2021 Assembly Plant of the Year: GKN Drives Transformation With New Culture, Processes and Tools
A two-year-long continuous improvement initiative pays off in Newton, NC.







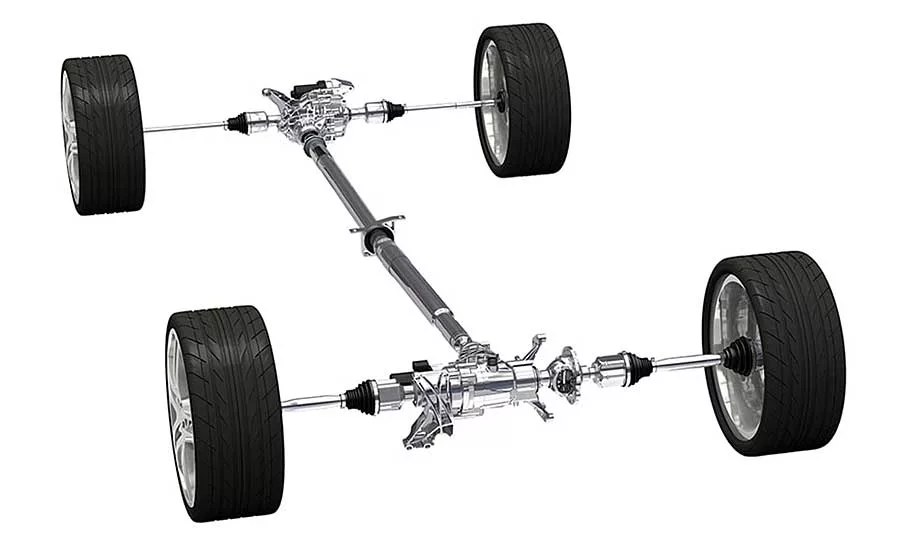


All-wheel drive (AWD) technology has taken the automotive world by storm in recent years, because of its ability to effectively transfer power to the ground. Today, many sport utility vehicles use AWD for better acceleration, performance, safety and traction in all kinds of driving conditions.
Typically, an AWD drivetrain operates as a front- or rear-wheel drive system. It preemptively sends power to front and rear axles to prevent wheel slip, then backs down if no slip occurs. No driver effort is needed to activate the system.
AWD systems use sensors and control systems to automatically decide which axle and which wheels receive the most power at any given moment when road surface conditions or vehicle dynamics demand extra traction. The wheels receive varying amounts of torque through a system of differentials and clutch packs that distribute power to optimize traction in rain, mud, snow and ice.
AWD is often confused with four-wheel drive systems, but it is different. The former are controlled more by electronics than by mechanical parts and are fitted primarily to road cars. In contrast, four-wheel drive systems tend to be more complex, and are often equipped with more mechanical parts for off-road applications.
As the auto industry quickly evolves to electrified drivetrains, demand for AWD technology is expected to intensify in the near future. That’s good news for GKN Automotive, a Tier One supplier headquartered in London.
GKN’s state-of-the-art ePowertrain assembly plant in Newton, NC, supplies AWD systems to BMW, Ford, General Motors and Stellantis facilities in North America and internationally. The 505,000-square-foot facility operates multiple assembly lines that mass-produce more than 1.5 million units annually.
Popular vehicles equipped with AWD systems made in Newton include the BMW X5, Cadillac XT6, Chevrolet Traverse, Ford Explorer, GMC Acadia, Jeep Compass and Maserati Ghibli. In addition to supplying auto plants in Canada, Mexico and the United States, the facility exports drivetrains to final assembly lines in China, Germany, Italy, Russia, South Africa, Spain and Taiwan.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Newton is one of GKN Automotive’s largest and most important plants. In fact, it generates 10 percent of the company’s total revenue.
Over the course of just a few years, GKN Newton has gone from underdog to best-in-show status. Along the way, it has earned several quality excellence awards from customers such as Ford and GM.
GKN Newton is also the recipient of the 2021 Assembly Plant of the Year award sponsored by ASSEMBLY Magazine. The world-class plant was chosen for the 18th annual award because of its successful use of automation, continuous improvement, flexible production processes and quality controls.
Recent implementation of new technologies, aggressive process overhaul of existing systems, and a change in plant floor culture have contributed to the turnaround story and led to many accomplishments. Among other achievements, GKN Newton has improved safety and product quality, while reducing scrap by up to 80 percent.
“Over the past two years, we have made significant and aggressive improvements to productivity, downtime reduction, ergonomics and existing assembly processes,” says Marc Mueller, plant director. “This has resulted in projects from customers where we were previously on new-business hold.
“We are constantly experimenting with new and upcoming technologies to ensure we hold a competitive edge,” claims Mueller. “We utilize a wide and diverse set of technologies, systems and equipment brands, which make us extremely adaptable. From the management team right on through to the operators, everyone is committed to doing a good job by producing high quality parts safely and productively.
“From a leadership standpoint, great effort has been invested into creating the ideal work environment and culture,” explains Mueller. “We have adopted many modern business management techniques.
“Creative and self-directed problem solving is encouraged,” adds Mueller. “Management offers a diverse range of problem-solving training, such as Shainin Red X and Six Sigma, ensuring key employees have the proper tools and training to work as efficiently as possible.”
Full Steam Ahead
GKN Automotive is based in England and specializes in drive system technologies. In addition to AWD products, it is a leading supplier of propshafts, sideshafts and e-drive systems. The $6 billion company provides drivetrain technology to 90 percent of the world’s vehicle manufacturers and 48 percent of the world’s vehicles.
GKN Automotive operates 51 factories in 20 countries, including several facilities in the United States. GKN Driveline North America Inc. is based in Auburn Hills, MI. In addition to the Newton factory, GKN has plants in Bowling Green, OH; Mebane, NC; and Sanford, NC.
The company has been a major player in the electric vehicle market for more than a decade, and this segment is expected to grow dramatically during the next 10 years. In 2019, approximately 90 percent of GKN Automotive’s products were used in traditional internal combustion engine (ICE) cars and trucks. By 2025, however, the company predicts that ICE vehicles will account for only about 45 percent of business.
In fact, GKN has already delivered more than 1.5-million EV propulsion systems to a variety of automakers. It recently developed 800-volt technology for use in next-generation EVs. And, the company supplies the Jaguar Formula E racing team, which was runner-up in the 2021 series.
GKN Automotive is the largest division of GKN Ltd., which includes aerospace and powder metallurgy subsidiaries. Since 2018, GKN has been owned by Melrose Industries PLC.
GKN traces its roots to the early days of the Industrial Revolution, when steam power was a modern marvel revolutionizing the world of manufacturing and transportation.
The Dowlais Ironworks Co. was established in southern Wales in 1759. Under the leadership of Sir John Guest, the firm originally supplied cannonballs to the British army. By the 1840s, Dowlais Ironworks had more than 7,000 employees manning 18 blast furnaces and producing almost 90,000 tons of iron a year.
The growth of the company was closely tied to the fast-paced development of railways. In fact, Dowlais Ironworks was involved in several major projects led by Isambard Kingdom Brunel, a legendary Victorian-era engineer who constructed innovative bridges, railways and ships.
As a result of the railway boom, Dowlais grew to become the largest ironworks in the world by 1845. It also began exporting rails and other products to Germany, Russia and the United States.
In the mid-1850s, Dowlais shifted its attention to steel production, using the newly developed Bessemer process. By 1871, the company produced almost 26,000 tons of steel, with production surpassing 118,000 tons in 1884.
In the early 1900s, Dowlais morphed into Guest, Keen & Nettlefolds Ltd., which specialized in nuts, bolts and other types of hardware. GKN soon became the 15th largest company in Britain.
After World War II, GKN gradually focused less on steel making and diversified into other industries, such as auto parts, locks, plumbing fixtures and window latches. It eventually acquired several companies that specialized in constant velocity joints, propshafts and other driveline technology that enabled automakers to produce front-wheel drive vehicles. Along the way, GKN supplied parts used in iconic British cars such as the Jaguar XK120 and the Morris Mini.
In 1982, Guest, Keen & Nettlefolds officially changed its name to GKN. As the decade unfolded, the company became a major supplier to the aerospace industry, focusing on aerostructures and helicopters.
GKN also perfected automotive driveline systems and developed all-wheel drive technology. In 2011, it acquired the AWD operations of Getrag BV & Co.
During the past decade, GKN Automotive has become a leading producer of e-drive systems used in electric vehicles, supplying European automakers such as Citroen, Fiat, Jaguar Land Rover, Peugeot, Porsche and Volvo.
Transition Period
Four years ago, GKN Newton embarked on the first phase of a transition. A new management team was brought in to implement a fresh production philosophy that focused on continuous improvement and plant floor cultural improvements. It included individuals with diverse manufacturing backgrounds who previously worked at companies such as Caterpillar and Harley-Davidson.
“In the past, it was production first and operator second,” recalls Chad Hawes, operations director. “Today, our focus first and foremost is on safety, followed by quality and productivity. We worked hard to get that culture change and stabilize things in the plant to achieve continuous improvement and process repeatability.”
“We have a lot of automated workstations, but people can become complacent when they do a repetitive job,” adds Andrew Smith, director of quality, risk and operations excellence. “We try to move operators around and teach them multiple stations. To ensure that safety is our No. 1 priority, we reviewed ergonomic concerns and started a safety committee.
“This group is comprised of a mix of salaried and hourly employees within several departments,” explains Smith. “These efforts, as well as near-miss reporting, layered process audits that include safety inspections and consistent safety training, have led to a drastic reduction in incidents.”
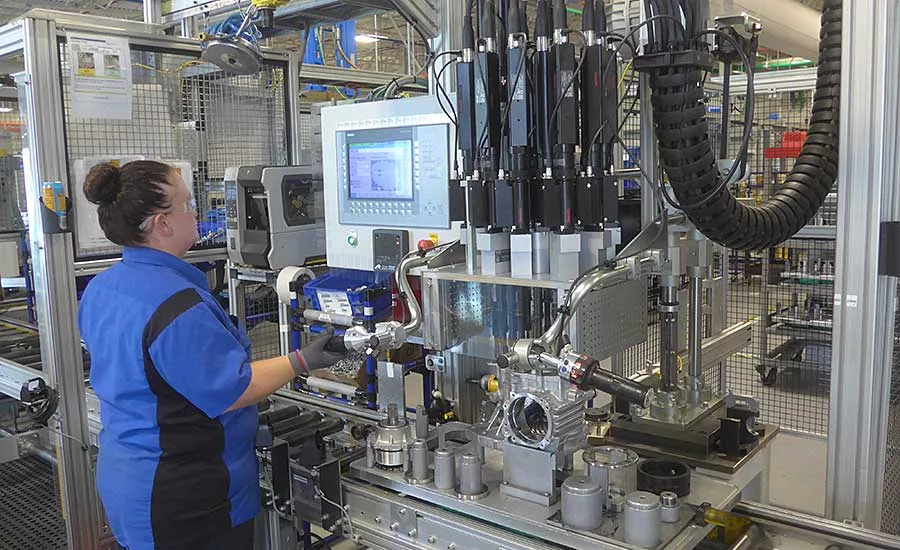
Uniforms were also introduced several years ago to build morale and enhance professionalism. All assemblers now wear blue uniforms or purple shirts and dark pants.
“At the time, there was a lot of volatility in the plant,” says Smith. “We wanted to create a sense of standardization and provide a unified team appearance.”
Prior to the transition, production during major holidays and significant costs from routine air freight was the norm. These inefficient conditions helped forge a new work culture. Among other changes, production was moved from a seven-day-a-week, three-shift operation to a five-day, two-shift schedule for most assembly lines.
“Areas of improvement include a first-time-through tracking dashboard tailored to each individual line and shift that tracks each individual failure mode,” says Tim Nash, director of manufacturing engineering. “We use this tool to monitor improvements and progress on a daily basis.
“Overhaul of process control limits has been one of our biggest achievements,” claims Nash. “By setting tighter limits for assembly operations such as pressing and screwdriving, we are able to detect and reject defective units in station vs. a downstream test operation. This saves both time and scrap related to further assembly of the defective unit.”
“When we started on our turnaround journey, our not-right-first-time rate was about 26 percent,” adds Smith. “Today, it averages around 6 percent. A few years ago, cost of non-quality was roughly $23 million annually vs. less than $3 million today.”
Error-Proofing Efforts
Error-proofing efforts in the plant have been upgraded and now include non-quality critical operations as well to ensure that even minor maintenance-related issues are addressed quickly. In fact, GKN Newton’s newest assembly line features robots that automatically error-proof the process every few cycles.
Shims, which are used to address tolerances and variations, play an important role in the assembly process. For some products, there can be up to 30 or 40 different shims that can vary in size by around 30 microns. To improve alignment and press operations, shim selection is error proofed multiple times throughout the assembly process.
Vision systems have also helped GKN Newton reduce errors and improve quality. Cameras are primarily used to detect external components such as circlips and O-rings.
“They are also used frequently during the application of sealant beads to analyze the quality and location of the application,” explains Nash. “Similarly, we also use 3D profilers to create a solid model that analyzes the height of certain installed gaskets.”
“Quality standards and procedures ensure production is actively involved to quickly identify and resolve any potential issues that may arise,” adds Smith. “Improvements have also been made to our master measurement parts with new robust designs that cut down on variation, as well as improving the accuracy and repeatability of our recalibration procedures.
“We made a significant effort to align standard work and get operators to follow it,” says Smith. “Standard work was upgraded to a primarily visual-based format, which ensures each individual step is clear and easy to understand. This includes infrequent operations such as changeover, master part verification and offsets.”
Another recent change in the plant has been an in-house developed andon and process monitoring system.
“Similar supplied systems were tested, yet none fulfilled our needs,” says Tom Matousek, manufacturing engineering specialist. “This system is currently in use on two assembly lines and is expanding. It tracks each operation and alerts production supervisors if a station has been idle for too long, if a testing operation begins to drift, and if an increase in failure rate or cycle time has been detected.”
So far, the system has proven to be extremely valuable to assembly line supervisors, because it uses several different data collection methods. The system connects PLCs and records every variable, limit and result of the assembly process to an internal server.
“This data is used to feed our first-time-through online dashboard that anyone can access,” explains Matousek. “These figures are used to narrow our focus to the top scrap-producing items.
“This data also feeds our in-house trend tracking and andon systems,” Matousek points out. “With specific process and testing data distributions, we can proactively alert operations to trends.
“Banners or alerts will be displayed to operations so the process can be steered back into control way before it becomes an issue or causes any failures,” says Matousek. “We’re also able to utilize this data to proactively detect and warn production of potential downtime events on specific machines.”
Complex Products
GKN Automotive produces a wide range of modular driveline systems to help automakers optimize mass, efficiency and performance on a variety of vehicle platforms. Compact packaging is achieved by physically integrating key components that are normally sourced separately. The AWD system is simpler to integrate because of GKN’s advanced system architecture.
For instance, with only minor hardware and software changes, the AWD Disconnect system can be scaled to suit vehicles of different sizes and dynamic requirements. GKN’s control software enables models with the same hardware to deliver the right driving characteristics for each brand.
During steady state cruising, the clutch system disengages the rear section of the driveline, eliminating rotating losses and improves highway fuel economy by up to 4 percent compared to standard AWD. If the driver or conditions require more traction, the system reconnects within just 300 milliseconds.
An active torque biasing function provides precise control of the distribution of torque between the front and rear wheels, optimizing traction, stability and performance.
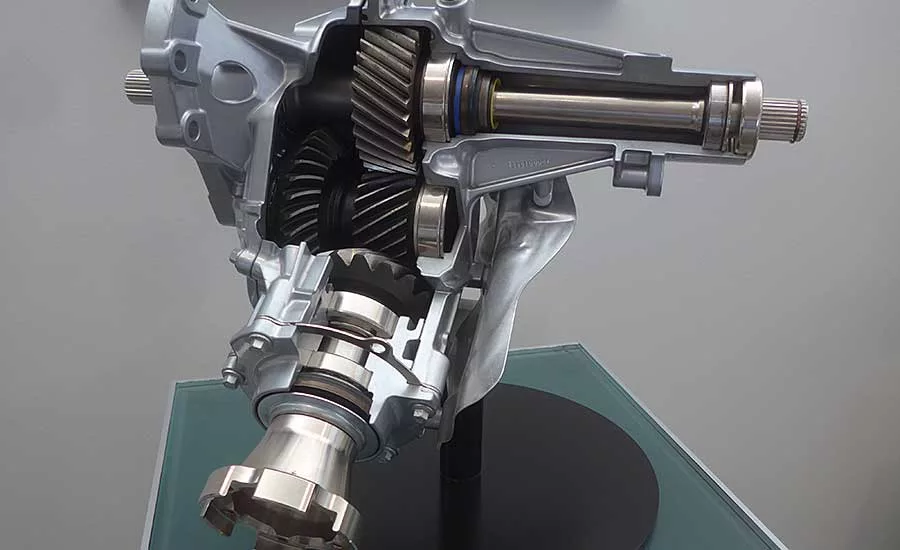
GKN’s ActiveConnect system includes a power transfer unit (PTU) module linked to the transmission’s final drive differential. The PTU module contains a fast-disconnect device and brake that can bring the AWD system to rest upstream of the PTU’s hypoid gears. An electromechanically actuated clutch located in the rear axle module both biases drive torque and disengages the AWD system downstream of the hypoid gears to save fuel.
A dedicated driveline control unit continuously monitors vehicle dynamics and environmental conditions, disconnecting the AWD system during steady-state driving speeds when the AWD function is not needed. If the driver or conditions require more traction, the AWD system reconnects within 300 milliseconds.
GKN Newton mass-produces PTUs, rear drive units (RDUs), front drive units (FDUs) and clutches. Product mix is approximately 60 percent front-drive and 40 percent rear-drive.
Front and rear-drive units are built on separate assembly lines, because complexity and number of components differ for various units. For instance, some contain only about 50 parts, while others have more than 120 components.
“Each product has its own variable, depending on the customer’s needs,” says Matousek. “But, the primary difference is in the gear set; specifically, the ring gear.
“In the RDU, the ring gear will be accompanied by either a differential or a clutch system to balance power to the rear wheels,” explains Matousek. “The RDU will have one power input and two power outputs. The PTU will have one input and one or two outputs.”
PTUs include disconnect and nondisconnect products. The former refers to a clutch system that disconnects power from both the PTU and rear-drive module (RDM) to save energy when a vehicle is operating in front-wheel drive only. RDMs include differential ring gears with no clutch or a single clutch and spool ring gears with twin clutches.
Two Plants, One Goal
GKN Newton’s 96-acre manufacturing campus consists of two buildings that are located approximately 0.25-mile apart. Plant 1 houses a state-of-the-art machine shop and heat treating facilities, while Plant 2 is devoted to assembly and test operations. The campus also houses engineering, product development, logistics and warehousing facilities.
Parts flow from Plant 1 to Plant 2 via a box truck that circulates back and forth. Within each facility, parts packaged in reusable dunnage are moved around by a fleet of forklifts. Last year, GKN Newton replaced all of its propane-powered equipment with hydrogen-fueled vehicles.
Plant 1 was originally built in 1985 for Getrag, which produced helical gear sets used in automotive transmissions. The first axle with a spiral bevel gear set was produced at the plant in 1996, followed by the launch of the first big platforms with GM and Chrysler in the mid-2000s, along with the purchase of Plant 2.
Between 2013 and 2017, GKN Newton’s business doubled in size and with each new vehicle platform came new automation. Today, Plant 1 mass-produces ring and pinion gears that are used in differentials and transfer units. The facility makes more than 3 million gears annually.
The plant features a large heat treatment facility that can process 15,000 parts a day. Elsewhere in the building, hard and soft machining operations focus on various types of metal cutting operations, such as tooth generating, lapping and testing. Aluminum housings are also machined in the plant.
The facility recently invested in fiber laser welding equipment that forms a radial, 360-degree joint around parts. It enabled GKN Newton to streamline a process that previously required operators and equipment to drill holes and install 12 bolts to join a ring gear to a differential. The new production process is significantly faster, plus it reduces weight and friction on the part when in use.
“We eliminated a series of machining processes in Plant 1 and fastening processes in Plant 2,” says Nash. “Fiber laser welding requires about 14 seconds to weld each part. Our manufacturing engineering and product engineering teams are currently working on a project that will reduce this process to less than 8 seconds of cycle time. By comparison, the old bolting process required a cycle time that averaged around 70 seconds.”
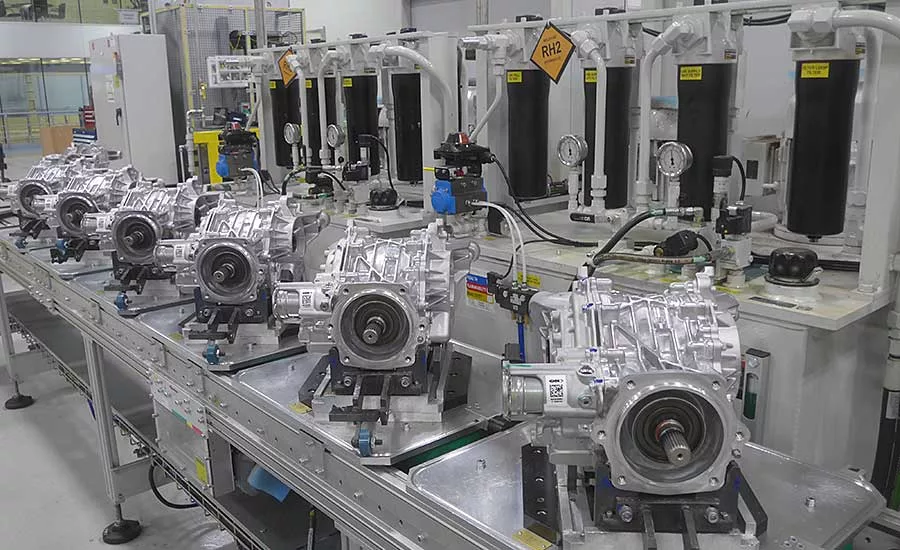
Plant 2, which formerly housed a furniture manufacturer, was acquired by GKN Automotive in 2011. It features 14 assembly lines and end-of-line testing stations. Each assembly line is devoted to a single customer or vehicle model.
Most assembly lines are semiautomatic, with operators interacting with presses, fastening tools and test stands. Workstations feature a variety of ergonomic lift-assist devices, jib cranes and tool balancers. All stations are designed for quick changeover, with cycle times averaging between 40 and 80 seconds.
Plant 2 also features a flex line that enables operators to build eight entirely different axles for two manufacturers and five vehicles. Each station is equipped with a set of changeover tooling unique to each part type.
“This assembly line was designed to be easily adaptable to produce a wide range of part types,” says Nash. “As a part reaches end of production and phases out, the full-scale line is decommissioned and this line is adapted to build these service parts. Not only does this allow the plant to preserve floor space, it also helps ensure that the quality of the service parts remains the same or better after the transition.”
Automation has also played a key role in GKN Newton’s recent success. In fact, more than 100 robots are currently in use throughout various parts of the plant, including a mix of SCARA and six-axis machines from several vendors.
“We try to automate whenever there are ergonomic issues or concerns,” explains Nash. “We also look at areas where operators are struggling or where consistency and quality is lagging behind.
“Our main focus with automation is in tightening, torqueing and testing operations, because consistency often goes up dramatically,” Nash points out. “We still need a lot of skilled operators, but repeatability is always something we look at carefully.”
The newest assembly line in the plant is fully automated. It features 12 robots and only three operators, arranged in a linear, single-station format. A collaborative robot at the start of the assembly line enables operators to feed parts. Components move between stations on a palletized conveyor system.
GKN Newton is also in the process of implementing automated guided vehicles (AGVs) for material handling applications. The four-phase project is scheduled to begin early next year. The first AGVs will be used to transport bearings, fasteners, seals and other commodities to the assembly lines via tote trains.
All AWD products are checked with a series of functional tests at the end of each assembly line. Processes include pressure decay leak testing and noise, vibration and harmonics (NVH) testing. Additional tests measure backlash, clutch balance and total torque.
“The NVH test station takes the largest number of measurements in a single operation and it tends to have the longest cycle time,” says Matousek. “These test rigs do more than just test for noise. They also pinpoint and record the amount noise or vibration of each and every moving component.”
Screwdriving Technology
Fastening plays a critical role in assembling products at GKN Newton, because AWD components are subjected to dynamic loading and heavy amounts of vibration when in use. The plant features several types of fastening equipment, but primarily relies on DC-electric tools to drive screws.
“Nearly every fastening method is used in some area of the plant,” says Emil Naslund, engineering manager. “Typically, for any pre rundown, we use torque-limited pneumatic guns or battery-powered tools. For final rundown on high-volume bolts, we use electric spindles.
“Spindle tooling varies by each line and includes fixed, robot-mounted, CNC-mounted, operator-controlled fixtures and multi-spindle applications,” explains Naslund. “For small screw applications, cordless drivers are typically used.”
“All operations target specific torque and angle specs,” notes Naslund. “Depending on the application, the bolt tightening order is controlled by spindle location monitoring. We also utilize automated bolt loading systems to reduce cycle time. In one application, a battery powered right-angle torque gun is used to measure the torque-to-turn average of an assembled unit.”
Cross-threading and defective threads are automatically detected in station.
“How we monitor the process depends on what combination of conditions we are working with, such as whether a bolt arrives seated, slightly started or placed in station,” says Naslund. “Other variables include tapped vs. thread cutting and thread locker vs. lock washer.
“Each combination has a unique set of steps to monitor,” Naslund points out. “Most importantly, we make sure our torque programs are recording and saving the results of each critical part of the process, so the torque and angle limits can be accurately set.”
GKN Newton recently implemented a multi-spindle screwdriving operation to improve productivity and quality on one of its assembly lines. The previous assembly process involved three workstations, two operators and a 65-second cycle time.
The former method involved an operator loading all 16 bolts, then pneumatically running down four of them. At a following station, another operator would run down the remaining 12 fasteners. Finally, a robot with a single spindle would complete the final tightening of all the bolts in a specific point pattern for proper clamp loading.
“The second challenge was variation in the pallet fixturing, causing the part presentation to slightly vary,” says Naslund. “When a robot was unable to engage a bolt, it would begin a search cycle moving 1 millimeter in each X-Y direction until the bolt was found. When the search cycle was utilized, it added significant cycle time.
“We were using a very low-profile Torx bolt at the time,” explains Naslund. “Because of these difficulties in engagement, our assembly and design engineers collaborated on a change that resulted in standard 10-millimeter bolts.
“With the new design, the overall cycle time was reduced to less than 45 seconds and only requires one operator to load the bolts,” adds Naslund. “In the near future, this will be replaced with a robotic pick-and-place operation to fully automate this task.”
Another issue arose with the previous design. After all fasteners were tightened, the first few bolts that were tightened by the robot would lose clamp load after all bolts were seated. This typically occurred when the operator at the upstream station did not fully seat all bolts at the pre-rundown operation. This required a secondary torque check of the first few bolts, which further added to cycle time.
“With the new design, the bolts are seating more in-sync,” says Naslund. “Since the fixture engages all the bolts at once, a redundant torque check can be performed in a fraction of a second as a final layer of security.”
Pressing Products
Presses also play an important role at the 2021 Assembly Plant of the Year. In fact, there are more than 100 different press operations in the factory.
The machines are used to attach bearings, bearing cups and shims, in addition to various types of seals and circlips, dowel pins and flanges. The plant’s largest presses are typically in charge of pressing ring gears onto differential or spool shafts before the welding process. Some unique applications include pressing a wiring harness connection into an electronic control unit or evaluating the depth of a manually installed seal.
“We primarily use electromechanical presses, but we have a very wide range of press types,” explains Matousek. “Our smallest electromechanical machine is a 1 kilonewton press and our largest is 200 kilonewtons. We also use arbor presses, but at these operations they are fitted with transducers to monitor the force and distance of the manual operation. In addition, we use hydraulic and air over oil presses.
“Our press stations are our first line of defense in ensuring we produce consistent quality parts,” says Matousek. “Specifically, how we control this process is key. Properly controlling our press operations provides multiple benefits, such as maintaining station condition and early detection of supplier part quality defects.
“Perhaps most importantly, our equipment can capture and reject a defective unit or press in station without relying on subsequent testing operations,” claims Matousek. “From a bottom line perspective, each station a defective unit passes through after a press is money lost in both labor and unnecessary scrap at each downstream station.
“For example, say we are pressing a seal into a housing and the seal is damaged during the press operation,” Matousek points out. “With the right detection in place, we can capture the abnormal spikes in force and reject the component right there in the root cause station. The only scrap loss at this point is a single seal.
“If this part wasn’t captured in station, it would continue through the assembly process accumulating additional scrap at each station, until finally being caught at the leak test operation,” explains Matousek. “By the time it arrives at the leak test operation, it’s a fully assembled unit, so the amount of scrap loss at this point is significant.
“When our limits are properly controlled, it can also provide several other benefits, such as early detection in station condition,” says Matousek. “If a press becomes misaligned or tooling becomes worn, we are able to detect it before it begins to impact part quality.
“Another recent example that comes to mind is a press operation where a shim is installed,” notes Matousek. “One day, a new operator mixed shim sizes in a loading tray. When the shims would not verify, she assumed the verifier was malfunctioning, measured one shim and installed the mixed shim instead.
“Although both shims were technically in print specification, the final distance was outside of our controlled range and was rejected,” says Matousek. “Instead of accumulating scrap from potentially hundreds of fully assembled units, we were able to quickly address the issue.”
Electrified Future
Charging stations recently installed in the GKN Newton parking lot are an investment in the future of the 2021 Assembly Plant of the Year. That’s because all of its customers are currently spending billions of dollars to create electrified power trains.
GKN Automotive is already at the forefront of electric vehicle drive technology, and it’s accelerating its R&D efforts. In fact, the company is working with leading automakers around the world to make next-generation e-drive systems a production reality.
In the first half of this year alone, more than one-third of new business bookings awarded to GKN Automotive were for pure electric platforms. And, during the last 18 months, the company has signed six major e-drive programs from global OEMs. In the near future, GKN Newton hopes to benefit from that rapid shift toward electric vehicles.
“Our engineering and management structure are well suited to support the EV trend,” claims Mueller. “New business opportunities are out there, and we hope to land some e-drive business quite soon, as it is the future of the auto industry.
“The programs that we have with BMW, Ford and GM will run steady into 2028, so the business will be stable,” notes Mueller. “However, we need to secure some e-drive business in order to grow. We will continue to automate our assembly and machining areas, as well as update individual assembly stations with the latest technology.”
“Today, new vehicle development timelines in the auto industry are getting shorter and shorter,” adds Nash. “The new start-up automakers typically don’t work within the same type of timelines traditionally used in the past. So, we’re positioning ourselves to compete and thrive in this new environment.”
Unlike AWD systems for ICE vehicles, which rely on hypoid gears, EV products typically require helical gears. But, Nash does not see that as a huge production challenge to GKN Newton.
“To make EV components, most of the physical changes in our plant would come on the testing side,” says Nash. “Working with high-voltage systems will require some new equipment and new skillsets, but we expect to be able to make the transition and easily adapt to the challenges ahead.”
About the Award
The Assembly Plant of the Year award was initiated in 2004 to showcase world-class production facilities in America, and the people, products and processes that make them successful. There is no entry fee. All manufacturers that assemble products in the United States are invited to nominate their plants. The winning plant receives a crystal award and a commemorative banner.
The Assembly Plant of the Year award is sponsored by ASSEMBLY Magazine. The goal of the award is to identify a state-of-the-art facility that has applied world-class processes to reduce production costs, increase productivity, shorten time to market or improve product quality.
All nominees were evaluated by ASSEMBLY’s editorial staff, based on criteria such as:
•Have assembly processes been improved through the use of new technology?
•Has the plant improved its performance by making more effective use of existing technology?
•Has the plant taken steps to reduce production costs?
•Have new or improved assembly processes resulted in increased productivity?
•Has the plant used assembly improvements to reduce time to market?
•Has the plant boosted bottom-line profits and competitive advantage?
•Did operators play a role in the successful implementation of new assembly strategies?
•Has a product been effectively designed for efficient assembly?
•Has the plant attempted to protect the environment and conserve natural resources?
As winner of the 18th annual Assembly Plant of the Year competition, GKN Automotive's ePowertrain facility received an engraved crystal award and a commemorative banner.
Previous recipients of the Assembly Plant of the Year award were Murakami Manufacturing USA Inc. (Campbellsville, KY); GE Appliances (Decatur, AL); Ford Motor Co. (Sterling Heights, MI); AGCO Corp., Jackson, MN; Bosch Rexroth Corp. (Fountain Inn, SC); Polaris Industries Inc. (Spirit Lake, IA); STIHL Inc. (Virginia Beach, VA); Northrop Grumman Corp. (Palmdale, CA); Ford Motor Co. (Wayne, MI); Philips Respironics (New Kensington, PA); Eaton Corp. (Lincoln, IL); Batesville Casket Co. (Manchester, TN); IBM Corp. (Poughkeepsie, NY); Schneider Electric/Square D (Lexington, KY); Lear Corp. (Montgomery, AL); Xerox Corp. (Webster, NY); and Kenworth Truck Co. (Renton, WA).
A nomination form for the 2022 Assembly Plant of the Year award will be available on ASSEMBLY's web site in early January
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!









