Balancing Act

Research has demonstrated that an unbalanced assembly line can actually perform better than a balanced one. A line having at least one station that is deliberately slower than the rest (a bottleneck or constraint station) can achieve a higher output than a nominally balanced line.
This is antithetical to the highly popular “Theory of Constraints,” in which bottlenecks are viewed as a universal characteristic of demand-flow assembly lines. Under the theory, management must identify these constraints and direct additional resources to eliminate them, thereby enhancing on-time delivery and providing more predictable performance. In many cases, however, those resources might be better directed somewhere else.
In an unpaced assembly line, operators are free to work at their own speed. In this type of line, operators typically pass parts to the next station by hand, though in some cases there may be some limited form of mechanical assistance. There is usually some storage space, or a buffer, between each station for work in process (WIP). This prevents work stoppages due to an operator not having a workpiece to process (starving) or not being able to release a workpiece because there is no room for it at the next station (blocking). These buffers are crucial because they allow workers to process items independent of each other. This type of production is called “asynchronous.”
Unpaced lines are normally “unbalanced.” Each workstation requires a different amount of time on average to complete a given task. There are several reasons for this. One might be the nature of the work. Due to precedence and technological constraints, it might not be possible to break down an individual job into a group of discrete tasks, each requiring the same average duration to finish. Another reason is the human nature of workers. Because people have different skills, abilities, competences, training and levels of motivation, the time needed for different operators to complete the same task will never be exactly the same. Also, over the course of the day the average time that an individual needs to finish a certain repetitive task will vary. This is known as worker variability and is a normal feature of unpaced lines. At any given time, individual operators sometimes process items at a rate that is 66 percent slower than their average production rate.
Unfortunately, the slowest station will delay all those preceding and following it. And yet, ironically, studies have also found that manual lines are from 25 percent to 75 percent more efficient than fully automated lines. How is this possible?
Arranging Assemblers
Using software, we simulated the behavior of various lines having five, eight and 10 stations. Assemblers were assigned to several categories based on how quickly they completed a standardized task. Workers ranged from very slow to very fast.We then positioned assemblers at various stations on the line to see which arrangement would yield the best output. Would it be best to place the fastest worker at the front of the line or the end? Perhaps the fastest worker should be in the middle. We looked at four arrangements of workers:
- Pattern 1: The fastest worker is placed at the beginning of the line, followed by progressively slower workers (an ascending order).
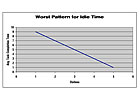
- Pattern 2: The fastest worker is placed at the end of the line preceded by progressively slower workers (a descending order).
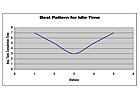
- Pattern 3: The fastest worker is positioned in the middle with progressively slower workers in both directions (a bowl shape).
- Pattern 4: The slowest worker is assigned to the middle with progressively faster workers in both directions (an inverted bowl shape).
Our goal was to find out which pattern of worker allocation would provide the greatest enhancement in efficiency compared with a balanced line. By efficiency we mean two things: either a reduction in the overall amount of idle time, or a decrease in the average buffer level. Some of our results were surprising, and they offer some useful insights into how to improve line effectiveness.
We found that the most efficient pattern for reducing idle time was Pattern 3, the bowl-shaped arrangement, while the worst was Pattern 2, the descending-order arrangement. The biggest improvement obtained over a balanced line was nearly a 3.5 percent reduction in idle time (for an eight-station line with buffer level of one and a line imbalance of 2 percent). This might not seem significant, but when taken over the useful life of the line, the improvement in output can be substantial.
As for average buffer levels, we found that Pattern 2-the worst configuration in terms of idle time-actually generated the best results.
For all of the line lengths, buffer levels and degrees of imbalance we experimented with, at no time did the performance of the balanced line prove to be superior to that of the best unbalanced pattern. The worst pattern turned out to be the Pattern 1, the ascending order configuration. The best pattern resulted in a decrease in average buffer level of about 87 percent (for a five-station line having a buffer level of six and degree of imbalance of 12 percent)-a significant savings compared to a balanced line.
Unfortunately, none of the configurations we tested lowered both idle time and average buffer level simultaneously.
Buffer size and degree of imbalance move in opposite directions, as far as their effects on idle time and average buffer level. If buffer capacity is increased, idle time goes down, but average buffer level rises. Increasing the degree of imbalance increases idle time but lowers average buffer level.
We observed that an increase in line length causes a corresponding rise in idle time.
In addition, the degree of imbalance can be increased, sometimes considerably, resulting in idle time values that are not far from those obtained with a balanced line. For example, for a low to moderate buffer size in the best configuration, the degree of imbalance can be raised to 5 percent, with only a slightly higher idle time than that of a balanced line.
The variable having the most impact on an unbalanced assembly line with regards to idle time and average buffer level is buffer capacity. And while the degree of imbalance has the greatest impact on idle time, its effect on average buffer level is much less significant.
Whatever choice is made, the possible improvement in performance from unbalancing can be significant. However, unbalancing a line incorrectly will result in a substantial decrease in efficiency. This presents a dilemma. If you want to increase your line’s productive time, you have to live with more WIP. If you want to reduce WIP, the trade-off will be an increase in overall idle time.
Engineers must decide where the greatest benefits can be achieved. Most likely this decision will be industry-specific and depend on the type of operation. In a sector with high levels of demand and operator utilization, the cost of idle time will likely be greater than inventory cost, and therefore idle time should be the decision criterion. On the other hand, if lean manufacturing and short lead times are important, inventory cost will likely be greater than the cost of idle time, and therefore average buffer level should be the decision criterion.
Many engineers and managers lack knowledge on how best to allocate assemblers with differing work speeds along an assembly line. Quite often, workers are placed based simply on the principle of pragmatism. But, because most lines are unbalanced anyway, it makes sense for the line to be unbalanced in the most optimal way. Indeed, engineers don’t have to rearrange or redesign the assembly line at all in order to reduce idle time or average buffer level. They need only to appropriately assign assemblers to the existing stations, which does not require any further expenditure on capital or other resources.
We hope that the guidelines we have offered will be a practical aid to improving your facility, unlocking the savings that might already be present in your line, and allowing your company to become more competitive.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





