Testing Challenges With Automotive Plastics
As automakers increase their use of plastic in vehicle interiors, scratch and mar testing is becoming more important.
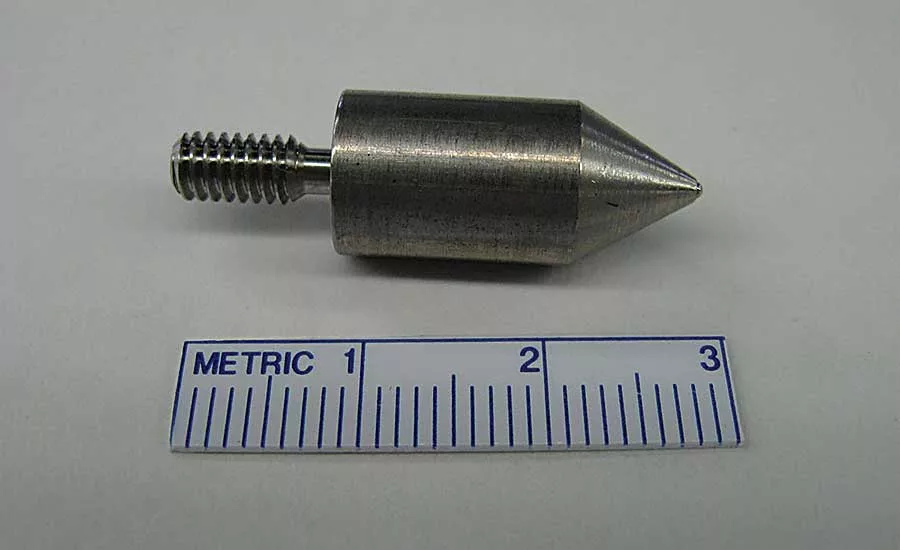
Different scratch traces can be generated based on the geometry and composition of the scratching tool. Which to choose depends on the material being tested and the use conditions to be simulated. Each of these scratching tool geometries may produce different mechanical deformations: a small ball point. Photos courtesy Taber Industries

Different scratch traces can be generated based on the geometry and composition of the scratching tool. Which to choose depends on the material being tested and the use conditions to be simulated. Each of these scratching tool geometries may produce different mechanical deformations: a large ball point. Photos courtesy Taber Industries
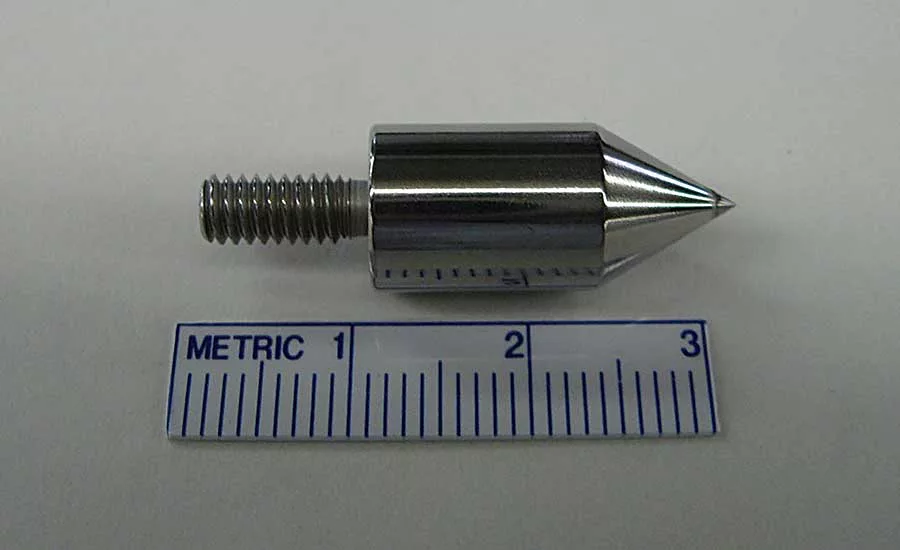
Different scratch traces can be generated based on the geometry and composition of the scratching tool. Which to choose depends on the material being tested and the use conditions to be simulated. Each of these scratching tool geometries may produce different mechanical deformations: a pointed cone. Photos courtesy Taber Industries
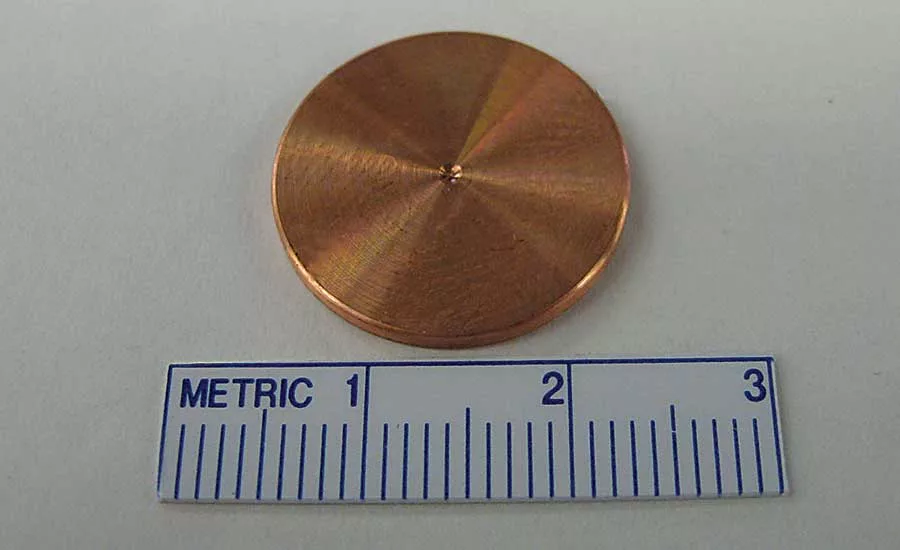
Different scratch traces can be generated based on the geometry and composition of the scratching tool. Which to choose depends on the material being tested and the use conditions to be simulated. Each of these scratching tool geometries may produce different mechanical deformations: a coin. Photos courtesy Taber Industries
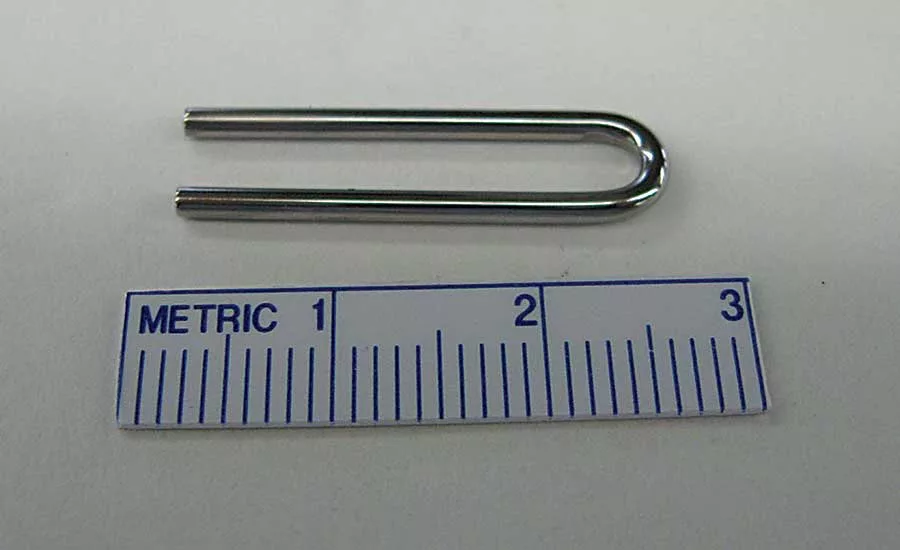
Different scratch traces can be generated based on the geometry and composition of the scratching tool. Which to choose depends on the material being tested and the use conditions to be simulated. Each of these scratching tool geometries may produce different mechanical deformations: the radiused edge of a paper clip. Photos courtesy Taber Industries
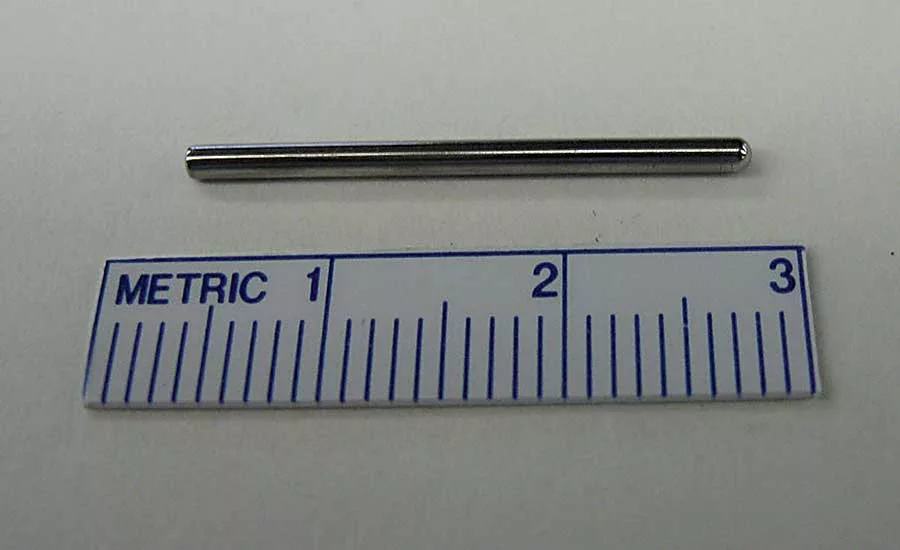
Different scratch traces can be generated based on the geometry and composition of the scratching tool. Which to choose depends on the material being tested and the use conditions to be simulated. Each of these scratching tool geometries may produce different mechanical deformations: a pin. Photos courtesy Taber Industries
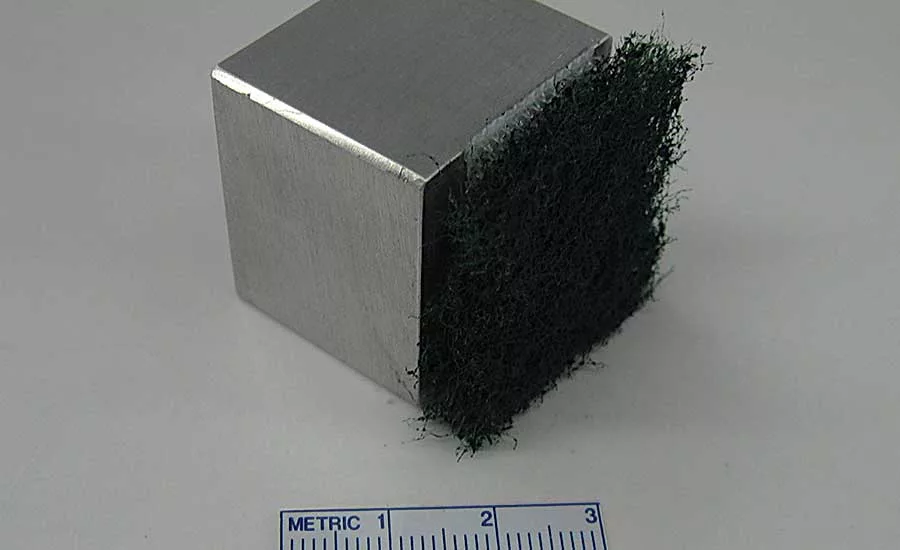
Different scratch traces can be generated based on the geometry and composition of the scratching tool. Which to choose depends on the material being tested and the use conditions to be simulated. Each of these scratching tool geometries may produce different mechanical deformations: an abrasive pad. Photos courtesy Taber Industries
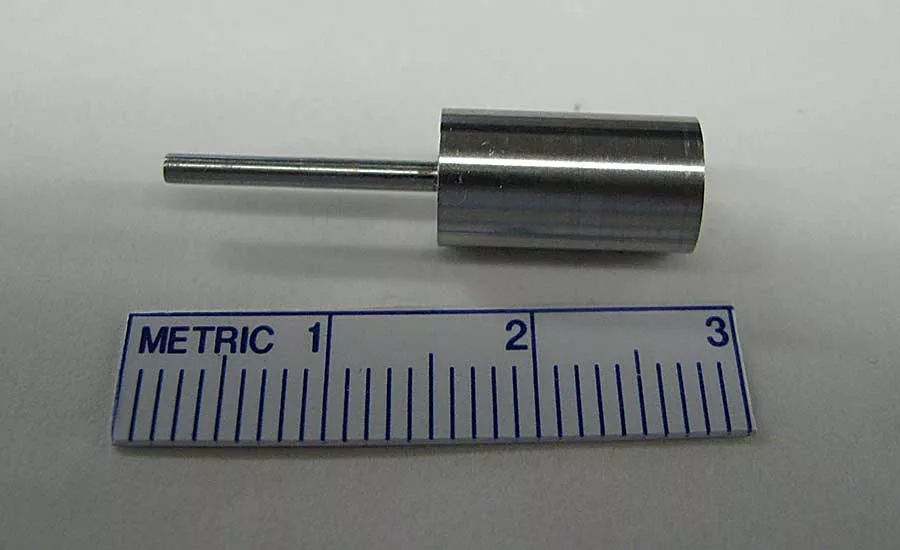
Different scratch traces can be generated based on the geometry and composition of the scratching tool. Which to choose depends on the material being tested and the use conditions to be simulated. Each of these scratching tool geometries may produce different mechanical deformations: a cylinder. Photos courtesy Taber Industries
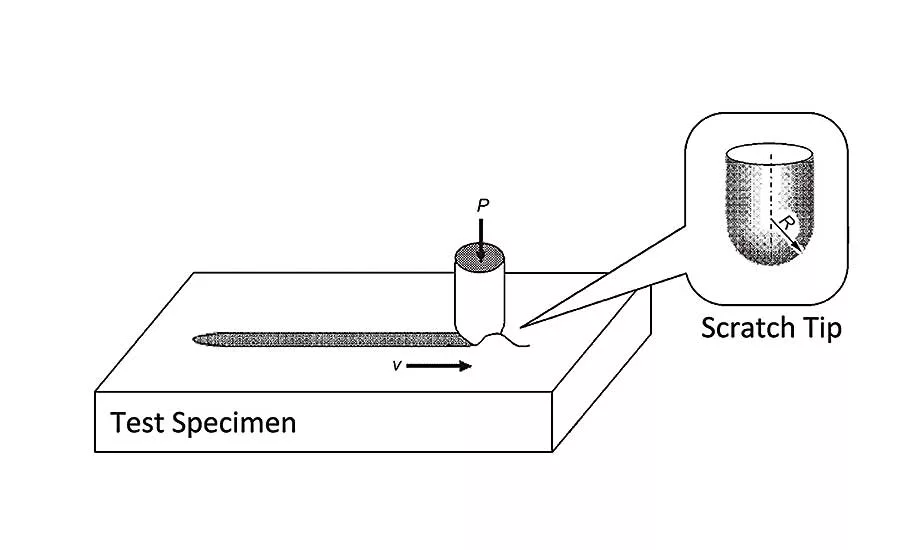
For a laboratory scratch test, a stylus with a defined geometry is drawn across a specimen surface at a known speed and with a known force. Illustration courtesy Taber Industries
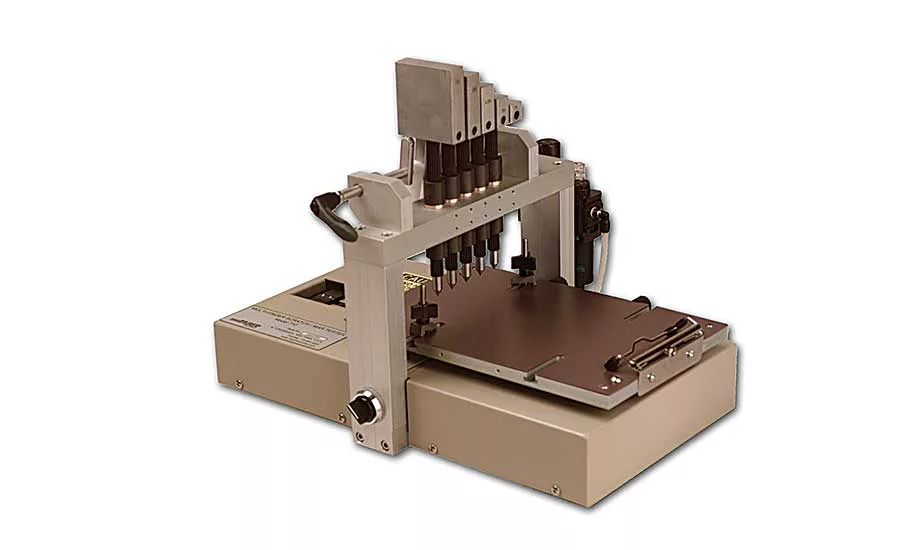
This apparatus involves a pneumatically driven sled and five “fingers” that can be tipped with either 1-millimeter scratch pins or 7-millimeter mar tips. Each finger is loaded with different weights, so each exerts a constant, vertical force on the test surface, ranging from 0.6 to 25 newtons. After lowering the tips onto the specimen surface, the platform moves under the fingers at a speed of 100 millimeters per second. Photo courtesy Taber Industries

The Shear and Scratch Tester measures a material’s resistance to gouging, scratching, engraving or shearing. A precision diamond tool is affixed to a balanced scale beam. Test pieces are mounted to a turntable, which rotates at a constant speed. By changing the position of a sliding weight, loads from 0 to 1,000 grams can be applied to the cutting tool. The test determines by the minimal load to produce a continuous mark on the coating surface. Photo courtesy Taber Industries
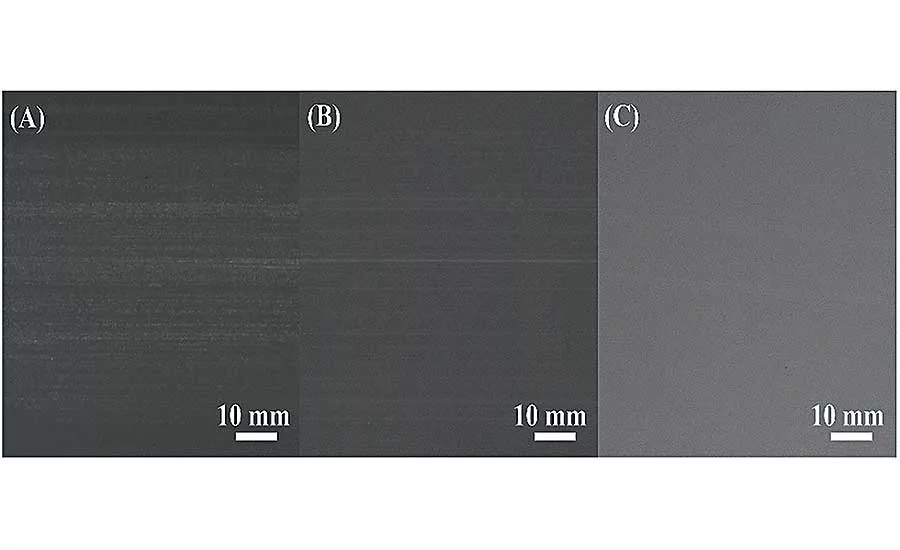
The most common approach to evaluating scratch and mar tests is simply visual observation of the specimen surface for the presence (or absence) of visible scratches. In this case, engineers want to find the minimum load to generate a visible scratch or make a simple pass-fail decision. Photo courtesy Taber Industries
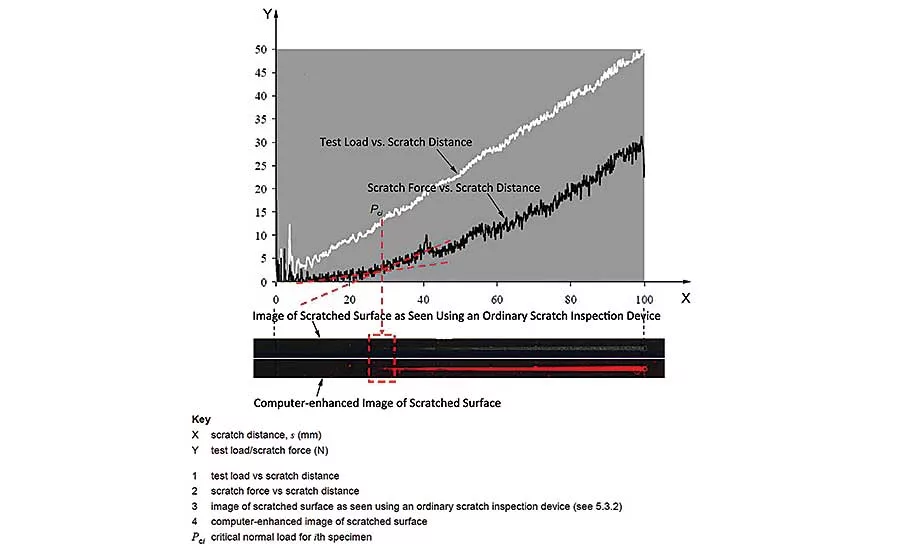
In some cases, more sophisticated tools may be required to measure scratch characteristics, such as the depth and width of the scratch, the amount of material displaced or removed, the amount of force required to produce the scratch, or the change in color, gloss or transparency of the material’s surface. Illustration courtesy Taber Industries

A new generation of high-gloss plastics can help engineers improve the style and functionality of automotive interiors while also satisfying requirements for weight reduction and cost-savings due to the elimination of painting. Photo courtesy BASF
New plastics and coatings are giving automotive engineers a wealth of options for interior design. These materials offer the promise of additional functionality beyond just decoration or passenger protection. For example, they can reduce overall vehicle weight, resist fingerprints, facilitate cleaning, and eliminate the need for painting or other costly finishing processes. Some materials can even self-heal minor scratches.
As exciting as these new materials may be, they must still meet OEM quality requirements. Ideally, the mechanical properties of the new material will be just as good, or better, than the existing material. However, it’s not uncommon for engineers to discover that one or more aspects of the new material are better than the original, while other characteristics are worse. For example, highly cross-linked, acrylate-based, UV-cured thin-film coatings are highly resistant to abrasion, but are brittle and have high shrinkage rates. To further complicate matters, the same coating, in the same thickness, will often behave differently on different substrates.
In addition to look and feel, engineers must consider numerous factors when selecting a new material or coating for an automotive interior application. Prior experience is helpful, but material advancements often happen faster than data can be collected. As a result, engineers must base their decisions on laboratory tests that may or may not accurately predict field performance. When one or more material property tests show conflicting results compared with previous materials, engineers must decide if they are willing to sacrifice performance for the benefits the new material offers. In addition, their decision must anticipate long-term durability to ensure all materials or paint finishes will have a high degree of quality and last the lifetime of the vehicle.
Unfortunately, OEMs may find that their current test methods are unable to differentiate the durability of new materials and coatings. Or worse, engineers may not realize there is a problem until after a new material or coating has been selected.
That’s just what occurred with the 2013 Ford Fusion. Three months prior to its release, engineers discovered that the high-gloss “piano-black” plastic selected for the window and door switch bezel was not performing as expected. The plastic that had been formulated to provide a shiny, lustrous black surface that did not require painting. By removing the painting step, Ford estimated it saved 50 percent of the cost of the part and significantly reduced its environmental impact.
Having met Ford’s existing standards for scratch and mar testing, the material was approved. But it was not until prototype cars were driven by real drivers that it became evident the new material was not sufficiently resistant to scratching and marring. Located in a high-touch area, the bezel was subjected to contact by fingernails, rings and keys, and it did not provide the expected scratch resistance.
Ford had to fix the problem—and do it quickly. Through a tremendous effort between Ford and the resin supplier, BASF, a solution was developed allowing Ford to keep the desired “piano-black” look in time for the vehicle’s launch. BASF reformulated the base material, mixing in resins and other additives to achieve the desired performance. Implementation required a new molding technology—E-MOLD from NADA Innovation Co.—that rapidly heats and cools the resin. Ford also had to implement a new procedure for scratch and mar testing.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Limitations of Laboratory Setting
While laboratory tests cannot exactly duplicate the wear-and-tear mechanics of real life, a controlled test allows engineers to at least approximate field conditions and evaluate materials with consistent criteria. This approach can provide considerable insight into the factors that contribute to a material’s performance. Lab testing is particularly important when there are many opportunities for damage to occur, from manufacturing to shipping to actual use.
Scratching is defined as the relatively deep penetration of a solid by an edge or protuberance moving along its surface. Marring describes relatively fine, shallow surface scratches, distributed over a large area, that spoil the overall appearance of the material or coating.
In a laboratory scratch test, a stylus with a defined geometry is drawn across a specimen at a known speed and force. A mar test might use a material, such as steel wool, to produce damage over a greater area. Either way, the objective is to determine the behavior of the material under specific test conditions; establish a relative ranking of similar materials; or establish the failure limit of the material or coating. The ultimate goal is to simulate damage that might occur during normal usage, handling, shipping or manufacturing.
Attempting to re-create scratch damage in a laboratory involves a complex combination of interrelated properties. The purpose of the test is to predict the performance of a material in a standardized way. Yet, when engineers try to correlate test processes with the conditions a product is exposed to during its life, they quickly realize the task of developing a test methodology is both multifaceted and difficult. In fact, a series of tests may be required to isolate key material properties.
The amount of scratch damage created by an instrument depends on many variables. For example, different scratch traces can be generated based on the geometry and composition of the scratching tool. Each of the following tools produces different deformations: a 1-millimeter spherical ball (hardened stainless or tungsten steel); a conical diamond; a cube corner; a pyramid; a cylinder sectioned at 45 degrees to the axis; or the radiused edge of a paper clip. Variation can also be introduced by the load applied to the tool or the speed at which the tool is drawn across the specimen surface. Material properties—such as surface roughness, hardness, modulus of elasticity, texture, grain, gloss level and coating thickness—can also influence the severity of scratch damage.
Once a test procedure is identified, the process of generating a scratch is relatively simple. However, trying to evaluate and describe the result is not always easy. Many of today’s plastics have viscoelastic properties, and the stresses in the plastic may relax during loading. Plus, plastics may demonstrate an elastic recovery after applied stresses are removed, so scratch width, groove depth, displaced material, and severity of damage may change over time. Other issues that affect the visual perception of scratches include the color of the sample; the amount of strain whitening; scratch direction; lighting and viewing conditions; and how much time an observer spends viewing the sample.
To maximize the value of a lab test, the findings and conclusions should correlate well with the product’s actual use. The ideal solution would be to analyze the product in actual use under the intended use conditions. Unfortunately, it often takes many years before practical data becomes available. Additionally, the cost of conducting field tests can be prohibitive, and the complexity of identifying the influences can be unwieldy.
When no other data is available, how can engineers correlate test results or determine the conditions a product might be exposed to? The most common starting point is to consider prior knowledge. If you are contemplating a new material, review all available information on similar field applications. If no data is available, make an educated guess. While the new material or coating may perform differently than previous selections, establishing a baseline to compare the results of the new material will make the data more meaningful.
Knowledge of the interrelationship of various physical property tests also improves the understanding of a specific material’s performance. This information is essential to establish a predictive model of component life and determining expected failure modes. Use caution though, as no model is universally satisfactory. Plus, accelerated testing may not always identify potential problems or provide predictive performance results. To support whatever model is developed, it is desirable to collect field data that shows a specific relationship between lab tests and actual performance in the intended end-use.
Understanding Test Instruments
Numerous instruments are available to evaluate a material’s resistance to scratching or marring. The results from these testers are usually not equivalent, so caution must be taken when comparing data from different instruments.
Nano-scratch testers are offered by a number of companies. This instrument performs a series of scratch tests with a stylus moving linearly over a surface under a constant load. The goal is to find the load at which the coating fails. Alternatively, a progressive load can be applied. In this case, the load is gradually increased until failure occurs.
Either way, at the moment of failure, the normal force, tangential force and acoustical emission are recorded. This enables the force fluctuations along the scratch to be correlated with failures observed under a microscope. This type of instrument offers the precision to differentiate between cohesive failure within the coating and adhesive failure at the interface of the coating and the substrate. Depth information can also be measured before and after the scratch. This provides information on plastic vs. elastic deformation during the test. 3D imaging and other options are available to assist with analyzing test results.
The Scratch Hardness Tester 430P from Erichsen GmbH permits testing of single cuts, parallel cuts and crosscuts. During the test, the specimen is conveyed linearly at a constant speed under the test tip, which has been set at a specific pressure (40 newtons maximum). A transmission guide ensures the test tip is lowered onto the test panel consistently. The test is carried out automatically and all parameters (cutting speed, cutting stroke and crosscut pattern) can be set using a keyboard. Each motion sequence (transport of test panel, cut positioning and pressure adjustment) is driven by a separate step motor.
The instrument is widely used for crosscut testing to evaluate adhesion properties. When used as a scratch tester, the instrument can measure plastic deformation, differences in brightness, and material removal (chipping).
The typical setup uses a tool (1 millimeter in diameter) that scratches a grid with spacing of approximately 2 millimeters onto a painted or unpainted plastic surface. For unpainted components, the load is 5 or 10 newtons, depending on the part and its use. For painted components, the load is normally 10 newtons. Each scratch is produced by one movement in one direction at a speed of 1,000 millimeters per minute. A colorimeter is then used to determine the chromatic aberration in relation to the unscratched surface.
This instrument is also available with the option to generate crosshatch cuts with graduated test forces. Or, the test can be performed using a disc with a rounded edge and a force of 7 newtons. In this case, the flattening of the microstructure of the test surface may change its gloss.
Coating manufacturers use the Taber Shear and Scratch Tester to measure a material’s resistance to gouging, scratching, engraving or shearing. A precision diamond tool is affixed to a balanced scale beam. Test pieces are mounted to a turntable, which rotates at a constant speed. By changing the position of a sliding weight, loads from 0 to 1,000 grams can be applied to the cutting tool. The test determines the minimal load to produce a continuous mark on the coating surface. By changing the position of the scratch tool on the test specimen, the operator can create a series of circular scratch marks. The depth of the scratch marks can be reduced from one line to the next by reducing the load, up to the point where no scratch mark remains visible or is noticeable under an accepted definition. This makes it possible to identify small differences in scratch resistance.
The Rotary Steel Wool Test Instrument involves rotating a weighted 1.25-inch-square steel wool pad under a load of 24 psi or higher (in some cases more than 50 psi). The pad is usually rotated 25 times at speed of 60 rpm, creating a circular wear or scratch pattern. To reduce variation, steel wool from the same supplier should be used with all tests.
The scratch resistance of the material is determined by visually comparing test samples to a reference sample at a distance of no less than 300 millimeters. The samples are viewed under a 1,000-lux light source. When testing transparent plastics, engineers can measure the difference in the transparency of the material before and after the test, or they can measure the percent change in haze (ASTM standard D-1003).
A popular instrument for automotive plastics is the Five-Finger Scratch and Mar Tester. Originally developed by Ford Motor Co., this apparatus involves a pneumatically driven sled and five “fingers” that can be tipped with either 1-millimeter scratch pins or 7-millimeter mar tips. Each finger is loaded with different weights, so each exerts a constant, vertical force on the test surface, ranging from 0.6 to 25 newtons. After lowering the tips onto the specimen surface, the platform moves under the fingers at a speed of 100 millimeters per second to generate scratch damage.
Taber Industries’ Linear Abraser incorporates a horizontal arm that moves with a reciprocating linear motion. Attached to the end of the arm is a “free-floating” test system that is placed onto the specimen at the start of the test. As the arm cycles back-and-forth, a spline shaft raises or lowers as the test attachment follows the contours of the specimen being tested. This feature permits the testing of actual production parts.
To simulate real-world conditions, parameters such as speed, stroke length and load can be altered according to the material and test being conducted. For soft materials, a 1-millimeter diameter hemispherical scratch tip is suggested. For harder materials, a conical tool, such as a diamond tip or tungsten carbide tip may be used. The Multi-Mar Attachment allows engineers to conduct similar tests as the balance beam tester using mar and scratch tools, such as a paperclip, loop stylus, needle stylus, Hoffman stylus or coin. Optional accessories are available to generate different types of scratch or mar damage. These include a steel wool holder, a Scotchbrite pad kit, a Crockmeter kit, coin holder, pencil hardness kit, and 3-millimeter borosilicate sphere holder.
Because of its ease of use and low cost, the Crockmeter is often used to conduct both wet and dry scuffing and abrasion tests. A 50-millimeter square crocking cloth is affixed to an acrylic rubbing finger 16 millimeters in diameter. With a downward force of 9 newtons, the finger traverses 100 millimeters back and forth over the specimen to elicit a change in appearance. Instead of a crocking cloth, the finger can be equipped a weighted felt pad or an abrasive paper to mimic the effects of random scratching.
A simple, but widely used, apparatus for evaluating coatings is the balanced-beam scrape adhesion and mar tester. The instrument consists of a pivoting balanced beam equipped with a holder that sets the stylus at an angle of 45 degrees in the direction of test sample travel. A test specimen is affixed to a movable platform, which is manually pushed against the stylus at a rate of approximately 6.5 millimeters per second for a distance of at least 76 millimeters.
After each stroke, the specimen is visually examined for surface damage. If none is observed, additional weights are added to the beam in increments of 0.5 kilogram until a scrape or mar is apparent. If damage is produced during the initial test, testing is continued using lighter weights. The weight required to just produce visible marring is the material’s mar resistance value. The tester is supplied with a U-shaped loop stylus, but can also be equipped with a needle stylus 1 millimeter in diameter.
Another common apparatus used in the paint industry to measure scratch resistance on smooth surfaces and coatings is the pencil hardness tester. Using constant pressure and pencils of varying hardness (usually 6B to 6H), the pencil is held at a fixed angle of 45 degrees to the specimen surface and pushed approximately 10 to 12 millimeters away from the operator under a fixed pressure of 7.5 newtons. This test is repeated using softer lead until one is found that will not cut through the coating or indent the surface. The hardness rating is reported as the hardest pencil that does not scratch or gouge the surface of the test specimen.
Although this test is quick and easy, it does not have very good reproducibility, and variation among pencil manufacturers may lead to inaccurate test results. Another drawback is that the pencil lead may leave a trace of graphite, which can influence sample evaluation.
Although the rotary platform abrasion tester is typically used for determining abrasion resistance, it has also been employed to evaluate scratch resistance. A flat specimen is mounted to a turntable platform that rotates at a fixed speed. Two abrasive wheels are lowered onto the specimen under a specific load. As the turntable rotates, the wheels are driven by the sample in opposite directions about a horizontal axis displaced tangentially from the axis of the sample. One abrading wheel rubs the specimen outward toward the periphery, while the other rubs the specimen inward toward the center. A vacuum system removes debris during testing.
A characteristic rub-wear action is produced on the surface of the test piece, and the resulting marks form a pattern of crossed arcs in a circular band that cover an area of 30 square centimeters. The abrasive wheels are comprised of silicon carbide or aluminum oxide abrasive particles embedded in a resilient or vitrified binder, and are available in different levels of abrasiveness. For plastics, the CS-10F and CS-10 wheels are most popular, and intended to simulate an abrading action like that of normal handling, cleaning and polishing.
Despite their poor repeatability and reproducibility, both fingernail and coin mar tests continue to be employed. In the fingernail test, the back of a fingernail is dragged across the surface of a coating and the degree of marring is visually observed. Alternatively, a fingernail can also be used for adhesion tests to determine if the coating can be scratched off. Similarly, the coin mar test consists of dragging the edge of a coin across the surface of a coated panel and visually determining the degree of marring produced.
Understanding the Results
Materials and coated surfaces respond to scratching in a variety of ways. Scratching in polymers typically progresses from elastic deformation, to viscoelastic-plastic plowing, to crack formation in the edges of the groove, and finally to more severe types of deformation. Today’s next-generation polymers and coatings can be challenging to test, because they exhibit a range of mechanical properties, from very soft to brittle. For highly elastic materials, engineers should specify a set time period to evaluate test specimens, because viscoelastic recovery can cause scratches to change over time.
The most common techniques for evaluating scratch tests include physical observations, dimensional measurements and sensor signals. The most common approach has been a visual observation of the specimen surface for the presence (or absence) of visible scratches. In this case, the rating would be the minimum load to generate a visible scratch or a simple pass-fail decision.
A standardized grading system has also been employed to measure the change in appearance. In this case, reference photographs along with an associated verbal description create a basis for an evenly spaced ranking. When reporting results, a detailed description of the scratch (such as scratch topography, deformation or color change) along with magnified photographs of the damage can be useful. This approach is useful to assess brittleness, ductility, delamination, chipping, modes of surface failure, and other scratch features.
Measuring the width or depth of a scratch is helpful to calculate a scratch hardness number or other relative ranking. But with today’s improved resin formulations, caution must be taken with materials that exhibit elastic and plastic properties. For repeatable results, all specimens should be a viewed at similar distance and angles, under a controlled light source, and after a prescribed amount of time has passed.
In some cases, more sophisticated tools may be required to measure scratch parameters, such as the reduction in gloss, increase in haze, or amount of material removed. Many nano-scratch testers have sensors that allow the
operator to determine when a critical condition has been reached. Other instruments measure the friction between the stylus and test material, indicating the amount of energy dissipation that is occurring during scratching. Although they may be of limited use with soft, ductile materials, acoustic sensors can detect the onset of gross micro fractures or coating delamination.
Choosing an Instrument
With so many options for simulating scratching and marring damage, how can engineers compare test methods and interpret test outcomes to make meaningful decisions?
First, the test data should be reproducible and repeatable. The primary goal of your test protocol should be to perform tests in the same fashion, thereby allowing results to be compared.
Not all tests are equal. Engineers should choose a test method or instrument that best matches the material and the properties they are trying to evaluate. If you are unsure where to start, begin by contacting industry associations. Other sources of information include organizations that develop test standards, such as ASTM International and ISO. And, don’t forget instrument manufacturers. Companies such as Taber Industries can provide consultation and expert advice on how to replicate scratching and marring damage.
The stylus angle, load and velocity of a test method can usually be
systematically altered so a comprehensive picture of scratch resistance can be obtained. By measuring the width of a scratch (using a device such as a white-light interferometer), the hardness of a material can be determined and scratch hardness maps can be constructed to give an indication of the elastic and plastic response of the material or coating under particular loads and conditions. In this way, comparisons can be made between different coatings and substrates that provide quantitative results under a controlled environment.
Scratch and mar resistance is not a unique or isolated material property; it is related to many other physical characteristics. Therefore, companies must evaluate the results in conjunction with other material tests. These include measuring resistance to abrasion, chemicals, corrosion, UV radiation or impacts. For polymers, additional considerations include weight advantages (density), flow properties, heat resistance, and dimensional stability. It is important not to overlook cost implications, including the overall cost calculation (price, cycle rate, reject rate) along with any processing changes that are required.
The primary reason companies conduct lab tests is to ensure that they are producing a quality product that will endure throughout the vehicle’s life cycle. The objective is to make certain the product maintains a minimum visual appearance over its estimated life. Regardless of whether the material or coating is for cosmetic appeal or functional performance, surface damage that occurs too soon will detract from a consumer’s perception of product quality. For high-gloss finishes, such as piano-black components, any scratch or mar issues will be highly visible due to how light reflects off the smooth, mirror-like surface. Therefore, it is important to select a tester that will replicate the type of damage that will occur during normal use.
Employing a meaningful test program is necessary to validate your product’s quality and ensure that the surface finish you specify meets the customer’s expectations. While accelerated laboratory tests may not always identify potential problems or provide predictive performance results, they can be an inexpensive means of generating useful data in a relatively short period. Testing also provides an opportunity to create value with your product, and it can be invaluable in avoiding material or coating issues.
For more information on materials testing equipment, call 800-333-5300 or visit www.taberindustries.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



