sponsored content
How To: Select the Right Pick & Place for your Application
Application example: WEISS HP Pick & Place units fit tightly within track-based systems.
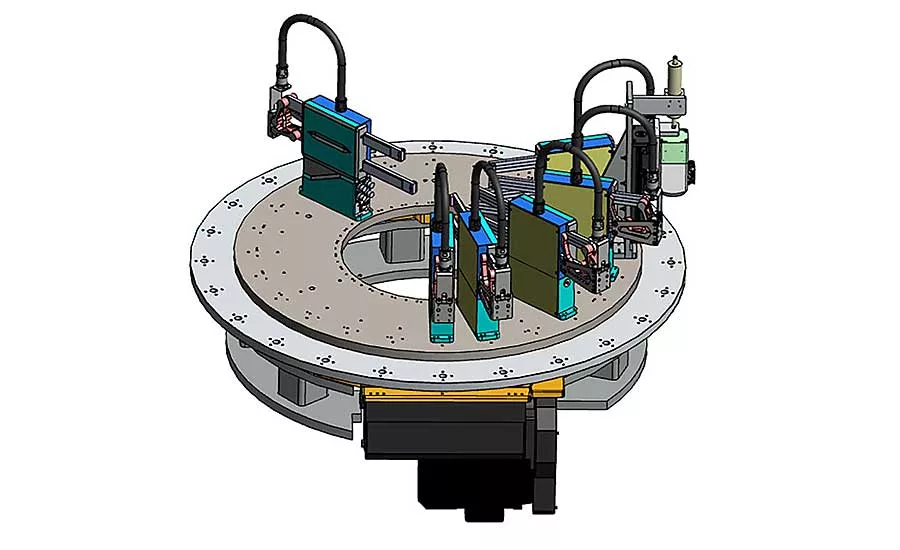
Application example: Multiple HP70 Pick & Place units process parts while mounted to the interior section of a WEISS ring indexing table
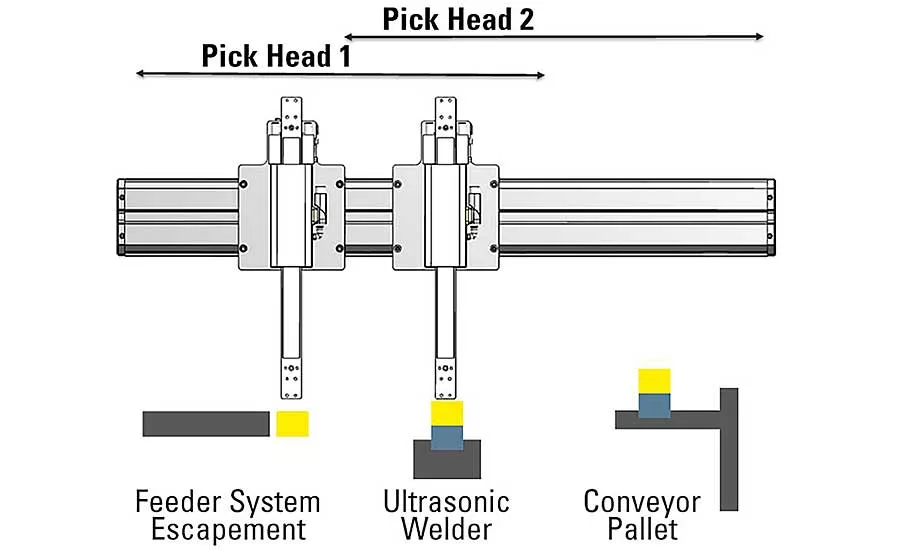
Application example: Dual Head Pick & Place
Automated manufacturing systems are typically built around a core part or material transfer system such as a dial indexer, track based linear motion system, or palletized conveyor. These platforms fundamentally impact both the system’s output capabilities, as well as the overall footprin. Your decision to use one vs. another will be driven by various factors, such as meeting specific performance criteria, adapting to facility space constraints or the overall experience and ease of use.
Once your base transfer system is selected, it’s time to move parts on and off of nests/pallets and perform various handling operations within your stations. How you handle parts coming from feed systems or trays to a pallet, present parts for inspection, and approach offline part processing can dramatically affect some of those important initial key factors.
Here are some considerations to help find the right fit for your applications.
Performance
The first step when selecting any handling system is understanding the required performance criteria. You may end up prioritizing some functions from the list below to position the best fit for your application:
- Fixed Position vs. Freely Programmable
- Axes of Motion (i.e. XYZΘ)
- Duty Cycle / Equipment Lifetime
- Environmental Requirements
- Process Requirements
In the following example, the application needed a high-speed system to bring two parts (one from a conveyor shuttle, one from a vibratory feeder) into an ultrasonic welder to be processed, within a very tight space.
Application example: Multiple HP70 Pick & Place units process parts while mounted to the interior section of a WEISS ring indexing table
By utilizing a flexible or freely programmable style of handling system the machine can be easily updated to align with new process parameters like motion profiles or stored positions directly from your machine HMI. In more regulated industries, these smart units can log and output all of the captured data needed for traceability to a single piece.
Footprint
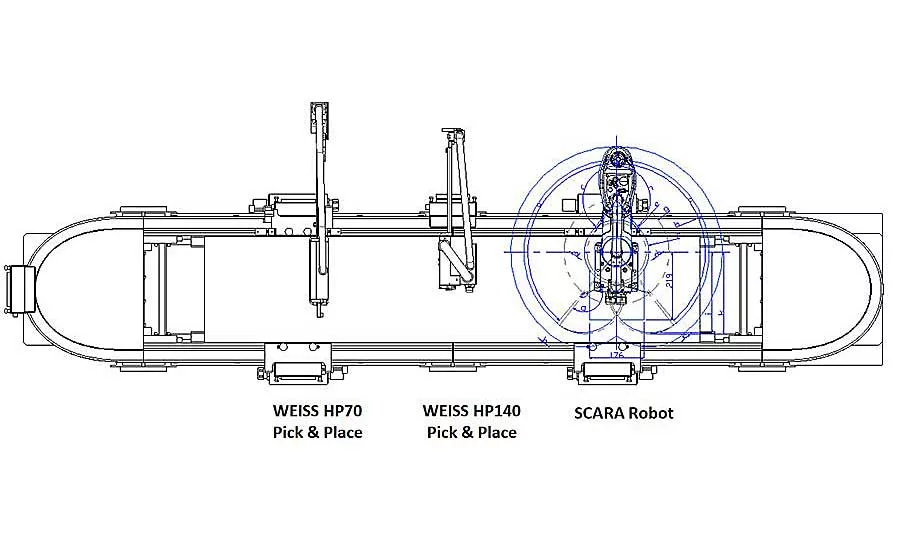
Linear/Track-based systems allow for a very narrow internal footprint, positioning part feeding or processing equipment around the outside of the system. Pick & Place units, or SCARA robots are commonly deployed on top of the center section, to capitalize on the empty space.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
When developing a machine layout, look to bring the equipment and stations “in” as close as possible, unless manual intervention or part tending is required. Traditional SCARA robots offer a great deal of flexibility, but also tie up a fair amount of real estate in order to manage range of motion and avoid interferences. Smaller, dedicated Pick & Place units can be set up for 2 axes of motion (or upgraded to include a θ rotary axis at end-of-arm), within a very narrow work space.
Application example: WEISS HP Pick & Place units fit tightly within track-based systems.
In this example, you can see how comparable HP series Pick & Place modules compare to a SCARA robot with equivalent working range. Multiple HP70 units can be set up on a 70mm mounting pitch whereas the HP140’s can be set up on a 140mm mounting pitch. For added versatility, the HP70 can also be mounted overhead. The tight mounting pitch allows you to leverage multiple independent process operations in a compact space.
Modularity / Scalability
Modular automation components allow you to scale up and grow with your manufacturing strategy. A machine may be originally designed to run with some manual operations and later retrofit to increase throughput or handle next gen products. Utilizing standard off-the-shelf handling units helps to scale a system up or down, provide consistency in operations, and reduce engineering, assembly, and integration efforts.
If you have existing equipment and have identified a bottleneck in your process, you may decide to retrofit the station with a more reliable or faster unit as a drop-in replacement. With multiple fieldbus interfaces and various control strategies to accommodate any level of users, the HP series Pick & Place units are an exceptional fit.
This flexibility and ability to quickly adapt to changing part requirements or market demands isn’t often considered during the initial design but can payoff big when it matters.
Ease of Use
The last consideration (unfortunately sometimes overlooked) is the ease of use. This largely comes down to two things – “How does it integrate or fit within my controls system?” and “How easy is it going to be to use?”
This ties in to how it will be controlled, and what you can and can’t do natively. A WEISS Handling System uses WEISS Application Software (W.A.S.2) and allows your PLC full control over important inputs and outputs related to machine operation and performance. This can be done over many different fieldbus protocols, I/O options, or sequencing options. This gives you the most opportunity and flexibility to operate the equipment that best suits your application - directly through your PLC or HMI. This can all be achieved without the need for specialized training or onsite support.
With the user in mind, these platforms are designed to make things easier, more effective and focused on results. This results in reduced cost and effort and increased efficiency across your automation project.
Application example: Dual Head Pick & Place
The WEISS handling gantry utilized (2) independently controlled pick heads, operating on a shared Y axis. Pick Head #2 collects the base assembly from the conveyor pallet as Pick Head #1 collects the top part from a vibratory feeder escapement. They orient the parts on top of each other under the welder, clear for the process, and Pick Head #2 moves the assembly back to the conveyor pallet for additional downstream processing. The YZ+YZ handling system achieved the requirements of speeds up to 4 m/s and acceleration up to 40 m/s² - all within a 1,000mm long x 200mm wide form factor. This configuration is commonly used when part orientation, intermediate assembly/processing, or inspection require a step in between the pick and the place positions.
WEISS North America, Inc.
1-888-WEISSNA (888-934-7762)
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






