SWITCHES & RELAYS: High Reliability at Low Loads
Not only have relay designs changed, but also applications are more diverse. In modern electronics, signal levels decrease while system impedance increases. Therefore, relay contacts are operated at low or dry circuit levels with small currents. No arcing occurs to clean the contacts and due to circuit requirements, load levels of varying magnitude are applied to the same relay. One contact system is used to switch the load; the other is used for monitoring purposes.

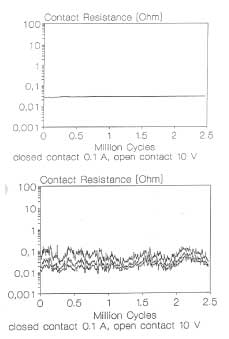
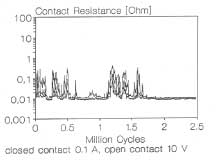
Fig. 2b: Characteristic contact resistance of AgCdO10 contacts tested in a commercial relay. Load 10 V/100 mA. (Below)
Low-level loads
The term "minimum load" should be clearly defined since load ranges vary greatly for the wide range of applications where relays are used.Load & Voltage Definitions/Ranges
Intermediate Loads. For intermediate loads, short arcs and discharges from cables are the most common effects. If the arc has enough energy to burn the carbon on the contacts, contact erosion can occur.
High Loads - Arcing Contacts. On practically all high loads, arcing can be detected. Depending on the voltage and current, switched contact erosion or material transfer is the main effect. Depending on the load applied, erosion or transfer of contact material are the visible results.
Mixed level switching. In different applications, monitoring the contact position in the load circuit is required. The tight and failsafe coupling between two different contacts is realized in safety relays by applying forcibly guided contacts. For example, one contact is used to switch the load, and another is in the load circuit. The power in the load circuit depends on the application and variants between mW and kW (kVA). The control circuit(s) is normally on the logic level of devices such as FPGA or ASICs. A frequent issue is the separating contacts connected to power from those connected to the control circuit. The switching arc produces a splash of oxides and carbon particles which disperse in the area (for example, the contacts on which the control signal is carried).
Requirements
When switching devices have to carry and switch low level loads, certain considerations must be made to help provide for optimum performance. Firstly, the switching device must have contacts that are clean. Secondly, the switching devices must be properly protected from external particles such as dust and corrosion.
Contact Cleanliness. In order determine the suitability of contact materials for certain loads, (i.e. to determine the minimum load they are suitable to switch) the contact surface must be clean and its condition known. In the relay industry, there are two strategies used to achieve defined conditions. Whether contamination is present during manufacturing or the cleaning process is applied in order to remove contamination from the relay. The first approach is more reliable and results in higher quality relays.
Protection of Relays. Two standards are commonly referenced for protection of electrical devices against external influences. While IEC60529 defines the degrees of protection provided by enclosures (IP code), the more suitable definition for low-level switching devices is the category of protection in IEC 61810-7 which defines the categories as follows:
For low level switching devices, wash tight devices (RTIII) should be chosen, at minimum, in order to provide sufficient protection against external influences.
Two other issues are of interest in evaluating low level switching. Wash tight relays do not prevent gas exchange between relays and the external atmosphere. In the case of a corrosive environment, hermetically sealed devices should be used. All plastic sealed devices do not protect devices from humidity.
Environmental Conditions. Generally, low temperature extremes are less critical than high temperatures. Several materials typically used in switching devices such as plastics, have maximum operating temperature limits. When relays are operated with low signals, they operate properly up to a critical temperature. For most organic materials, the critical temperature can be found, when the out gassing products out of the material start to impact the contact resistance values.
Contact Materials
Silver-Based Contact Materials. These materials are the most commonly used materials. From the performance point of view, the materials can be quite different. Pure silver (Ag) is only suitable for low loads and is not resistant to material transfer. The advantage is high conductivity. Investigations into low level switching performance of different types of silver contact materials revealed characteristic fingerprints of different types of contact materials.Silver and Silver Alloys. Silver and silver alloys like AgNi 0.15 show similar performance in commercial relays at low-level switching applications. The contact resistance value is stable and the typical variation of the contact resistance is in the range of a half magnitude.
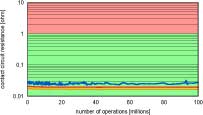
Silver Metal Oxides. Many silver metal oxide variations are currently available. AgCdO has been used for years, but is being replaced to comply with various environmental initiatives. AgMeO and AgSnO2 are typical replacements. Since these are heterogeneous materials, the contact resistance stability is less than a homogeneous silver material (Fig. 2 and Fig. 3).
Gold-Based Contact Materials. Gold alloys for low-level contacts include Au, AuNi, AuPd, AuAg and AuCo. The choice of the material and the required thickness depend on the deposition method, the alloy, the load applied and the protection against external impacts.
Since pure gold is soft and tends to cold weld, it is seldom used. Therefore, it is alloyed. Often, AuNi (Ni <5%), AuPd (Pd<5%) and AuAg (silver content of up to 10%) are typical. AuCo is for galvanic deposited gold layers.
Minimum Loads
Silver Based Contact Materials. In air, silver contact materials may tend to form nonconductive oxides or sulphides. These layers must be removed during contact closing. Relays with silver contacts suitable for low-level loads must be designed in a way that they perform a relative movement when the contacts close.So, non-protected relays should not be used for switching low-level loads. At a minimum, a dust-proof (RT I) or higher rated relay housings should protect the contacts. There is not much data available about the minimum possible load available for relays with AgNi0.15, AgNi10 or AgSnO2 contacts, but research continues.
Tests on 50 relays with AgNi0.15 and AgSnO2 contacts showed after the following:
Contact resistance values measured at 10V/10mA were still below 50mOhm.
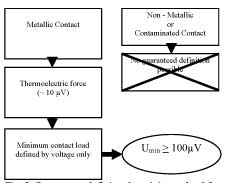
Gold-Based Contact Materials. Minimum permitted loads when gold contacts are used always apply to dry circuit conditions. Dry circuit applied voltage is roughly 0.08 V. Assuming that clean metallic contacts are used, the only limiting parameter is the thermoelectric force generated - depending on the materials used in the signal path - a small voltage on the contacts. Measurements on commercially available relays with gold contacts showed values less than 10 µV. Therefore; no loads less than approximately 100 µV should be applied to relays with gold contacts.
Contact Disturbances
Corrosion Layers. In air, oxides, sulphides and other layers are formed on all metallic surfaces, which increase the contact resistance. As long as the thickness of the layer formed is less than 10 atom layers, there is no change in contact resistance. Thicker layers equal greater resistance. All corrosion layers are insulating or are semiconductors and are insufficient for a technical contact. In order to provide a technical contact this corrosion must be prevented or the corrosion layer must be removed.There are two possible ways of removing the layers:
Carbon Layers. When contacts are contaminated with hydrocarbons operating in a closed environment and the switch is made of organic materials like plastics, out gassing hydrocarbons can cause the formation of carbon on the contacts.
The effectiveness of carbon generation depends on:
When hydrocarbons are absorbed on the contact surface, the low energy arc cracks the hydrocarbons. Since the energy of the arc is not sufficient to burn the carbon it simply remains in the contact area. Typical contact resistance values for carbon can be measured which are in the range of 1Ohm to 2 Ohm.
SiO2 Coatings. These coatings are formed from silicone when it is present in the contact area and arcing occurs. The organic silicone molecules are oxidized in the arc and form an insulating layer. Since silicone has extreme creeping characteristics, it crosses distances of up to several meters. Tests performed on relays in a silicone atmosphere at a load of 12 V/100 mA showed:
Particles. The biggest enemy of switching electrical contacts are small particles that can prevent the contacts from making contact. Typical sources might be dust when open contacts are used or particles coming from manufacturing processes, and other sources including eroded contacts.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




