when working on the inside of a car through the doors,” adds Christoph Roser, Ph.D., a professor of production management at Karlsruhe University of Applied Sciences who has studied numerous auto plants in Germany and Japan. “Side-by-side is better for working under the hood or the bumper, and to a lesser degree, for working underneath the axles.
“On a door-to-door assembly line, the front and rear workers have to walk less than on a bumper-to-bumper line,” explains Roser, who has written several books and is the author of a blog entitled AllAboutLean. “But, anyone working on the door side has to walk slightly more.”
“The door-to-door strategy offers significant space advantages,” says TBM’s Sullivan. “By positioning vehicles perpendicular to the conveyance rather than nose-to-tail, the workstation pitch can be reduced from 30 feet to approximately 18 feet. For a 100-station line, this roughly translates from 3,000 feet to 1,800 feet of required space—a substantial reduction in facility requirements and conveyor investment.
“Access improvements represent another key advantage,” notes Sullivan. “Most work content in passenger cars occurs in the engine compartment or interior, with far less activity in the deck lid or trunk areas. The door-to-door orientation, especially when combined with door removal, provides nearly universal accessibility around the vehicle, improving both ergonomics and work efficiency.
“Material flow optimization benefits significantly from this layout,” claims Sullivan. “The reduced space requirements and improved access facilitate the fundamental challenge of getting the right part to the right place at the right time. All layout decisions ultimately serve this material flow requirement. If this cannot be achieved, the layout effectiveness is compromised regardless of its other advantages.”
Economic benefits extend beyond space savings. For instance, shorter conveyor requirements reduce both initial capital investment and ongoing maintenance costs. Since conveyors cost thousands of dollars per foot to install, a 40 percent space reduction can translate into substantial capital efficiency improvements, supporting better return on invested capital.
“Toyota Georgetown’s strategy demonstrates [the company’s] continued focus on fundamental efficiency principles,” says Sullivan. “By reducing linear space requirements while maintaining or improving access and material flow, the door-to-door approach exemplifies the constant pursuit of variation management and operational efficiency that characterizes successful automotive manufacturing.”
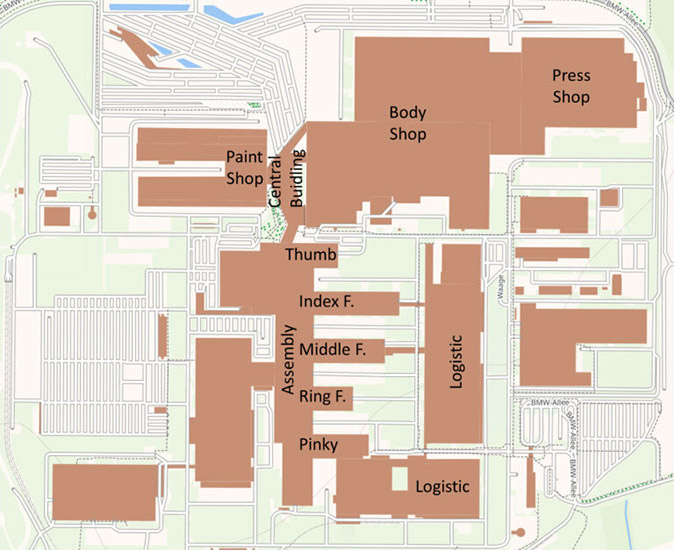
BMW uses “assembly fingers” at its plant in Leipzig, Germany. Illustration courtesy All About Lean
BMW Gives Assembly the ‘Finger’
When BMW’s new assembly plant in Debrecen, Hungary, opens next month, it will be the automaker’s first factory designed specifically for the production of electric vehicles. Located 155 miles east of Budapest, the facility will assemble the iX3 SUV, which will be built on BMW’s much-anticipated Neue Klasse platform.
“The innovative vehicle architecture of the Neue Klasse opens totally new possibilities with regard to assembly: greater efficiency thanks to modularization, fewer different connecting elements and a simplified installation of the wiring harness,” says Hans-Peter Kemser, managing director of BMW Group Plant Debrecen. “An innovative cockpit assembly also accelerates the process.
“Some components are modularized when one module is formed from many small individual parts,” explains Kemser. “The variation of connecting elements has also been radically reduced for the Neue Klasse. This in turn reduces the number of different plugs, screws and clips. All of this makes assembly significantly more simple.”
Another unique feature of the Debrecen plant is its layout. It will use a “finger structure” that resembles the five fingers on a hand: thumb, index, middle, ring and pinky. The assembly line loops around each finger.
The design, which was pioneered at BMW’s factory in Leipzig, Germany, improves material flow. It enables components and preassembled modules to be easily transported directly to the assembly line.
“A record proportion of parts—up to 80 percent—can be delivered directly in Debrecen, as the fingers will enjoy logistics supply from both sides for the first time,” says Kemser. “This is the highest ratio in [our entire] production network. The finger structure allows subsequent extension and the integration of further assembly steps [for greater] flexibility.”
“The finger structure represents a sophisticated variation isolation strategy,” adds TBM’s Sullivan. “Each finger or appendage isolates specific variations, such as right-hand drive vs. left-hand drive configurations, allowing the main backbone to handle common elements while fingers manage unique requirements.
“Speed and efficiency optimization occurs through independent finger operation,” explains Sullivan. “Different fingers can operate at different speeds depending on their specific variation requirements. Some fingers might run four-minute cycles consistently while others handle shorter, variable cycles. This isolation prevents the feast or famine scenarios that occur when high-variation work is handled on main lines operating at fixed takt times.”
According to Sullivan, flexible capacity management allows fingers to be idled when specific variations aren’t needed, activated when demand increases or operated at different speeds based on model mix requirements. This flexibility provides significant advantages for managing market variability and production scheduling.
“The system particularly benefits European manufacturing requirements,” notes Sullivan. “European plants typically serve global markets with far more variation than American plants, including right-hand vs. left-hand drive configurations and diverse regulatory requirements. BMW's experience serving 90 countries from single plants necessitates sophisticated variation management capabilities.
“Material access advantages are substantial, with a high percentage of parts deliverable directly to workstations,” Sullivan points out. “The finger structure enables logistics supply from both sides, dramatically improving material flow efficiency.
“However, these systems require significant investment and coordination,” says Sullivan. “While Germans excel at these techniques and have proven their effectiveness through modeling and implementation, the complexity and cost are substantial. The approach reflects European manufacturers’ long experience managing variation that American automakers traditionally avoided through market segmentation.”
Learn about new products for automation
Zero-defect assembly—even with high complexity
The Leader in Cordless Precision Fastening!
Featuring our DuPas Brand offering an operating range of 1 to 450 NM in the following Models
For more information on automotive assembly line design, read these articles:
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






