Cavity Pressure Is the Key to Molding Consistent, Quality Parts
Pressure conditions in certain phases of the molding process correlate to specific attributes of the part.

Validation causes more headaches for medical device manufacturers than almost any other stage of the production process. For companies certified to ISO 13485, validation is always a costly and time-consuming undertaking—regardless of whether a new process is being set up or an existing process is being transferred. To add to the challenges, manufacturers are confronted with new and stricter regulatory requirements, such as the European Medical Device Regulation, which comes into force this year.
These regulations aim to guarantee product quality based on process quality—in other words, by ensuring that processes are controlled and stable. Consistent process analysis and end-to-end proof of the quality of every step in the process are therefore essential.
However, it can take months to validate machinery and the process, and it’s not always clear how to proceed. This is because the regulations do not specify exactly how validation should be performed. Nevertheless, medical device manufacturers must make sure that quality requirements are met, and they must provide complete transparency and documentation throughout the entire value chain. These requirements apply to material suppliers, parts manufacturers and OEMs.
In the absence of clearly specified requirements, engineers must answer two questions: Is the data adequately documented for all parties involved? And, will the various measures, when viewed together, be able to pass an audit?
For suppliers of plastic parts for medical devices, conventional process validation methods focus on investigating the injection-molding machinery. The objective is to find a process window that allows a stable molding process so that parts are made in line with specifications. Machine-specific settings are defined with the help of downstream tests that investigate the influence of individual machine settings on the test material and the specific attributes of the components. The drawback of this approach is that the knowledge gained is only valid for the machine that is to be qualified. In addition, mapping of conditions inside the mold cavity is usually inadequate.
This shortcoming has an unfortunate consequence: When an existing process is transferred to a new machine, it is usually impossible to reproduce part quality identically. Even though the machine settings are the same, deviations occur in the molded part that will then lead to inconsistent part quality. The result is that every change of machine or location confronts manufacturers with the question of revalidation.
A sensible way to reduce outlay and effort on revalidations is to apply a machine-independent approach that allows end-to-end monitoring in the mold—including the manifold and the cavities. Monitoring of this type requires sensors in all the cavities. The most informative process variable here is cavity pressure. It describes the conditions under which the plastic parts are formed throughout all phases of the process. It also provides insights into the mold where the plastic part is gradually taking shape. Pressure conditions in certain phases of the molding process correlate to specific attributes of the part. For instance, during the injection phase, it is mainly the surface characteristics that are influenced. Similarly, the progression of the compression phase determines factors such as flash and possible damage to the mold. And the holding pressure phase has the most critical influence on the part’s dimension and weight.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
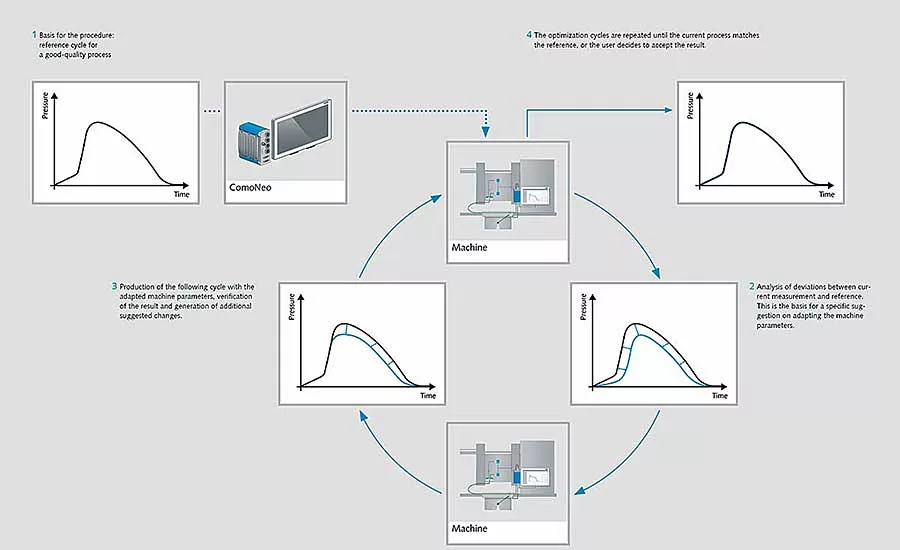
Inline process monitoring systems, such as ComoNeo from Kistler, capture the pressure in the cavity throughout the entire molding process. They document the values measured by piezoelectric sensors in the form of a time-pressure curve. Besides ensuring transparency, this approach plays a key part in process baselining. Once a stable process has been defined, its profile can be used as a reference. This is a major factor in ensuring that quality parts can quickly be produced even after a change of machine or location.
To achieve this, ComoNeo’s Recover Restart Assistant accesses the reference curve for an existing optimal process that is already producing a quality part. It compares this curve to the curve for the new process, so any deviations in the characteristic process phases become clearly visible. On this basis, the system suggests that the operator should change specific machine settings to approach the ideal profile for the baseline curve.
Part quality is determined by a number of parameters, such as injection speed, holding pressure time and temperature, so the curves are compared in a series of consecutive adaptation steps. As this sequential process proceeds, the operator can see whether and how individual machine setting values affect the cavity pressure. Process optimization continues until the new operating point precisely matches the reference cavity pressure, or until the user personally judges the result to be satisfactory.
Once the process has been tracked back to the right machine, the search for a stable process window can be launched on the qualified machine. Finding a suitable window is the starting point for the final stage of process development. This is a time-consuming part of the validation process.
The first step is to generate extensive test plans (known as design of experiments, or DoE), which are worked through to determine how various machine settings influence conditions in the mold cavity—as expressed by the cavity pressure profiles. A vast amount of data must be recorded and statistically evaluated to identify the relationships between machine settings and part characteristics. Together with Stasa QC software, technology from Kistler makes it possible to examine these process windows efficiently at shop-floor level. DoEs are then generated and transferred into the Stasa QC software. Automatic recording of the cavity pressure curves is handled by ComoNeo’s Predict functionality.
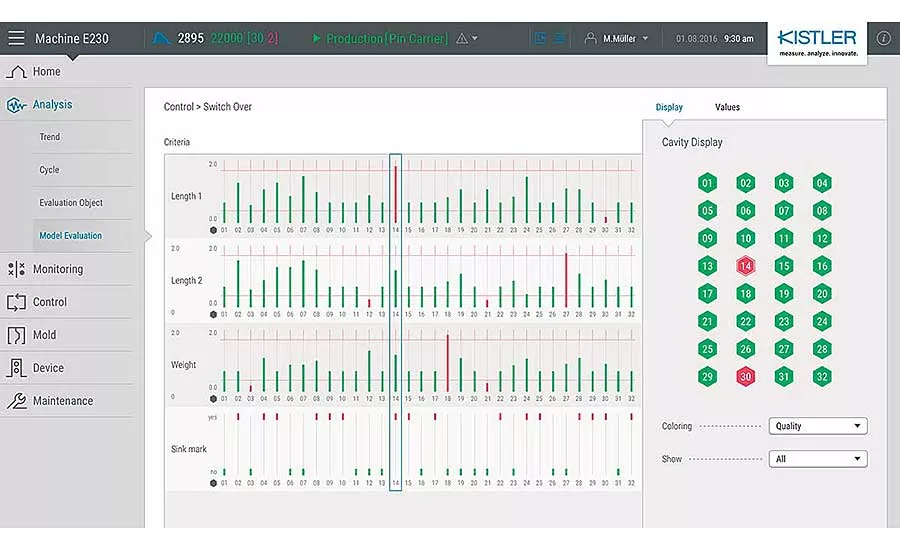
The data is then fed back into the Stasa QC software, which uses it to generate a statistical quality prediction model. The completed model simulates the relationships between machine parameters and expected part attributes. In conjunction with ComoNeo Predict, engineers can then have these expected quality characteristics specified directly on the machine without actually measuring them. Due to this approach, the part’s quality can be predicted even before it has been manufactured. Besides improving validation, this method yields a major advantage during production. With the help of the quality prediction model, automatic separation of good and bad parts can be implemented directly on the machine—together with all the documentation that is required.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





