Adhesive Bonding: The Hidden Costs of Instant Assembly
Compared with rivets, screws and other instant assembly methods, structural adhesives are more cost-effective than engineers might think.

To manufacturers, time is money. Their ultimate goal is to make their operations better, faster and more cost-effective, while preserving the integrity of the assembly process and the quality of the product.
For a range of structural assembly applications, traditional fastening methods, such as rivets, screws, welds and double-sided tapes, offer assemblers one major benefit-instant fixture. Some manufacturers avoid using liquid adhesives because they need time to fixture before the assembly can be moved to the next processing step.
Liquid adhesives do need to be cured-a process that can take seconds or hours, depending on the formulation. However, instant assembly methods have issues of their own. Welding requires skilled labor. Rivets and screws take time to install. Double-sided tapes incur costs for surface preparation and scrap.
Which method to choose entails a careful analysis of the cost and performance requirements of the assembly.
The first three are considered instant assembly methods. All four have varying degrees of effectiveness, depending on the application, performance requirements and environmental constraints, such as weather, moisture, salt or chemicals.
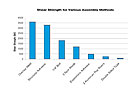
Overlap welds and structural adhesives are the strongest assembly methods. Strength drops off dramatically using bolts, spot welds, flexible adhesives, blind rivets and double-sided adhesive tape. For some applications, double-sided tape may provide adequate strength. But for all applications, a blend of adequate strength and lowest overall cost is the target.
In many industries, structural adhesives are replacing or augmenting instant assembly methods because they can lower production costs, improve product performance and aesthetics, and reduce overall assembly time.
Adhesives offer many benefits over mechanical and thermal methods of assembly. Adhesives distribute load evenly over a broad area, reducing stress on a joint. Adhesives are applied inside the joint and are nearly invisible within the assembly. They can resist flex and vibrational stresses, and will form a seal as well as a bond to protect joints from corrosion. Some adhesives can fill large gaps. They join irregularly shaped surfaces more easily than mechanical or thermal fastening. They minimally increase the weight of an assembly, create virtually no change in part dimensions or geometry, and quickly and easily bond dissimilar substrates and heat-sensitive materials.
Since adhesives are liquids prior to curing, application and assembly can be easily automated. By using the right equipment to dispense the appropriate amount of adhesive and cure it completely, manufacturers can assemble a strong product that has an aesthetically pleasing appearance. Bonding requires fewer skilled workers and can be up to 20 times faster than welding. Structural adhesives do not distort metals or require rework of the metal after application, a significant advantage over the grinding and abrading required to produce a smooth welded finish.
Adhesives do have several limitations. They must achieve handling strength prior to moving an assembly, a process that can take from seconds to hours. While the adhesive is achieving fixture or handling strength, temporary mechanical fasteners can be used to provide support and keep the assembly moving forward in the process. Bonded joints cannot be easily disassembled for rework, repair or upgrades, and adhesives add to the number of chemicals used within the plant environment.
Welded joints are often nonuniform and lack the clean aesthetics desired for high-end applications. When welding is completed, most joints must be cleaned up, a time-consuming process in which weld seams are ground and polished to meet aesthetic requirements. To reduce the time involved with welding, manufacturers may choose stitch or spot welds, but will sacrifice some strength and still must invest the time in cleanup. Welded parts are also very difficult to disassemble.
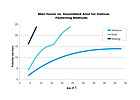
Compare the costs of welding, fastening and structural adhesives in terms of man-hours per square foot. With welding and fastening, man-hours increase dramatically as square footage increases. In short, the more area that needs to be covered, the longer and more costly these processes are.
Because adhesives can be easily applied using automated equipment, application time levels off when larger areas are bonded. Adhesives must be applied in the correct location and in sufficient amounts to fill gaps between the bonded surfaces. Labor and clean up are minimal, and adhesives deliver nearly the same bond strength as overlap welding and substantially greater strength than fasteners.
Fasteners do not distribute load over the full area of attachment. Rather, they concentrate stress at the fastener site. This concentrated stress often results in substrate failure just above the fastener hole or failure of the fastener itself. Both fasteners and thermal joining can cause premature joint failure and may have difficulty withstanding stresses caused by flex or vibration.
You can test this for yourself. Apply shear force to a bonded joint and a bolted joint consisting of two strips of sheet metal.
In the bonded joint, the leading edge has slightly elevated stress than the middle, but the overall force is distributed across the entire bond area, spreading out the load. In fact, in many cases, this can lead to “necking” or stretching of the substrate.
In the bolted joint, all the force is concentrated on the bolt. This concentration of stress leads to failure of the joint at approximately half the final strength of the bonded assembly. In addition, the holes drilled for fasteners can create leak paths-a starting point for corrosion. The fasteners may detract from the visual aesthetics of the product, since they are difficult to cover up.
Depending on the materials, bonding with a liquid adhesive is typically a four-step process: clean and dry the parts; dispense the adhesive; mate the surfaces; and clamp until fixtured. Similarly, application of double-sided tape is a multistep process: clean and dry the parts; cut the tape to length; apply the tape; peel the backing; mate the surfaces; and apply even pressure to the joint. Those two extra steps add approximately 20 percent more time to the assembly process than applying liquid adhesive.
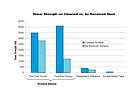
Double-sided tapes require complete removal of surface contaminants if performance is not to suffer. Although contamination does reduce the strength of structural adhesives, they still drastically outperform double-sided tapes even on clean surfaces. Two-part epoxies, two-part acrylics and elastomeric adhesives are all able to penetrate through oils and contamination to some extent and gain adhesion to the substrate. As long as a small drop in performance is not critical for the desired application, adhesives can be used on as-received parts in some cases.
However, double-sided tape is separated from the substrate by the contamination and completely loses all shear strength. Tapes absolutely require thorough surface cleaning, a step that adds time and cost to the process.
Once applied, double-sided tape cannot be adjusted. If adjustments are necessary, the assembler must completely rework the part. Structural adhesives are available with a variety of “work-life” options that allow the worker to adjust the assembly for a specified period of time. Parts assembled with most structural adhesives must be clamped until the work-life ends and the fixture time is reached. When clamping is not feasible, some liquid adhesives are thick enough to hold parts together at the time of assembly. These products allow the functional benefit of instant fixture, while allowing repositioning.
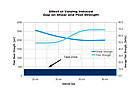
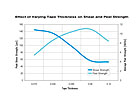
For filling large gaps, tapes are offered in a variety of thicknesses and can be an effective assembly option if the gap width is consistent. As the gap increases, the shear strength of a double-sided tape can drop by more than 50 percent, but peel strength can increase by approximately 100 percent. To maximize shear and peel strength, the optical thickness for tape is approximately 0.03 inch.
Structural adhesives provide a similar performance trade-off, but the drop in shear strength with widening gaps is not as drastic (approximately 15 percent). Liquid adhesives offer an 80 percent increase in peel strength as gap increases, and shear strength is almost 20 times greater. The peel strength values are 10 times higher in some cases. Since structural adhesives are so strong, the effect of a gap is not a major consideration when designing an assembly, but it should be considered more carefully when using double-sided tapes.
On specialty vehicles such as trailers, truck bodies, buses and construction equipment, structural adhesives are used to assemble frames, panels, booms, and cabs made of metal, plastic and composites. In moist application environments, such as tubs and spas, these adhesives attach galvanized steel frames to fiberglass and ABS tubs. Commercial furniture manufacturers bond plain, painted or powder-coated metals and plastics in chair, desk and cabinet assembly. On signs and displays exposed to the elements, adhesives attach metals, plastics and composites, creating a unique appearance for the customer.
* AIA: School Bus Learns Adhesives Lesson.
* A New Look at an Old Technology.
* How to Prevent Threaded Assembly Failure.
To manufacturers, time is money. Their ultimate goal is to make their operations better, faster and more cost-effective, while preserving the integrity of the assembly process and the quality of the product.
For a range of structural assembly applications, traditional fastening methods, such as rivets, screws, welds and double-sided tapes, offer assemblers one major benefit-instant fixture. Some manufacturers avoid using liquid adhesives because they need time to fixture before the assembly can be moved to the next processing step.
Liquid adhesives do need to be cured-a process that can take seconds or hours, depending on the formulation. However, instant assembly methods have issues of their own. Welding requires skilled labor. Rivets and screws take time to install. Double-sided tapes incur costs for surface preparation and scrap.
Which method to choose entails a careful analysis of the cost and performance requirements of the assembly.
Overlap welds and structural adhesives are the strongest assembly methods.
Assembly Methods
There are four major assembly methods: thermal methods, such as spot welding; mechanical fasteners, such as rivets; double-sided tapes; and liquid adhesives.The first three are considered instant assembly methods. All four have varying degrees of effectiveness, depending on the application, performance requirements and environmental constraints, such as weather, moisture, salt or chemicals.
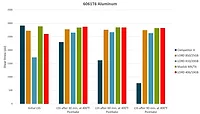
Overlap welds and structural adhesives are the strongest assembly methods. Strength drops off dramatically using bolts, spot welds, flexible adhesives, blind rivets and double-sided adhesive tape. For some applications, double-sided tape may provide adequate strength. But for all applications, a blend of adequate strength and lowest overall cost is the target.
In many industries, structural adhesives are replacing or augmenting instant assembly methods because they can lower production costs, improve product performance and aesthetics, and reduce overall assembly time.
Adhesives offer many benefits over mechanical and thermal methods of assembly. Adhesives distribute load evenly over a broad area, reducing stress on a joint. Adhesives are applied inside the joint and are nearly invisible within the assembly. They can resist flex and vibrational stresses, and will form a seal as well as a bond to protect joints from corrosion. Some adhesives can fill large gaps. They join irregularly shaped surfaces more easily than mechanical or thermal fastening. They minimally increase the weight of an assembly, create virtually no change in part dimensions or geometry, and quickly and easily bond dissimilar substrates and heat-sensitive materials.
Since adhesives are liquids prior to curing, application and assembly can be easily automated. By using the right equipment to dispense the appropriate amount of adhesive and cure it completely, manufacturers can assemble a strong product that has an aesthetically pleasing appearance. Bonding requires fewer skilled workers and can be up to 20 times faster than welding. Structural adhesives do not distort metals or require rework of the metal after application, a significant advantage over the grinding and abrading required to produce a smooth welded finish.
Adhesives do have several limitations. They must achieve handling strength prior to moving an assembly, a process that can take from seconds to hours. While the adhesive is achieving fixture or handling strength, temporary mechanical fasteners can be used to provide support and keep the assembly moving forward in the process. Bonded joints cannot be easily disassembled for rework, repair or upgrades, and adhesives add to the number of chemicals used within the plant environment.
This graph compares the man-hours per square foot for welding, fastening and adhesives. With welding and fastening, man-hours dramatically increase as square footage increases.
True Costs of Thermal Joining
Once a welding process is completed, the assembly is immediately at full strength. Thermal joining is widely acknowledged as an expensive process that requires skilled labor and extensive assembly time, depending upon the size of the weld. In addition, manufacturers must consider the other costs involved, such as equipment, filler metals, gas, energy, and the time needed to complete the welding process.Welded joints are often nonuniform and lack the clean aesthetics desired for high-end applications. When welding is completed, most joints must be cleaned up, a time-consuming process in which weld seams are ground and polished to meet aesthetic requirements. To reduce the time involved with welding, manufacturers may choose stitch or spot welds, but will sacrifice some strength and still must invest the time in cleanup. Welded parts are also very difficult to disassemble.
Compare the costs of welding, fastening and structural adhesives in terms of man-hours per square foot. With welding and fastening, man-hours increase dramatically as square footage increases. In short, the more area that needs to be covered, the longer and more costly these processes are.
Because adhesives can be easily applied using automated equipment, application time levels off when larger areas are bonded. Adhesives must be applied in the correct location and in sufficient amounts to fill gaps between the bonded surfaces. Labor and clean up are minimal, and adhesives deliver nearly the same bond strength as overlap welding and substantially greater strength than fasteners.
Although most adhesives will experience some drop off in performance when applied to dirty or oily substrates, double-sided tapes will fail completely.
True Costs of Fastening
Assembly with fasteners, such as bolts, rivets and screws, is also considered to be immediate. However, all mechanical methods of assembly are expensive, requiring labor to drill holes and insert fasteners. Manufacturers must keep an extensive inventory of fasteners on hand, and assembly with fasteners is time-consuming.Fasteners do not distribute load over the full area of attachment. Rather, they concentrate stress at the fastener site. This concentrated stress often results in substrate failure just above the fastener hole or failure of the fastener itself. Both fasteners and thermal joining can cause premature joint failure and may have difficulty withstanding stresses caused by flex or vibration.
You can test this for yourself. Apply shear force to a bonded joint and a bolted joint consisting of two strips of sheet metal.
In the bonded joint, the leading edge has slightly elevated stress than the middle, but the overall force is distributed across the entire bond area, spreading out the load. In fact, in many cases, this can lead to “necking” or stretching of the substrate.
In the bolted joint, all the force is concentrated on the bolt. This concentration of stress leads to failure of the joint at approximately half the final strength of the bonded assembly. In addition, the holes drilled for fasteners can create leak paths-a starting point for corrosion. The fasteners may detract from the visual aesthetics of the product, since they are difficult to cover up.
For filling large gaps, tapes can be an effective option if the gap width is consistent. As the gap increases, the shear strength of tape can drop by more than 50 percent.
True Costs of Tapes
While double-sided adhesive tapes are not considered a high-strength assembly method, they do deliver an instant bond.Depending on the materials, bonding with a liquid adhesive is typically a four-step process: clean and dry the parts; dispense the adhesive; mate the surfaces; and clamp until fixtured. Similarly, application of double-sided tape is a multistep process: clean and dry the parts; cut the tape to length; apply the tape; peel the backing; mate the surfaces; and apply even pressure to the joint. Those two extra steps add approximately 20 percent more time to the assembly process than applying liquid adhesive.
Double-sided tapes require complete removal of surface contaminants if performance is not to suffer. Although contamination does reduce the strength of structural adhesives, they still drastically outperform double-sided tapes even on clean surfaces. Two-part epoxies, two-part acrylics and elastomeric adhesives are all able to penetrate through oils and contamination to some extent and gain adhesion to the substrate. As long as a small drop in performance is not critical for the desired application, adhesives can be used on as-received parts in some cases.
However, double-sided tape is separated from the substrate by the contamination and completely loses all shear strength. Tapes absolutely require thorough surface cleaning, a step that adds time and cost to the process.
Once applied, double-sided tape cannot be adjusted. If adjustments are necessary, the assembler must completely rework the part. Structural adhesives are available with a variety of “work-life” options that allow the worker to adjust the assembly for a specified period of time. Parts assembled with most structural adhesives must be clamped until the work-life ends and the fixture time is reached. When clamping is not feasible, some liquid adhesives are thick enough to hold parts together at the time of assembly. These products allow the functional benefit of instant fixture, while allowing repositioning.
For filling large gaps, tapes are offered in a variety of thicknesses and can be an effective assembly option if the gap width is consistent. As the gap increases, the shear strength of a double-sided tape can drop by more than 50 percent, but peel strength can increase by approximately 100 percent. To maximize shear and peel strength, the optical thickness for tape is approximately 0.03 inch.
Structural adhesives provide a similar performance trade-off, but the drop in shear strength with widening gaps is not as drastic (approximately 15 percent). Liquid adhesives offer an 80 percent increase in peel strength as gap increases, and shear strength is almost 20 times greater. The peel strength values are 10 times higher in some cases. Since structural adhesives are so strong, the effect of a gap is not a major consideration when designing an assembly, but it should be considered more carefully when using double-sided tapes.
Like tapes, structural adhesives can fill gaps. However, the drop in shear strength with widening gaps is not as drastic.
Applications for Adhesives
Structural adhesives are excellent alternatives for bonding metal, plastics and composites. Recent advances in structural adhesives have dramatically expanded the scope of potential bonding applications to include even hard-to-bond substrates, such as galvanized steel and polyolefins like polyethylene and polypropylene.On specialty vehicles such as trailers, truck bodies, buses and construction equipment, structural adhesives are used to assemble frames, panels, booms, and cabs made of metal, plastic and composites. In moist application environments, such as tubs and spas, these adhesives attach galvanized steel frames to fiberglass and ABS tubs. Commercial furniture manufacturers bond plain, painted or powder-coated metals and plastics in chair, desk and cabinet assembly. On signs and displays exposed to the elements, adhesives attach metals, plastics and composites, creating a unique appearance for the customer.
ASSEMBLY ONLINE
For more information on adhesive bonding, visit www.assemblymag.com to read these articles:* AIA: School Bus Learns Adhesives Lesson.
* A New Look at an Old Technology.
* How to Prevent Threaded Assembly Failure.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!