Mixed-Model Assembly Is Key to Profitability
Assembly lines today must be as flexible as possible without compromising efficiency.

Today, flexibility is more important than ever because of shrinking product life cycles and increasing demand for built-to-order products. Photo courtesy Visual Knowledge Share Ltd.

Mixed-model assembly is the ability to assemble a family of products that share similar processes, similar work content and similar materials. Photo courtesy Ford Motor Co.

Mixed-model assembly was originally created in the auto industry in response to the problems created by line changeovers. Photo courtesy Toyota Motor Corp.
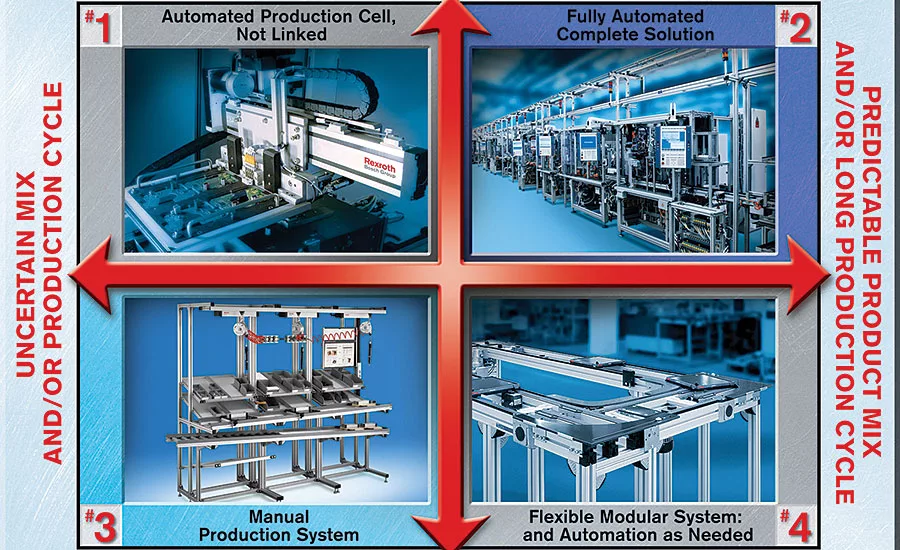
Lean, mixed-model assembly systems are highly tuned to customer requirements, especially the takt time needed to produce the right product mix to meet customer demand. The best ones make use of a mix of automated and manual assembly technologies, so that each step in the assembly process is highly optimized. Illustration courtesy Bosch Rexroth Corp.

Custom kanban and heijunka boxes can improve flexible assembly applications. Photo courtesy U.S. Tsubaki Automotive and Lean Factory America LLC

AGV-driven kit carts are a common sight on many mixed-model assembly lines. Photo courtesy Creform Corp.
Engineers should consider commonality of process, commonality of work contents and material commonality. Photo courtesy BMW AG

Visual work instructions play an important role in mixed-model assembly lines. Photo courtesy Visual Knowledge Share Ltd.
Today, yoga is no longer something that’s only practiced by Buddhist monks or Hindu spiritualists. There’s flow yoga, hot yoga and power yoga. There’s even broga (yoga for men) and doga (yoga for people with dogs).
Many assembly lines also have something in common with yoga: Flexibility.
It’s the key to “tree,” “warrior” and other types of yoga poses. Flexibility is also vital to production environments that demand a high degree of variation.
Manufacturers today are producing a wider range of products than ever. Life cycles are shrinking and demand for customization is increasing.
As a result, assembly lines must be as flexible as possible without compromising efficiency. That’s why companies producing everything from pumps to pistols and caskets to chainsaws depend on mixed-model assembly.
The term “mixed model” generally refers to a manufacturing environment where there is a high degree of variation, such as hundreds or thousands of different options and combinations, including customer-specified components, and multiple product types being built on the same assembly line.
“Mixed-model assembly is the ability to assemble a family of products that share similar processes, similar work content and similar materials, on the same production line, with high productivity, high quality and high flexibility,” claims Richard Rahn, principal of Leonardo Group Americas, a consulting firm that specials in lean material handling.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
“Mixed-model production is the practice of assembling several distinct models of a product on the same assembly line without changeovers and then sequencing those models in a way that smooths the demand for upstream components,” adds Quarterman Lee, president of Strategos Inc.
“The objective is to smooth demand on upstream work centers, manufacturing cells or suppliers, thereby reducing inventory, eliminating changeovers and improving kanban operation,” explains Lee. “It also eliminates difficult assembly line layouts.
“I usually think of it as the ability to easily change product mix and cumulative volume on a short-term basis (weekly, daily or even hourly) to more closely match customer demand,” Lee points out. “Another sense of the term might apply to the ability to quickly build new products, customization or engineering changes.”
Mixed Messages
The word “flexible” is also defined many different ways by engineers. That inconsistency can make it difficult to measure and monitor the effectiveness of mixed-model assembly lines.
“Flexible manufacturing means being able to match your production as closely as possible to the demands of your market,” says Mark Dinges, product manager for factory automation at Bosch Rexroth Corp. “It means being able to control your inventories, being able to produce high-quality products in a repeatable manner, and being able to ship them to your customers when they want them. Most importantly, flexible manufacturing means being able to change as your customers’ needs change.”
“Flexible manufacturing is the ability to efficiently and effectively manufacture a diverse range of items across a given set of assets while incurring minimal or no losses in time, quality, cost or quantity,” adds Art Smalley, president of the Art of Lean Inc. and a former Toyota Motor Corp. engineer.
Toyota originally developed the concept of mixed-model assembly in the 1960s in response to the problems created by line changeovers.
Today, flexibility is more important than ever in many industries because of shrinking product life cycles and increasing demand for built-to-order products.
“Over time, companies naturally add new products, features and options to their product offerings, but less often retire the existing ones,” notes Rahn. “John Deere is a good example. Every year, it comes up with new options on its tractors, but it often doesn’t retire the old options.
“Logically, the result is more complexity, more variability, more challenges with work flow and more challenges with material flow,” explains Rahn. “There is simply no other option but to build these products on the same line, or with the same resources, so doing that well becomes an increasing need.”
Increasing demands from customers for shorter lead times are driving the need for mixed-model assembly lines.
“Manufacturers are getting squeezed from many sides today,” says Kurt Greissinger, vice president of Lean Factory America LLC. “They are reluctant to increase inventories, and floor space is generally tight. Companies cannot afford to have dedicated lines if volumes do not warrant it.”
Offshoring and reshoring also play a strategic role.
“Most repetitive, high-volume assembly has been off-shored (for right or wrong reasons),” says Drew Locher, managing director of Change Management Associates. “Lower volume, less repetitive work remains in the United States.
“In addition, the continued rise of mass customization in many industries does not allow for inventory of finished goods, because it’s cost-prohibitive or even impossible, so the need for flexible, build-to-order systems continues to rise,” Locher points out. “This is particularly true when customers desire relatively short lead times.”
“The highly competitive nature of today’s economy is driving manufacturers to look for ways to build customer preference and loyalty,” adds Dinges. “This means offering products that are tailored, at least in some way, to a given customer’s needs, such as multiple models at different price points or a wider variety of color choices.
“Mass customization, even for high-volume assembly lines, has become more than a competitive advantage today,” claims Dinges. “It’s almost a means of survival. It’s the same for lower-volume production with a higher mix of products. Build-to-order is becoming the norm.”
Key Characteristics
Unfortunately, some engineers don’t fully understand the concept of mixed-model assembly.
“It appears to me, from looking at some implementations of mixed-model assembly, that the true objectives are misunderstood,” says Lee. “Because of that misunderstanding, other (often better) ways of achieving the objectives are overlooked.
“Toyota’s original objective with mixed-model assembly was to smooth the demand on upstream suppliers and work centers,” notes Lee. “Although I doubt Toyota was much concerned with it, mixed-model assembly allows customization of products. It coordinates assembly with downstream customer demand better than batch production with changeovers.
“Another, and often better, way to achieve these objectives is with assembly workcells or multiple smaller assembly lines,” adds Lee. “In such situations, people can be moved among the various cells and lines to match customer demand. I suspect that Toyota and the other automotive manufacturers [originally] used the mixed-model approach because they had very large investments (financial, physical and psychological) in large assembly lines.”
No matter what type of product is being assembled, Lee says mixed-model lines all share the following characteristics:
The line accommodates a range of models. These models may be similar or quite different with very low part commonality and quite different labor tasks and times.
Materials for all models are staged, in small quantities, adjacent to the lines. Kanban is generally used to maintain this stock.
Workers are competent in several tasks for each model. They switch tasks rapidly to balance their work short-term and ensure that no workstation is overwhelmed.
Sequencing of the various models is critical and can be complex. It must assist with balance over extended periods of several hours to ensure that individual stations are not overloaded. The sequencing and ratios of the various models also must reflect customer demand.
According to Rahn, successful mixed-model assembly requires the following five attributes:
The family of products included is well-defined, and fall within recommended guidelines.
Standard work definitions are well documented for each product, to the discrete work-step level, including standard times and quality criteria for each step.
Training and cross-training in standard work is an obsession, enforced by first-level supervisors or team leaders.
A lot of time is spent initially developing sequencing rules, and later on managing the production schedule to optimize the mix of products actually being built.
Operators are engaged in the process of running and improving the line.
To determine which products are good candidates for mixed-model assembly, Rahn suggests considering several factors, including commonality of process, commonality of work content, and material commonality.
“A product that requires one hour to assemble and a product that requires 10 hours to assemble are not good candidates to mix,” explains Rahn. “As a rule of thumb, anything with plus or minus 30 percent variability should not be considered.”
Engineers must remember that different models of products have different work content levels associated with them.
“Small changes in work content up to around 15 percent are not so difficult,” says Smalley. “However, wide variation in work content (in the 50 percent range or greater) makes it much harder on assemblers.
“Also, the fact that different models often are designed differently can create problems related to fixturing, datum locations and measuring,” warns Smalley. “In addition, the volume angle can be a real pain.
“Sometimes, there is a nice set of 80/20 rules in place where a few types make up the majority of the volume and then a large mix make up the remaining 20 percent,” Smalley points out. “Often, this relationship does not hold up, due to demand distortion or seasonal factors. This can make scheduling very difficult, especially for supplied components with long lead times.”
Lean Tools
Many different lean manufacturing principles play a role in flexible assembly systems. In addition to well-known elements, such as kanban, poka yoke and takt time, heijunka (line leveling or balancing) and junjo (sequential parts delivery) are important.
“Heijunka is the least familiar, but most important lean component in a flexible assembly system,” claims Greissinger. “It is used at the variant-defining step in the process to help level the line and ensure the right products are produced at the right time.
“Professionally produced heijunka boards include highly engineered kanban card boxes, a sliding time marker to show progress throughout the period, and lettering clips to label the time axes and products to be produced,” says Greissinger.
“Heijunka is intended to help overcome imbalances, and level loading is a necessary discipline, but a mixed-model line will never be highly balanced,” warns Rahn. “Flexing can go a long way to overcoming this. It’s a practice that is universally ignored, but could make a huge difference in productivity.
“Flexing is the practice of having cross-trained operators move to where the work needs to be done, based on visual signals,” explains Rahn. “This usually means being willing and able to work at a primary workstation, and one station up and down in the assembly line. This practice can help overcome natural variability in work content, which will never be eliminated in a mixed-model line.”
Lean, mixed-model assembly systems are highly tuned to customer requirements, especially the takt time needed to produce the right product mix to meet demand.
“The best ones make use of a mix of automated and manual assembly technologies, so that each step in the assembly process is highly optimized,” notes Dinges. “These systems are
highly evolved to avoid the classic forms of waste, and the employees who work on these lines are involved in continuously improving both the systems and the processes.”
According to Dinges, recent manufacturing trends, such as the Internet of Things and Industry 4.0, will not result in the automation of everything. “The human worker still remains the world’s most flexible, most intelligent assembly asset, especially in mixed-model and lower-volume environments,” he claims.
Dinges believes that value-stream maps are one of the most important elements in flexible assembly system design, because they allow engineers to identify takt time, as well as identify and eliminate waste.
“Heijunka, junjo, kanban and poka yoke are all tools that can be put in place to optimize flow through the production system, but should be considered parts of a fundamental lean toolkit,” says Dinges. “A continuous improvement process is key to the ongoing, systematic improvement of any assembly system, and helps ensure incremental progress.”
Physical Tools
In addition to deploying lean tools on mixed-model assembly lines, engineers need to incorporate a variety of physical tools, such as flexible workstations, flow racks, pick-to-light systems and visual work instructions.
“Flow racks and good work instructions are [essential],” notes Rahn. “[However], kanban and storage of materials at workstations is gradually being replaced with efficient kitting methods. As you have more variability in material delivery, you just can’t have material stocked at individual workstations.
“The other trend that we have seen is a move toward flexible workstations,” explains Rahn. “This can take the form of workbenches that can be reconfigured. Or, traditional workbenches can be completely eliminated and replaced with AGV-driven work carts. This is the ultimate type of flexibility.”
“Material delivery carts and mini-tuggers allow for frequent delivery and exchange of parts,” adds Greissinger. “From a physical infrastructure standpoint, mixed-model assembly lines have very few tools or machines dedicated to just one product.”
If possible, workstations and flow racks should be placed on wheels to allow for ease of movement and quick reconfiguration. Assembly lines should be geared for manual assembly in a standing position. That allows engineers to flex one station up and down the line as necessary to maintain flow.
“Workstations, flow racks, parts bins, work instructions, manual and even automated conveyor systems will vary in importance based on the complexity of the assembly requirements,” says Dinges. “In a simple system with many different variants of a similar part, the workstation layout and thoughtfully implemented parts provision (flow racks and parts bins) might be the most important items.
“In a more complex production process, the most important part of the system might be the intelligence that you build into it, via sensors, programming and automation,” explains Dinges.
“Even manual stations can be equipped with employee ID-card scanners that tell the system which work instructions to display, and even to make other workstation adjustments, such as raising or lowering the workstation height,” Dinges points out. “At an automated station, a well-designed, interactive visual display might play the most important role, because it represents a kind of ‘decision’ station.”
“Visual work instructions must have quality information embedded in them to ensure flow,” says Kevin Duggan, president of Duggan Associates. “That’s critical on assembly lines where there’s constant changeover or where there are new employees.”
“Clear, precise work instructions will ensure that processes and controls are carried out each and every time,” adds Kyle O’Reilly, sales and marketing manager at Visual Knowledge Share Ltd. “The biggest benefit is your production line knowing exactly what to do and when to do it. Your line will be as flexible as the fickle trends that drive manufacturing today.”
To learn more about high-mix production, click Mastering Mixed-Model Assembly.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!








