New Technology for Installing Threaded Inserts
Impulse heat staking is a simpler, more capable process for installing brass inserts in plastic parts.

Brass threaded inserts are a proven way to add durable, serviceable threads to plastic components.
Brass threaded inserts are a proven way to add durable, serviceable threads to plastic components.
Inserts enable plastic parts to be securely fastened with machine screws, rather than self-tapping screws. The former can be removed and reinstalled repeatedly without damaging the part. The latter carry the risk of stripping the plastic threads each time the screw is reinstalled. Another advantage of threaded inserts is that they spread loads over a large area, especially when used in soft thermoplastics.
The challenge is rarely the insert itself—it’s the installation process. Some inserts can be installed during molding. Others are pressed in. Expansion inserts are pressed into the plastic and expand when the mating screw is installed. Self-tapping inserts are driven into a hole like a screw. Other inserts are installed with a heated or ultrasonic tool.
Ultimately, manufacturers want an installation method that is easy to run, repeatable, and simple to verify without adding inspection steps or relying on operator judgment.
That is the focus behind the impulse heat staking systems developed by U.S. HeatStake—equipment designed to make insert installation more consistent while giving manufacturers direct confirmation of depth and insert presence during every cycle.
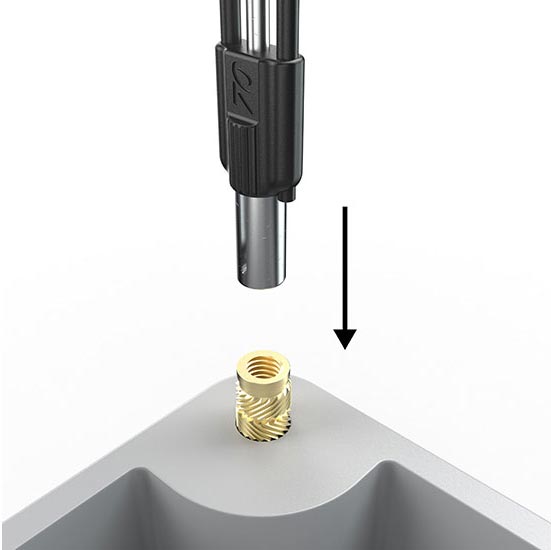



A specially designed tip delivers a brief and intense pulse of electrical current through a heating element that is tailored to the requirements of the specific application. The heated insert is pressed onto the plastic parts, causing the plastic to soften and flow. Within seconds, the tip is cooled with compressed air, allowing the plastic to rapidly cool and solidify. Photo courtesy U.S. HeatStake
Impulse heat staking simplifies installation of brass inserts by generating heat only when needed and keeping the cycle consistent from part to part. Real-time depth verification adds straightforward confirmation of final insert depth and insert presence—so the system can abort before heating if an insert is missing.
Even in well-designed parts, insert installation can become unpredictable when the process depends on indirect cues: visual checks, operator technique, or assumptions about what the tooling did during the stroke. Typical issues include:
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
- Inconsistent final depth (proud, flush, or too deep).
- Tilted inserts that increase cross-threading risk.
- Cosmetic defects from excess heat exposure.
- Missed inserts—a cycle runs, but no insert was installed.
Missed inserts are especially costly because they often aren’t discovered until later in assembly or test.

A major advantage of combining impulse heating with real-time depth verification is the ability to confirm insert presence at the start of the cycle. Photo courtesy U.S. HeatStake
A Simpler Approach
Impulse heat staking uses heat “on demand.” Instead of a continuously hot tool or a process that soaks the surrounding plastic, heat is generated only during the portion of the cycle where it contributes directly to installation. This helps keep the process consistent and reduces surprises associated with excessive heat exposure.
A specially designed tip delivers a brief and intense pulse of electrical current through a heating element that is tailored to the requirements of the specific application. The heated insert is pressed onto the plastic parts, causing the plastic to soften and flow. Within seconds, the tip is cooled with compressed air, allowing the plastic to rapidly cool and solidify. The heating element is then retracted with no risk of sticking or stringing.
Impulse heat staking is not limited to specific plastic materials. Whether it’s ABS, polycarbonate, nylon or other thermoplastic materials, the technique is adaptable to various types.
The technology is designed to prevent flash and sink marks, creating clean, consistent insert installations without disturbing surrounding geometry.
The operational benefit is simplicity: Operators run a repeatable cycle, and the station provides objective confirmation of what happened.
A key advantage of this technology is real-time depth verification. Conventional installation presses infer position from an actuator or motor. That can be adequate for motion control, but it doesn’t always provide the most reliable confirmation of true final depth at the tool tip—especially when real-world compliance enters the system (fixture deflection, part compression, tolerance stack-up).
Real-time depth verification measures displacement directly and continuously, enabling measurement of final insert depth on every cycle. Engineers can set clear depth targets (flush, below flush, or a defined stand-off). The technology also leads to faster setup and easier changeovers, because depth is verified by measurement—not assumption. This turns depth from a “best effort” outcome into a controlled, measurable outcome.
A major advantage of combining impulse heating with real-time depth verification is the ability to confirm insert presence at the start of the cycle. If a single insert is not present (or not properly presented), the station can detect the abnormal condition immediately and abort the cycle before heating occurs.
That prevents heating the boss unnecessarily, deforming a feature with no insert, wasting cycle time, and creating hard-to-find downstream defects. Presence confirmation becomes part of the process rather than a separate inspection step.

Impulse heat staking can also be used to form heads on plastic posts. Photo courtesy U.S. HeatStake
Verification Without Added Inspection Labor
When the station verifies both insert presence and final depth automatically, quality becomes a natural output of the cycle. That reduces reliance on manual checks and makes the process easier to scale across shifts, operators and facilities.
Common outputs that support production and quality teams include pass-fail depth verification for every cycle and confirmation that an insert is present or not present. The technology also provides optional data logging for traceability and continuous improvement.
This method of installing inserts pays off the fastest when:
- Depth consistency matters for assembly fit or cosmetics.
- Inserts are installed manually or semiautomatically.
- Missed inserts are expensive or difficult to detect downstream.
Brass inserts aren’t new—but the expectation for process simplicity and provable capability has changed. Impulse heat staking simplifies brass insert installation by generating heat only when it’s needed and keeping the cycle consistent. Real-time depth verification adds the capability manufacturers care about most: confirmation of final depth and reliable insert presence detection—including the ability to abort before heating if an insert is missing.
For more information, click www.usheatstake.com. To see a video of the process, click here.
For more information on threaded inserts and the installation methods for them, read these articles:
How to Install Threaded Inserts
Threaded Inserts Enable Assembly of Plastic Furniture
Fastening: Assembly With Press-In Fasteners
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




