Robots Get Mobile
New technology enables robots to roam about the factory floor.

New technologies enable robots to easily move about factories. Photo courtesy KUKA Robotics Corp.

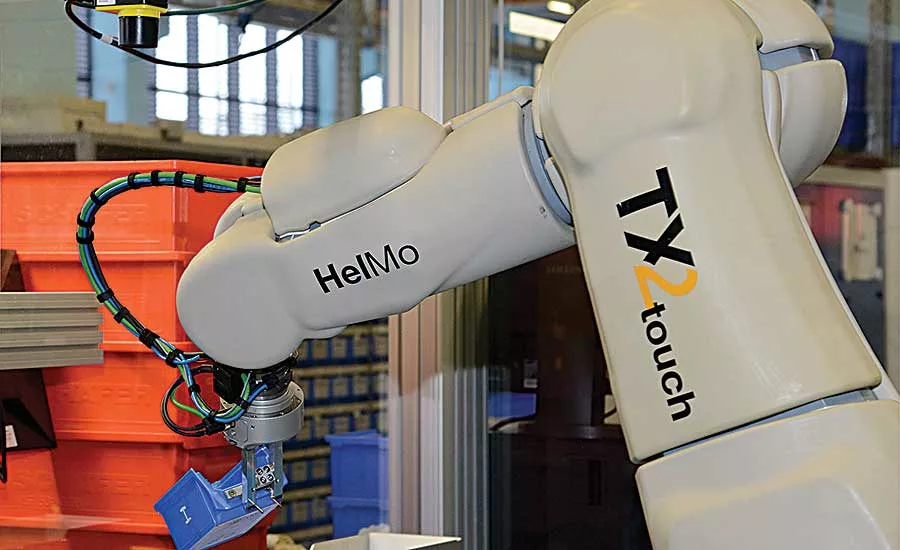
This mobile robot is used to assemble electrical connectors for coupling systems. Photo courtesy Stäubli Corp.

Mobile robots are used to improve productivity at a high-mix, low-volume plant that assembles electrical products. Photo courtesy Universal Robots USA Inc.
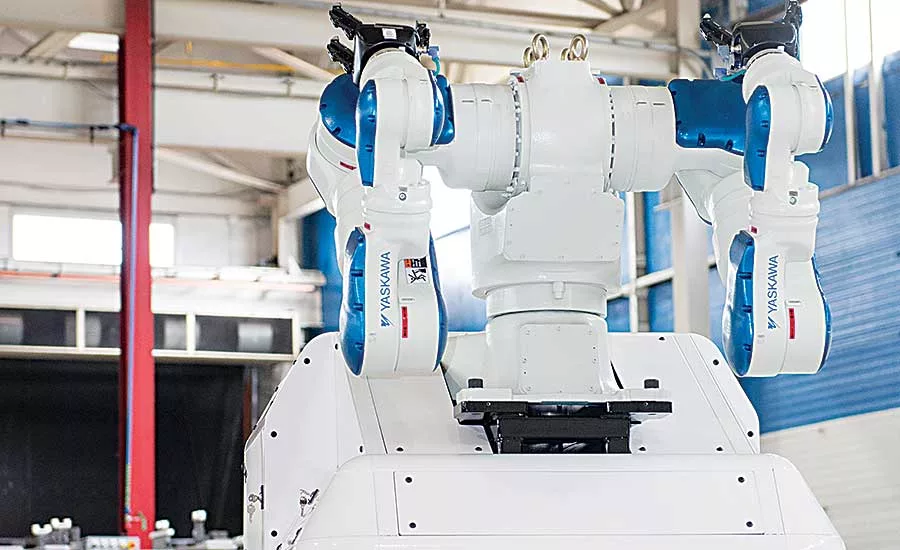
This dual-armed, 15-axis robot, piggybacked onto an autonomous mobile robot, is used by a Tier 1 automotive supplier. Photo courtesy Otto Motors/Clearpath Robotics Inc.
This six-axis collaborative robot can drive and navigate autonomously. Photo courtesy Stäubli Corp.
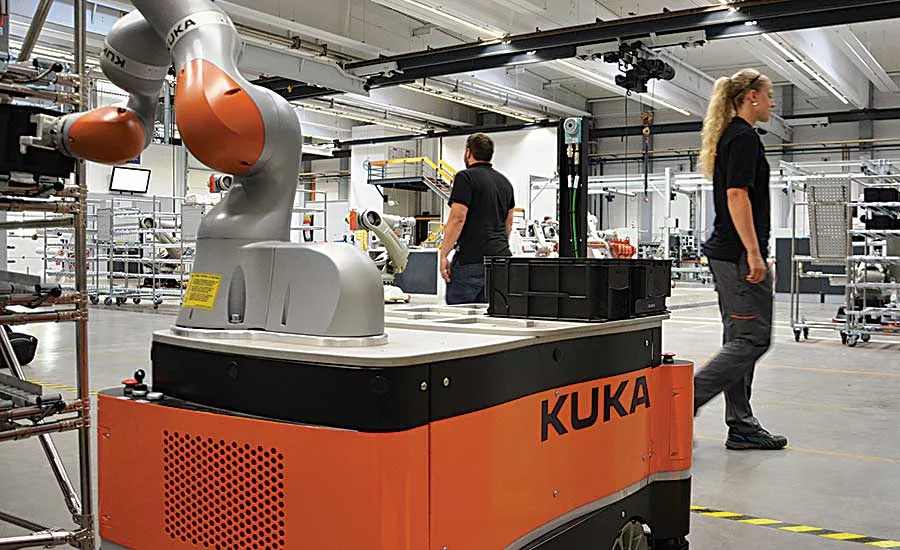
Collaborative robots mounted on autonomous mobile platforms are ushering in a new era of flexible automation. Photo courtesy KUKA Robotics Corp.

Mobility offers tremendous flexibility for small manufacturers. They can easily redeploy a robot as their needs change. Photo courtesy Omni Automation/Control Electric Co.

Mobility increases the reach and usability of collaborative robots. Photo courtesy Universal Robots USA Inc.
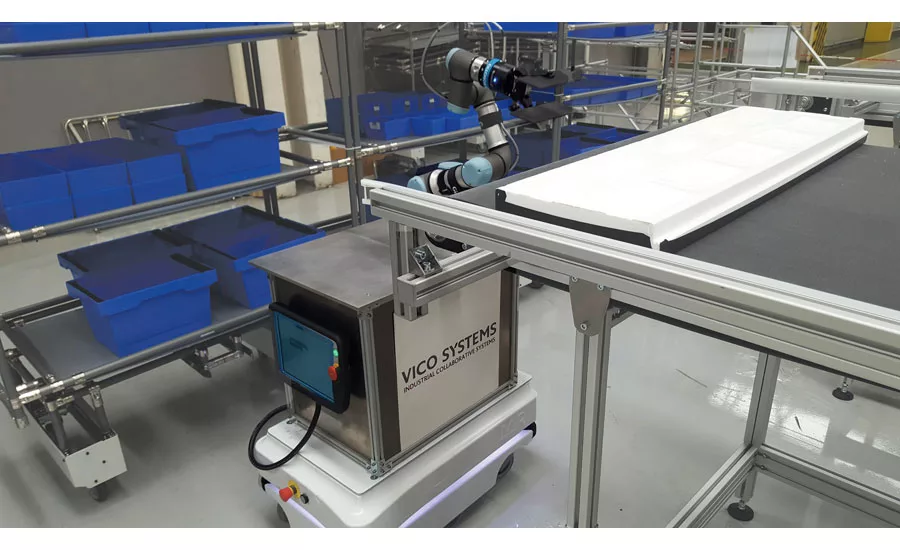
The push for mobility marks the beginning of a new era in robotics technology. Photo courtesy Vicosystems
Robots used to be thought of strictly as stationary machines. They were bolted to a floor, table, ceiling or wall and that’s where they stayed. But, that’s beginning to change.
Today, new technologies are enabling robots to easily move about the factory. Robots can be mounted to wheeled pedestals, rolling carts or even automated platforms. That allows the machines to work closer to humans and become more versatile.
At the Automate show in Chicago earlier this year, several robots scurried around the exhibit hall. However, most of them did not move by themselves; they were piggybacked onboard next-generation automated intelligent vehicles.
The mobile devices provided a stark contrast to the majority of the robots on display at McCormick Place. Instead of visitors walking up to take a closer look at the machines, the mobile robots approached people.
One company attracting attention at the Automate show was Universal Robots USA Inc. (UR). It displayed a UR5 arm attached to a MiR200 mobile platform from Mobile Industrial Robots Inc. (MiR).
“Mobility increases the reach and usability of robots,” says Craig Tomita, western area sales manager at UR. “Because they’re low-voltage, our collaborative robots can be powered by the battery already onboard a vehicle. Robots are no longer relegated to staying in front of one machine or one conveyor for their entire life.
“Mobility offers tremendous flexibility, especially for small manufacturers and contract manufacturers,” explains Tomita. “They can easily redeploy a robot as their needs change.”
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
The MiR200 is an autonomous mobile robot (AMR), a new type of machine based on technologies that make it faster, smarter, easier to use and more efficient than traditional automated guided vehicles (AGVs).
“AMRs, and the industrial robots piggybacking on them, are individually both collaborative and super flexible,” says Ed Mullen, vice president of sales for the Americas at MiR. “When you place a robot onto an AMR, you get even more flexibility and a higher degree of automation.
“You can have the AMR drive wherever you want it to go via its intelligent navigation system,” adds Mullen. “That makes it able to autonomously drive to its targets. Then, you can have the robotic arm automatically pick something up. This increases efficiency. Since employees don’t need to be involved in this process, you free up resources.
“[Engineers should] consider the AMR as the legs, the piggybacking robot as the arms and software as the brain,” Mullen points out. “This opens the complete solution up for many applications.”
According to Keith Vozel, software product manager at the Motoman Robotics Div. of Yaskawa America Inc., there are three distinct types of mobile robots:
- Devices that can manually be moved as needed.
- Autonomous robots that can deliver parts and materials throughout a factory.
- Fully functional robotic manipulators or autonomous industrial mobile manipulators that move through a plant, essentially taking the robot to the work vs. bringing the work to the robot.
“Mobile robots have many of the same challenges that face collaborative robots,” says Michael Ferguson, chief technology officer at Fetch Robotics Inc., which has developed a line of AMRs. “There are a variety of robot arms available off the shelf today, but all of them were generally designed to be statically mounted, and connected to a wall outlet.
“Power efficiency is extremely important in mobile applications, but rarely paid attention to in a static installation,” notes Ferguson. “Stability, especially during fast movements of an arm, can also be a challenge, since bolting a robot to the floor provides more stability than nearly any mobile platform can provide.”
A New Era
According to Ferguson and other observers, the push for mobility marks the beginning of a new era in robotics technology. And, it will drive demand for robots in the decade ahead.
“We have had a recent increase in applications related to taking traditional fixed flexible automation and using it for mobile flexible automation,” explains Phil Baratti, applications engineering technical support manager at EPSON Robots. He believes that it’s one piece of the emerging Industry 4.0 trend that’s transforming large and small manufacturers in a variety of industries.
“Mobile robotics is something that’s going to explode,” adds Chris Blanchette, national account manager at Fanuc America Corp. “Within the next five years, we’ll be seeing them deployed all over the place.
“Collaborative robots are more adaptable to their environment, which enables mobility applications,” notes Blanchette. “In the past, traditional, fixed robots always had to have safety cages or guarding around them. That made it difficult for people to make robots mobile.”
The primary task for this new breed of robots will be material handling applications, such as delivering raw materials, parts bins, kitted components or work-in-process to assembly lines. Other applications will include machine tending, painting and warehousing.
“We’ve been seeing a lot of growth in mobile robots, especially in the aerospace industry,” says Blanchette. “That’s because there is a lot of floor space and large parts. It’s not easy to move subassemblies around; it makes more sense to bring the robots to the parts. Most activity so far has focused on drilling applications.”
Boeing has already received several U.S. patents that relate to mobile robots and mobile robotic platforms. It plans to use the advanced technology to produce next-generation commercial aircraft, such as the 777X jetliner.
In addition, Boeing is involved in an R&D initiative with the Southwest Research Institute and the National Center for Defense Manufacturing and Machining. The goal is to help the U.S. Air Force develop software and technology to make advanced robotics reusable for a variety of aerospace manufacturing and maintenance processes.
“One of our primary goals is to promote the adaptability and flexibility of robotic systems,” says Rick Meyers, program manager in automation and robotics at the Air Force Research Laboratory Materials and Manufacturing Directorate. “This team will help develop technology that enables the same system to be used in many different applications, including manufacturing and sustainment operations.”
Mobile robots also appeal to engineers in other industries, such as shipbuilding, railcars, agricultural equipment and construction machinery.
“Those manufacturers have been handcuffed by the size and bulk of their products,” says Cam Davies, product marketing manager at Otto Motors, a division of Clearpath Robotics Inc. that markets a self-driving vehicle. “There’s a big potential to leverage automation technology that they could not justify before.
“Mobile robots can connect islands of automation together,” explains Davies. “They also enable manufacturers to optimize floor space.”
Engineers at Otto Motors recently developed an autonomous material handling device called the OTTO 1500. The machine, which features a 1,500-pound payload capacity, is equipped with six wheels, four casters and two drive motors.
There are four standard mounting points for robot arms, in addition to power ports and digital communication connections. The OTTO 1500 is 47 inches wide, 71 inches long and can travel at up to 5 mph.
Otto Motors has been working with several robot vendors and systems integrators to develop new applications. For instance, the company recently equipped one of its self-driving vehicles with a dual-armed, 15-axis Yaskawa robot.
The machine was shipped to Hirotec America Inc.’s plant in Auburn Hills, MI. The Tier 1 supplier uses the device to pick up and dip parts in black oxide for corrosion protection.
“They’re also looking at new ways to automate assembly line maintenance, such as replenishing robotic weld gun magazines,” says Davies. “Mobile robots are a great way to accomplish that.”
Many manufacturers can’t cost-justify using multiple, fixed robots to perform multiple tasks at multiple locations. That’s why a single mobile robot that can move from workcell to workcell performing multiple tasks is appealing to engineers.
Omni Automation, a division of Control Electric Co. that is a systems integrator for Fanuc, MiR and UR, has developed a module equipped with a robotic arm that can be used to retrieve products, perform manufacturing tasks or work alongside humans on assembly lines. The TMROR features a six-axis collaborative robot with a 10-kilogram payload capacity.
When it arrives at a docking station, the mobile robot communicates with the fixed automation over Wi-Fi or Bluetooth to signal the production process to begin. It operates on lithium-ion batteries and can perform tasks with an accuracy of ±1 millimeter. Once the process is completed, the robot is signaled to continue its mission to other locations in the factory.
“We call these devices ‘robots on robots’ (RORs),” says Michael Vogt, president of Control Electric. “We are currently working on a mobile robot that will be used for collecting parts from a production area, loading them onto trays and then delivering them to a parts washer.
“One benefit [of this technology] is that a single robot can be used in multiple locations for handling product,” explains Vogt. “Otherwise, multiple robots at multiple locations would be required to load and unload mobile [platforms]. Another advantage is that the robot arms mounted on AMRs can perform multiple tasks in a facility, as needed, instead of having dedicated robots for each task.
“In the future, there will be more growth in mobile robots than in conventional, fixed machines,” predicts Vogt. “Mobile robots are still in their infancy. But, most conventional robot manufacturers are spending considerable research dollars to make their robot arms mobile and improve mobile robot safety.
“Integrators, like ourselves, are also [investing] money to come up with applications and uses for mobile robots,” adds Vogt. “As these applications are found, and as they become more widely known and accepted, I expect to see rapid growth in mobile robot sales.”
Big Potential
Engineers at Stäubli Robotics Corp. recently developed a mobile machine called the HelMO. The robot is currently in use at the company’s factory in Bayreuth, Germany. It’s used to assemble electrical connectors for coupling systems.
“Unlike other mobile robotic applications that involve piggybacking, HelMo can drive and navigate autonomously,” says Sebastien Schmitt, robotics division manager at Stäubli. “It continuously monitors its environment using three integrated laser scanners. The robot system can either perform tasks fully automatically at high speed, or collaborate with humans if necessary.”
The mobile robot navigates independently to its workplace, reduces its speed or stops when humans come too close, then sets off again.
HelMo is based on a six-axis TX2 collaborative robot, which boasts a maximum payload capacity of 15 kilograms and a range of 1,200 millimeters. A touch-sensitive surface stops movements immediately in the event of direct contact with humans.
“Among the various tasks assigned to the system, the complex assembly work requires a high degree of precision,” says Schmitt. “The robot positions itself precisely to within a tenth of a millimeter, calibrating its position via three measuring points permanently installed at the workstation.
“HelMo is the first [mobile] industrial robot for assembly applications,” claims Schmitt. “The basic idea was to use one industrial robot on different applications and different workplaces. To [create] not only an industrial robot on an AGV system, our aim was to develop a complete mobile robotic unit consisting of different tools and safety features.
“The main benefit of the mobile robotic system is flexibility,” adds Schmitt. “The robot can be used for pick-and-place applications, logistics and material handling. And, it can be easily integrated into existing production environments. The machine does not need any guidance, such as reflectors, wires or magnetic stripes.”
Another company at the forefront of the mobility revolution is KUKA Robotics Corp. In fact, it has been developing the technology for more than 10 years.
KUKA Robotics Corp. has been developing mobile robot technology for more than 10 years. The first commercial product it launched a few years ago was omniMove, a modular platform for transporting heavy loads in tight spaces. The eight-wheeled device boasts unrestricted mobility. It’s already in use at manufacturers such as Airbus and Siemens.
Each wheel can move independently of the others. They consist of individual, barrel-shaped rollers encapsulated by two fixed rims that don’t touch the ground. As a result, the machine can maneuver sideways, diagonally or in a circle. A KUKA KR Quantec series six-axis robot can be mounted onto the platform.
“The omniMove laid the foundation for future mobile robotic concepts,” says Denise Ebenhoech, regional head of advanced robotic applications at KUKA Robotics. “Today, omniMove platforms are widely used, handling payloads from 3 tons up to almost 100 tons.
“The omnidirectional wheel technology allows very precise movements in all directions, which reduces floor space,” Ebenhoech points out. “The main application is the transportation of large, heavy parts like those found in the aerospace industry.
“Alongside the work on the omniMove platforms, we also began researching flexible and safe navigation concepts for mobile robots,” adds Ebenhoech. “This led to the development of our KUKA Navigation Software, which can be used with all the mobile products.”
The software uses laser scanner data to create a 2D map of the environment, similar to a street map. Using this map, a mobile robot can localize itself, navigate and operate safely.
“There is no need for additional markers, reflectors or other fixed devices, allowing the mobile platform to be easily integrated into existing production layouts,” claims Ebenhoech. “The system can operate where there are other moving obstacles, vital for use in real production environments, where pallets or carts [are] being loaded or unloaded.”
The navigation research team worked closely with the engineers responsible for the development of KUKA’s first collaborative robot, the LBR iiwa.
“Lightweight and safe, this robot was the perfect choice to mount on an autonomous mobile platform, enabling the next technology step: the mobile robot,” says Ebenhoech. “The KMR iiwa is the result of combining all the best available technologies.”
Prototype versions of the KMR iiwa are already installed and running at several different manufacturing sites. Commercial production of the machine recently began and some manufacturers are in the process of integrating the technology into their production lines.
“Additionally, we offer the KUKA flexFELLOW, a location-independent robot unit for the LBR iiwa that can be moved by hand to wherever automation is needed,” explains Ebenhoech. “It serves as both the electrical cabinet for the controller and offers space for the integration of customer-specific components, as well as various media connections.”
Manual Mobility
The flexFELLOW is designed to be a versatile, mobile solution for assembly applications. It can easily be maneuvered into place where it is quickly ready for use. And, the machine can work safely with humans, even in confined spaces.
The mobile robot unit can also be integrated into existing assembly lines. For instance, Bosch Siemens Hausgerate GmbH uses the flexFELLOW at its dishwasher assembly plant in Dillingen, Germany, in a screwdriving application.
Engineers at Kawasaki Robotics have developed a similar device. The duAro collaborative robot is equipped with casters that allow the machine to be manually relocated to different workstations.
“This feature suits short production cycles,” says Samir Patel, director of product and advanced engineering at Kawasaki Robotics (USA) Inc. “The dual SCARA-type arm [is ideal] for handling and transferring parts between assembly stations.”
That type of flexible, manual mobility is currently more popular and less expensive than fully automated alternatives.
In fact, some collaborative robots, such as Rethink Robotics’ Baxter, can be mounted on pedestals equipped with casters to move quickly between workstations. The mobile pedestals offer adjustable heights and leveling feet, and enable easy cable management for a safe, uncluttered work environment.
Vendors such as Cross Co. market wheeled pedestals that enable low changeover times. There are multiple options for making precise height adjustments. The company also sells carts that can be used as mobile work platforms. Mobile pedestals and carts are typically equipped with bolts or pins that lock in place while robots are in use.
“That type of manual mobility is the most prevalent use of our robots,” says UR’s Tomita. “In fact, one of our customers actually calls their robot Waldo, because it’s used in locations all around the plant.”
Scott Fetzer Electrical Group (SFEG), a division of Scott Fetzer Co. that produces small motors, recently turned to mobile robots to improve productivity at its high-mix, low-volume assembly plant in Fairview, TN.
“Most of our assembly lines don’t run all the time, so trying to find a way to put robots on the line in the traditional sense was a big challenge,” says Matthew Bush, director of operations at SFEG. “We wanted to build a mobile, flexible robot force.”
Bush and his colleagues placed UR5 and UR10 robots on pedestals with wheels that enable them to deploy the machines throughout the factory for various applications. For instance, one machine cuts 16,000 wires daily—a job that used to be performed manually. Another robot is wheeled into place to fill epoxy into circuit boards.
“We want to have robots standing by, waiting for a job to do,” explains Bush. “When the staff arrives in the morning, we have work orders printed for employees to wheel the robots over to the tasks at hand that day.”
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





