XYZ: Electronic Camming Improves Pick-and-Place
|
|
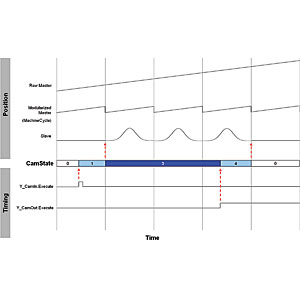
In electronic camming, one or more slave motors are
synchronized with a master motor. When the master is in one position, the slaves are directed to be in other positions. Illustration courtesy Yaskawa America Inc.
|
A cam is a rotating machine member that imparts a predetermined motion to a second part, called a follower, that rolls along the cam’s surface. The follower can move in a swinging, rotating or translating motion. The follower usually contacts the cam with one or more antifriction bearings.
Because the up-and-down and back-and-forth motions are generated by a steadily rotating component, a cam-driven system operates smoothly and repeatably. And, by linking the unit to a central camshaft, engineers can mechanically synchronize the pick-and-place operation with an indexer and other assembly operations.
The problem with a cam-driven system is that it’s not flexible. Once the cam has been cut, changing the motion profile means changing the cam.
Today, thanks to servomotors, electronics and software, engineers can have their cake and eat it, too. With electronic camming, they can get smooth, repeatable, coordinated motion from multiple axes, yet have the flexibility to change any motion profile with a few clicks of a mouse.
With electronic camming, the traditional cam-and-follower mechanical linkage is replaced with a servomotor and a ballscrew-driven linear actuator or other motion device. The central camshaft is replaced with a timer or encoder connected to a motor that acts as a master.
“It’s like a conductor leading an orchestra,” says Kevin Hull, senior applications engineer for Yaskawa Electric America Inc. One or more slave motors are linked to the master. When the master is in one position, the slaves are directed to be in other positions.
If the servo system is an orchestra, the sheet music is a data table that lists each location of the encoder or timer in one column and a corresponding target position for each slave in neighboring columns.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
“Since motion is not governed by a mechanical lobe and roller, but rather a table of master and slave positional values, you have unlimited flexibility,” says Hull. “The table is just software, and it’s easy to change.”
Populating the data table need not be difficult. Data could be imported from an Excel file, for example. Many motion control software systems can populate the table automatically based on graphical input or just a handful of key locations. “You may only need to specify six spots where it’s really important for the two axes to be synchronized,” says Hull. “The software can then generate a nice, smooth formula to blend all the intermediate points together.”
The benefits of electronic camming extend beyond flexibility. “A host of things are possible when you’re no longer tied to mechanically driven motion,” explains Hull. “You can’t really stop a mechanical cam. It has to keep turning, and there’s only so much circumference you have to work with. With electronic camming, you can make the slave stop, go backwards, or wait for a long time while the master keeps going.”
The number of slaves that can be tied to the master is limited only by the computing power of the hardware. “Yaskawa has a new motion controller coming out that can operate 62 servo axes,” says Hull. “There’s no reason why you couldn’t make 61 of those axes follow the first one. Or, you could make all 62 axes follow a ‘virtual master’—not an actual rotating shaft, but just a column of positional information.”
Another benefit of electronic camming is that the motion pattern can vary continuously. “When a machine is continuously varying speed or acceleration, it’s hard to excite mechanical resonances in the system,” says Hull.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




