Rotary Actuators for Automated Assembly
Decades-long refinement makes today’s rotary actuators more precise and versatile than ever
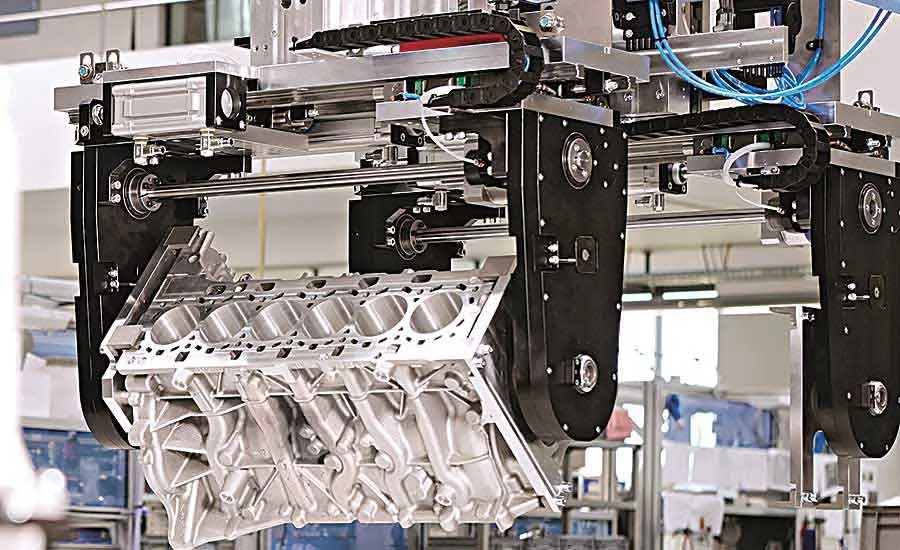
Automotive manufacturers use SBZ swivel jaws to lift, transport, rotate and set down large components. The jaws feature a dual rack-andpinion rotary mounted on each gripper finger. Photo courtesy Zimmer Group U.S. Inc.
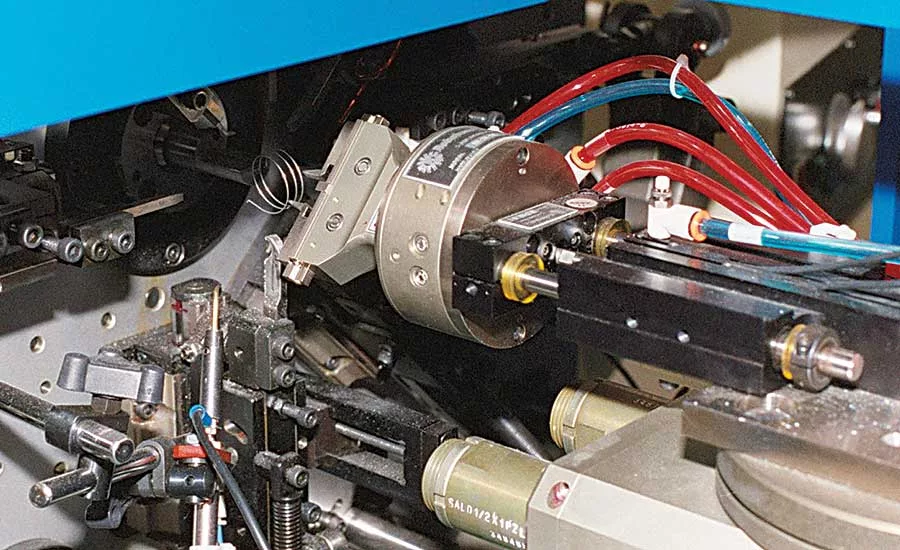
This image shows a combination rotary, gripper and linear slide performing part loading and unloading. Photo courtesy Destaco, a Dover Co.
Pneumatic rotaries with a dual rack-and-pinion design produce much more torque than units with a single rack and pinion. Photo courtesy Festo Corp.

The low-profile pneumatic RCC rotary is driven by an aircraft-quality steel cable and rotates 90 and 180 degrees. Photo courtesy PHD Inc.

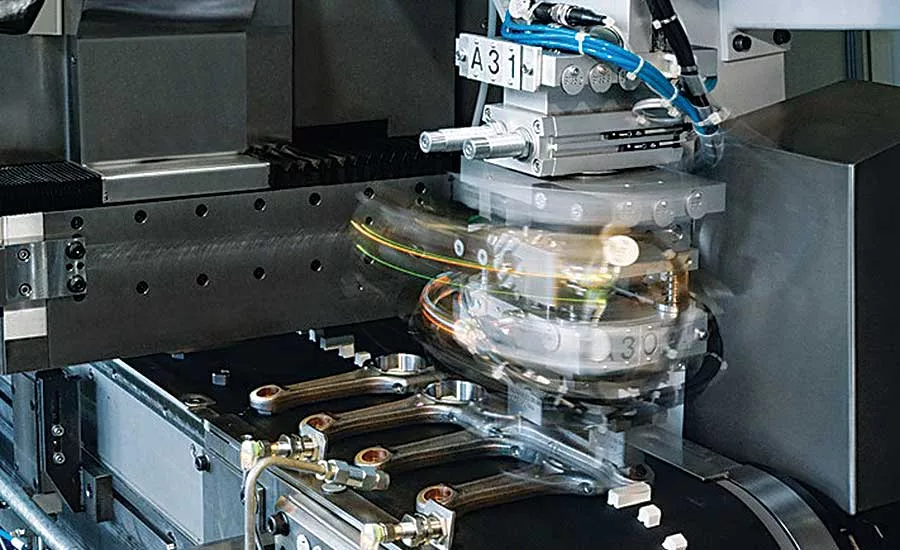
GFS swivel fingers are able to turn workpieces that are held by a gripper. Photo courtesy SCHUNK Inc.
From the outside, a robot appears to be an independent entity that can do many great things all on its own. But, in truth, it’s the internal technology and end-of-arm tooling that enable the robot to effectively perform many types of assembly.
One of the robot’s key internal components is the rotary actuator, or rotary. Its compact yet heavy-duty design enables engineers to adapt it to form the joints, or muscles, of a robot, thereby providing high levels of mechanical stiffness and torque. The rotary actuator can also be used separately or with other equipment in applications where a multiaxis robot is too expensive or large, or it isn’t quick enough or necessary.
“Consider the situation where a manufacturer needs a pick-and-place unit to quickly move parts in and out of a machine during assembly,” explains Thomas Reek, vice president of sales for automation components at SCHUNK Inc. “By integrating a rotary with dual grippers, they can alternately insert unfinished parts and remove finished parts from the machine, or simultaneously grab, reorient and present parts for further assembly work without having to let go of them.”
According to Reek, using a rotary unit allows a pick and place or robot to complete its task more quickly by placing and retrieving workpieces in a single trip. This can shorten overall cycles and prevent processes from being idle.
“Rotary actuators work in one plane of motion, and usually, that’s all you need to effectively perform some type of automated assembly,” notes Costas Charalambous, east region sales manager at Zimmer Group U.S. Inc. “A multiaxis robot is often overkill in these applications.”
The rotary, in contrast, relies on simple mechanical action to reliably perform functions as diverse as feeding and orienting parts, operating chutes or routing pallets on a conveyor. This versatility has benefitted manufacturers since the 1950s, when rotaries were powered either hydraulically or pneumatically. Today, equipment suppliers also offer electric rotary actuators, along with the expertise needed to help engineers specify the right actuator for every job.
The Rotaries Club: Members and Benefits
Pneumatic rotary actuators remain the most popular for automated assembly, whereas hydraulic rotaries are infrequently used due to manufacturers’ growing environmental concerns and their desire for less maintenance. Electric rotaries are the newer kids on the block, but are slowly and steadily increasing in usage.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Both pneumatic and hydraulic rotary actuators come in single or dual rack-and-pinion, vane (semi-rotary) and helical spline versions. Recommended for precise and heavy-duty applications, a rack-and-pinion rotary converts linear motion from a cylinder into rotary motion.
The rack is a straight set of gear teeth attached to the cylinder’s piston. As the piston moves, the rack is pushed linearly and its teeth mesh with the circular gear teeth of the pinion, forcing it to rotate. The pinion rotates back to its original position when air or fluid pressure is supplied to the opposite side of the cylinder. Its maximum rotation is limited only by its size.
Zimmer Group U.S. Inc. offers the SBZ series of swivel jaws, with a dual rack-and-pinion rotary mounted on each gripper finger. Charalambous says that manufacturers in automotive, white goods, medical devices and consumer goods have used the jaws for several years to lift, transport, rotate and set down small, medium and large parts. Five sizes of jaws are available, with a torque per jaw of 1.2, 3.5, 10, 23 or 57 newton-meters. Swivel angle capability is 90 and 180 degrees. The jaws are rated for 10 million maintenance-free cycles.
Vane actuators use a simple air motor or fluid-filled chambers to drive a vane attached to a rotating driveshaft. When significant pressure is applied to the chamber, it expands and moves the vane through an arc up to 280 degrees until it meets a stationary barrier. Rotation is reversed by reversing air or fluid pressure at the inlet and outlet ports. This type of actuator is sometimes called semi-rotary because it produces a rotation of less than 360 degrees.
A double-vane actuator has diametrically opposed vanes and barriers. Although this design provides twice the torque in the same space as a single-vane actuator, rotation is generally limited to 100 degrees.
Festo Corp.’s DRVS series of pneumatic vane actuators installs quickly and easily, and delivers long service life due to its sealed housing that protects bushings from dust and debris. Standard swivel angles are 90, 180 and 270 degrees. Custom swivel angles are possible with a stop bracket accessory. With 6 bar pressure, the seven different models deliver a torque range of 0.15 to 20 newton-meters.
The helical (or sliding) spline rotary consists of a cylindrical housing, a shaft and a piston sleeve. Like the rack-and-pinion actuator, the helical relies on the splined gear operating concept to convert linear piston motion into shaft rotation.
Helical spline teeth machined on the shaft engage a matching complement of splines on the inside diameter of the piston. When pneumatic or hydraulic pressure is applied to the port on the left of the piston, it rotates clockwise. This action, in turn, forces the shaft to rotate clockwise as well. Applying pressure to the alternate port returns the piston sleeve to its original starting position and rotates the shaft counterclockwise.
In the double helix, shaft rotation is considerably more than that of the piston sleeve. Shaft rotation is nearly twice for 30-degree helix designs, for example, and even greater for 45-degree designs.
Another type of pneumatic rotary actuator is one driven by a cable, such as the RCC model offered by PHD Inc. Carey Webster, senior segment manager at PHD, says an aircraft-quality steel cable is used to drive the unit in two standard rotations (90 and 180 degrees). The actuator has a low profile for confined spaces, but produces high axial thrust loads for its size. Typical applications include light part rotation, electronics assembly and labeling.
An electric rotary produces either continuous rotation or movement to a fixed angular position. It features a motor (stepper, servo or torque), a speed reducer and a rotating output shaft member. For stepper- and servo-based units, a position encoder indentifies the angular position of the output shaft. The torque motor generates and applies a precise torque, which causes actuator rotation. However, the motor itself does not actually rotate.
“The dual rack-and-pinion design produces much more torque than the single style, and with no backlash,” says Charalambous. “It’s analogous to the difference between trying to rub a stick with one hand or both hands. Your hands are the racks, and the stick is the pinion.”
Optimax ORQ pneumatic rotaries from PHD feature a dual rack and pinion system and threaded through holes in the body for easy mounting. Available in six bore sizes (12, 16, 20, 25, 32, and 40 millimeters), the rotaries feature a hollow pinion that allows pass-through from the back of the unit to the output hub. Rotation angle is adjustable (up to 190 degrees) by tightening or loosing adjustment screws. Shock pads come standard. The units have a minimum rated life of 3 million cycles.
A vane rotary is more compact and less expensive than a rack-and-pinion, and it usually needs less maintenance due to fewer parts and less-critical fits. The vane rotary has a mechanical efficiency range of 80 to 95 percent, and is often used for shifting a chute or operating a valve.
On the downside, vane rotaries produce relatively more backlash, vane corners are hard to seal, internal bypass leakage is common and position holding may be limited without external controls.
Helical rotaries provide high torque in a compact size, as well as constant torque through a full angle of rotation with no internal leakage. In addition, all gearing, moving parts and bearings in hydraulic units are constantly bathed in oil, making them virtually maintenance-free.
Electric models have the advantage of precise programmability, unrestricted rotation, control through the full range of motion and a simple setup. However, they are heavier, more expensive and produce a lower torque than comparable pneumatic models unless a gear reducer is used. These negatives must be overlooked by manufacturers that need to use electric rotaries because their facilities lack the infrastructure for pneumatic power. Typical applications for electric rotaries include robotics and chute control.
A Question of Specification
“When specifying a rotary, it is very important that you accurately size the rotational mass moment of inertia (MMOI) and estimate rotational velocity,” notes Webster, a former application engineer at PHD. “During the rotary classes I teach, for example, nine out of 10 engineers in attendance may accurately size the rotary for torque, but undersize it for kinetic energy.”
Equally important is payload and its location in relation to the axis of rotation. Although rotaries operate at hundreds of cycles per minute, the angular momentum of most loads limits the usable rate. For example, the forces acting on a horizontal rotary with a 1-pound load at its center are different than those on a vertical rotary with the same load suspended 10 inches off to one side.
“Many end-users don’t take into account the impact of gravity on part rotation when specifying a rotary,” says Gary Labadie, product director of grippers and indexers at Destaco, a Dover Co. “There’s a big difference in the mass moment of inertia needed to rotate a part clockwise from the 9 to 12 position and the 12 to 3 position. The former fights against gravity, but the latter benefits from gravity, especially when a large payload is involved.” Other key factors are operating air pressure, cycle time, required precision level and available footprint.
The RR-36 and 46 medium-duty rotaries from Destaco have a flange output and a low profile for tight space applications. Labadie says the rotary portion of each unit is about the size of a hockey puck (3 inches wide). The model number refers to its bore size in millimeters.
Both units rotate at 45, 90, 135 or 180 degrees. A mid-stop manifold is optional. The RR-36 can handle a payload of 8 pounds; the model 46 can carry a load of 15 pounds. Both can be connected directly to the turntable without a bearing block. According to Labadie, OEMs use these rotaries during assembly of circuit breakers, and small auto and consumer products.
SCHUNK makes the pneumatic GFS swivel finger for turning workpieces that are held by a gripper. Standard features include a single rack-and-pinion rotary and a pressure maintenance valve that enables the GFS to hold its position even in case of pressure failure. Standard swivel angles are 90 and 180 degrees, with other angles available on request. Several series are available (16, 25, 32, 40), enabling manufacturers to grip parts that range in size from large engine blocks to tiny PCBs.
Mike Guelker, product manager for pneumatic actuators at Festo, recommends end-users address several key questions to properly specify the rotary. The first two are: What is the angle and time of rotation needed for the application? Torque level needs to be considered next, followed by the part’s mass (rather than weight), its location relative to the driveshaft, and the part’s MMOI.
Festo has online software that helps engineers quicken the specification process. A user enters numbers for parameters such as torque, inertia and part mass before hitting the simulate button. The software then generates a list of recommended pneumatic rack-and-pinion and vane rotaries made by Festo.
Finally, many engineers boost the required torque by 40 percent to account for load variations, pressure fluctuations and friction. Webster and PHD, however, suggest a 2-to-1 safety factor on torque. He says it’s also a good idea to always include some type of deceleration protection in the actuator to increase its kinetic energy capability and protect it from damage. Shock pads provide minimal protection, with pneumatic air cushions being a bit better and shock absorbers providing the most protection.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





