Industry 4.0 Technology and Manual Assembly
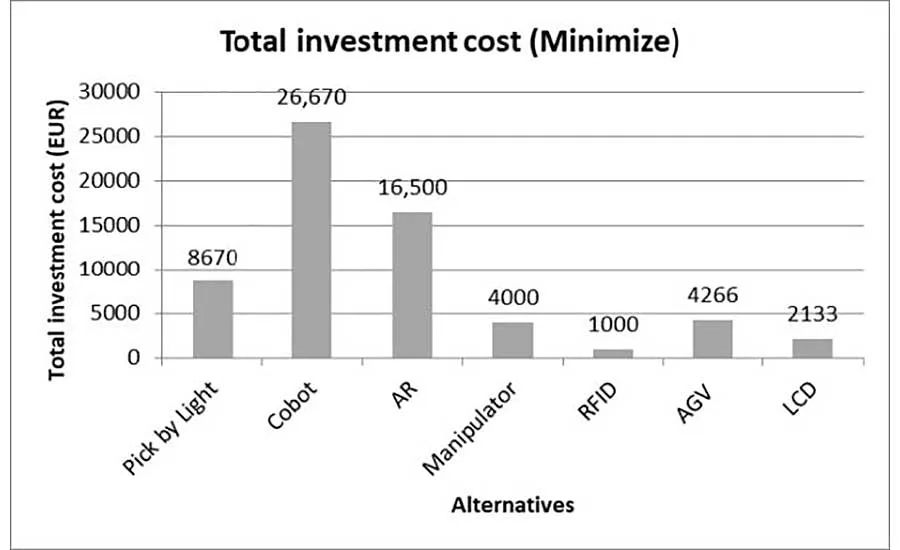
Four quantitative criteria were used to rank the technologies: total investment cost, worker effort, workspace utilization and cycle time reduction. These graphs show how each technology ranks within that criteria. Graphs courtesy University of Split
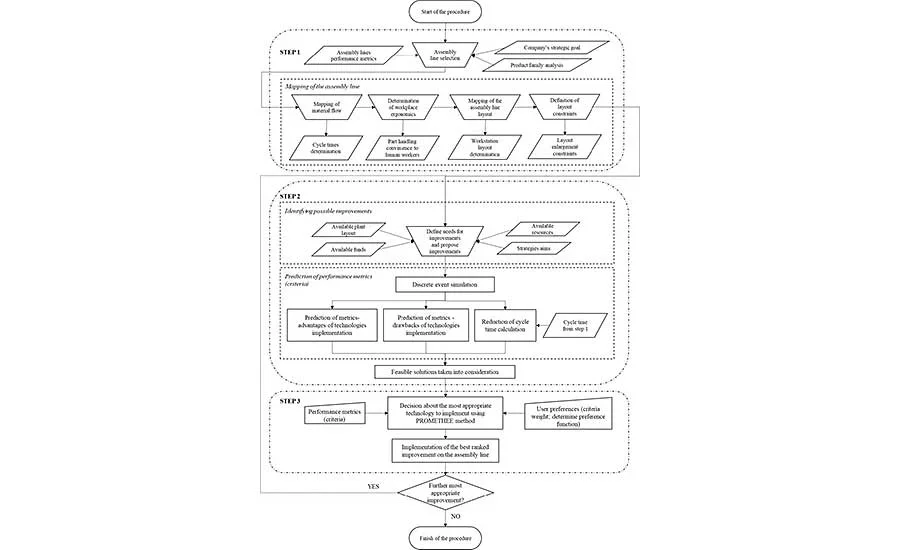
Figure1: The authors’ methodology for choosing the most appropriate Industry 4.0 technology for an assembly line is a three-step process. Illustration courtesy University of Split
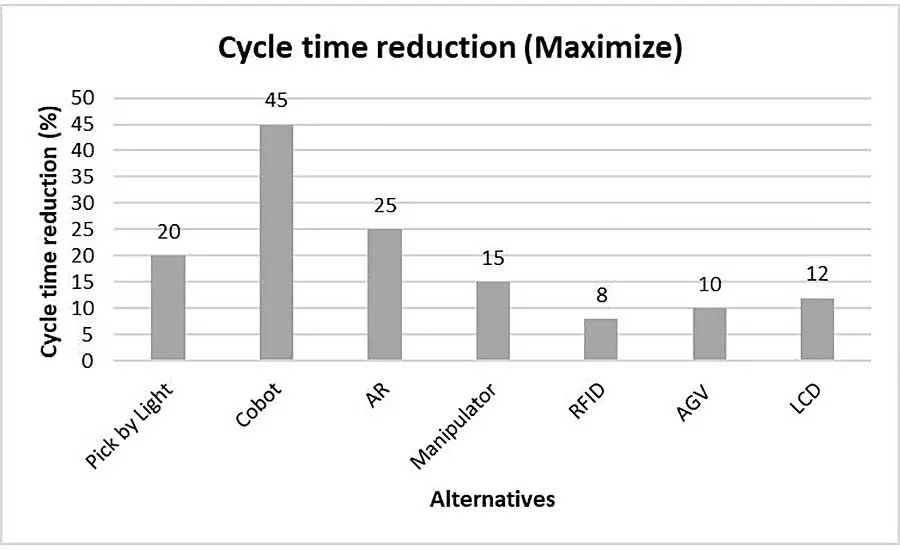
Four quantitative criteria were used to rank the technologies: total investment cost, worker effort, workspace utilization and cycle time reduction. These graphs show how each technology ranks within that criteria. Graphs courtesy University of Split

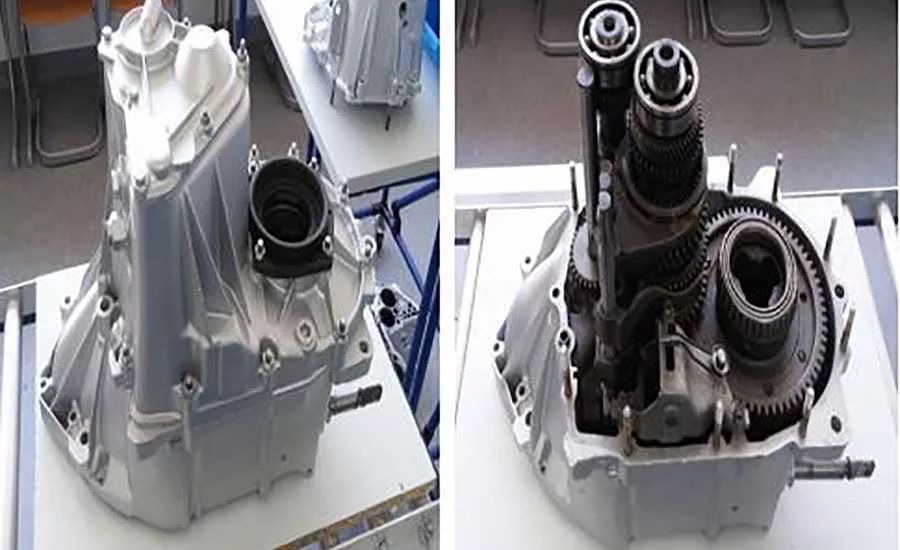
Initially, the gearboxes were assembled manually using paper-based work instructions and manual data gathering. Initial attempts to balance the line found huge discrepancies in cycle times among the workstations. Photo courtesy University of Split
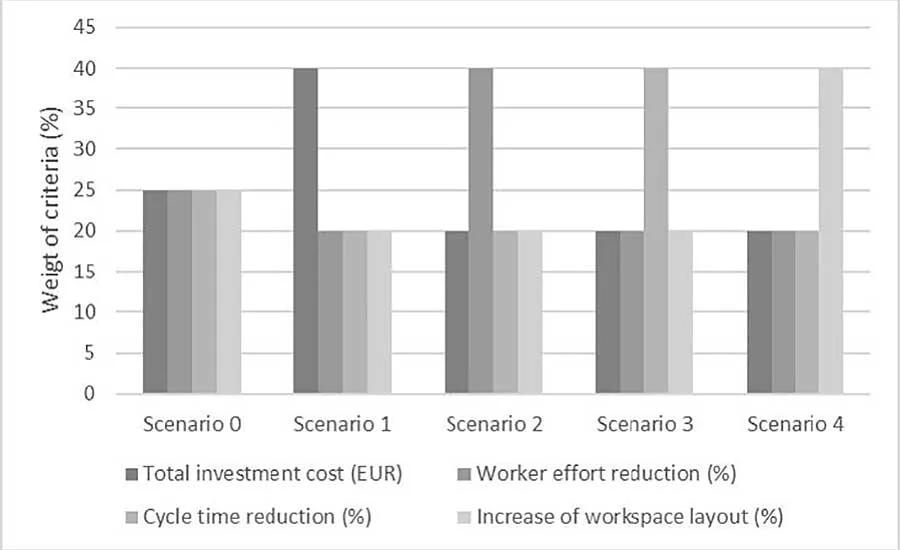
Figure 6: In the authors’ study, five criteria weight sets were used. Each weight change refers to one scenario. The first scenario (Scenario 0) is an alternative where each criterion has equivalent weight. In the other four scenarios, one criterion was assigned twice the weight value of the remaining criteria (Scenarios 1-4). Graph courtesy University of Split

People still play a primary role on assembly lines, especially when assembling complex mechanical products, such as gearboxes. Photo courtesy Ford Motor Co.
Four quantitative criteria were used to rank the technologies: total investment cost, worker effort, workspace utilization and cycle time reduction. These graphs show how each technology ranks within that criteria. Graphs courtesy University of Split
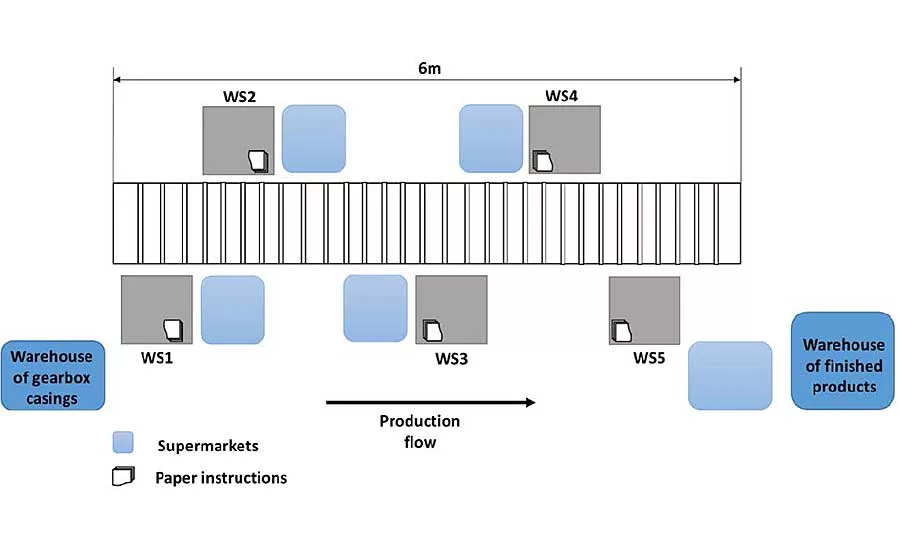
The authors’ gearbox assembly line consisted of five workstations connected by a conveyor. Illustration courtesy University of Split
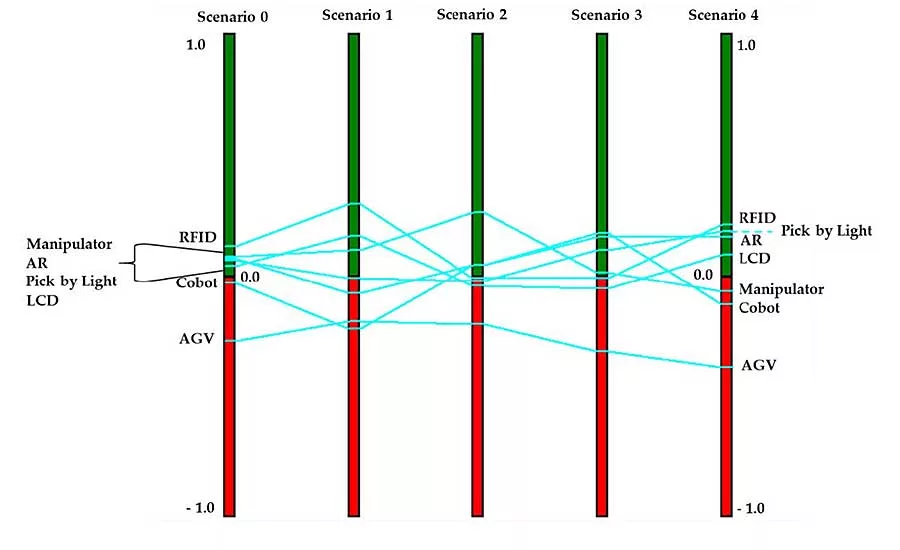
Figure 7: This graph shows how each technology ranks after PROMETHEE analysis for each scenario. Illustration courtesy University of Split
Four quantitative criteria were used to rank the technologies: total investment cost, worker effort, workspace utilization and cycle time reduction. These graphs show how each technology ranks within that criteria. Graphs courtesy University of Split
In today’s manufacturing environment, which is characterized by change and unpredictable demand, the traditional assembly line is no longer convenient. New, flexible assembly systems are needed to deal with high production variety.
Industry 4.0 technology was developed to help assembly lines adapt to the challenges of today’s global marketplace. This technology can increase flexibility, robustness, productivity and traceability.
Ironically, this is particularly true for manual production. People still play a primary role on assembly lines, especially when assembling complex mechanical products, such as gearboxes. But, as product complexity and variety increase, so, too, does the amount of information assemblers must process and thus, the risk of errors.
Digital work instructions, cobots, radio frequency identification (RFID), augmented reality (AR) and other Industry 4.0 technologies can help. These technologies are designed to provide cognitive and physical support to people on the assembly line. But, they’re not appropriate for every situation. How can engineers decide when such technologies are a worthwhile investment? We decided to come up with a methodology to help.
Most research examining the benefits of Industry 4.0 technology has focused solely on measurable data, such as throughput, neglecting subjective factors that are unique to every company. However, for Industry 4.0 technology to succeed, the expected benefits must align with the company’s overall strategic goals. Every company handles the introduction of new technologies differently, depending on its technological and managerial capabilities. What works for one company may not work for another.
Our assessment methodology is intended to account for those “soft” factors that are difficult to quantify. Our methodology includes both objective, measurable data and a dose of subjectivity. It also recognizes the interdependence of various criteria.
Why is subjectivity important? Previous research has shown that leadership is one of the most important factors in successful implementation of Industry 4.0 technologies. Thus, our methodology considers individual variables, the interdependence of different variables, and each decision-maker’s preferences—all with the goal of enhancing manual assembly.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
The Selection Process
Our methodology for choosing the most appropriate Industry 4.0 technology for an assembly line is a three-step process, as shown in Figure 1.
The first step is to identify the assembly line that needs improvement in accordance with company metrics and strategic aims. Common problems include unbalanced workflow, a high percentage of manual tasks, excessive physical or mental workloads, process time variations, and long lead times.
Next, engineers should conduct material and information flow mapping to evaluate the current situation, detect specific issues, and determine possible areas for investment. In addition, constraints and the line layout should be evaluated. The goal is to get a clear idea about the performance of the line and its strengths and weaknesses.
Before implementing any Industry 4.0 technologies, engineers should first attempt to correct any problems using conventional methods, such as standard work, line balancing and ergonomics. Such actions will invariably improve key performance indicators (KPIs) and serve as a foundation for further improvements.
Next, engineers should consider the limitations and possibilities of the assembly line, as well as available resources and the company’s strategic goals. From there, a list of technologies that could help can be identified. These technologies will then be ranked according to the KPIs and strategic goals. Tools such as discrete event simulation can be used to predict the outcomes of implementing each proposed technology.
To evaluate potential improvements, most companies use traditional KPIs, such as costs, quality, productivity, cycle time, energy consumption and throughput. However, engineers should also try to define new indicators that are unique for the product family, operational context and business objectives of company.
To evaluate various options, we propose the PROMETHEE method (preference ranking organization method for enrichment evaluation). Based on mathematics and sociology, the PROMETHEE method was invented in the 1980s. It has particular application in decision-making, and is used around the world in various decision scenarios in fields such as business, government, transportation, healthcare and education. Rather than pointing out a “right” decision, the PROMETHEE method helps decision-makers find the alternative that best suits their goals and understanding of the problem. It provides a comprehensive and rational framework for structuring a decision problem, identifying and quantifying its conflicts and synergies, and highlighting the main alternatives.
This method is well-suited for problems where a finite set of alternatives subjected to multiple conflicting criteria must be ranked according to desirability. The decision-maker’s preferences can be set as any combination of quantitative data in the preference function. The data are called “weight,” and they describe the importance of each criterion from the decision-maker’s point of view. The sum of the weights of all the criteria is always equal to 100 percent.
The preference function describes how the deviations between the assessments of two alternatives for a certain criterion should be contemplated. Once the criteria and alternatives are defined, the decision-maker must assign weights to each criterion and conduct pair comparisons to determine deviations between assessments of alternatives regarding each criterion. Then, a preference index can be calculated.
In the end, each possibility is ranked from best to worst. The top-ranked technology will be the one that is the best compromise based on the decision-maker’s criteria and weights.
Validation On An Assembly Line
To validate our decision-making system, we created a model assembly line to produce automotive gearboxes at the university’s Learning Factory, a demonstration facility for testing new technologies and teaching lean manufacturing concepts. The assembly line consists of five workstations.
The gearbox comes in two base models. With various options, the gearbox can be made in 20 variations. The gearbox contains a huge amount of gears, levers, screws, shafts and other parts. It is assembled in five steps. Each step is assigned a certain amount of work, and each step takes place at one workstation. Each workstation contains real hand tools and supermarkets with real parts. The workstations are connected with a conveyor.
Initially, the gearboxes were assembled manually using paper-based work instructions and manual data gathering. Initial attempts to balance the line found huge discrepancies in cycle times among the workstations.
Industry 4.0 technologies could help. Given the possibilities and limitations of the line, such as space and resources, seven Industry 4.0 technologies were considered: RFID, digital work instructions, pick-to-light technology, AR, cobots, automated guided vehicles, and ergonomic manipulators.
RFID is one of the most important technologies for identifying and tracking assemblies in a production system. It provides precise information about the locations or states of goods in real-time and serves as a capstone for the establishment of the IoT within production.
Four quantitative criteria were used to rank the technologies: total investment cost, worker effort, workspace utilization and cycle time reduction. These graphs show how each technology ranks within that criteria. Graphs courtesy University of Split
Digital instructions are proven to reduce the assembly time and errors with complex assemblies.
Pick-to-light systems use LEDs on racks or shelves to show assemblers where to pick parts for an assembly and how many to retrieve. The lights guide assemblers through each step in the process. These systems are often connected with warehouse management systems.
AR also offers the possibility of significant improvement in cycle time, error rate, mental strain, worker focus.
Cobots are particularly desirable when people are confronted with heavy loads and repetitive, tedious activities. People can share the same workspace with the cobots, allowing managers to allocate tasks in a more flexible, efficient way.
AGVs can eliminate the need for people to transport parts and assemblies to and from the assembly line.
The ergonomic manipulator is an electronic device developed to improve ergonomics at the fifth assembly workstation. The device reduces the amount of physical effort needed to handle heavy components that must be mounted to the gearbox.
Figure 6: In the authors’ study, five criteria weight sets were used. Each weight change refers to one scenario. The first scenario (Scenario 0) is an alternative where each criterion has equivalent weight. In the other four scenarios, one criterion was assigned twice the weight value of the remaining criteria (Scenarios 1-4). Graph courtesy University of Split
Digital instructions are proven to reduce the assembly time and errors with complex assemblies.
Pick-to-light systems use LEDs on racks or shelves to show assemblers where to pick parts for an assembly and how many to retrieve. The lights guide assemblers through each step in the process. These systems are often connected with warehouse management systems.
AR also offers the possibility of significant improvement in cycle time, error rate, mental strain, worker focus.
Cobots are particularly desirable when people are confronted with heavy loads and repetitive, tedious activities. People can share the same workspace with the cobots, allowing managers to allocate tasks in a more flexible, efficient way.
AGVs can eliminate the need for people to transport parts and assemblies to and from the assembly line.
The ergonomic manipulator is an electronic device developed to improve ergonomics at the fifth assembly workstation. The device reduces the amount of physical effort needed to handle heavy components that must be mounted to the gearbox.
Implementation Of The Decision-Support System
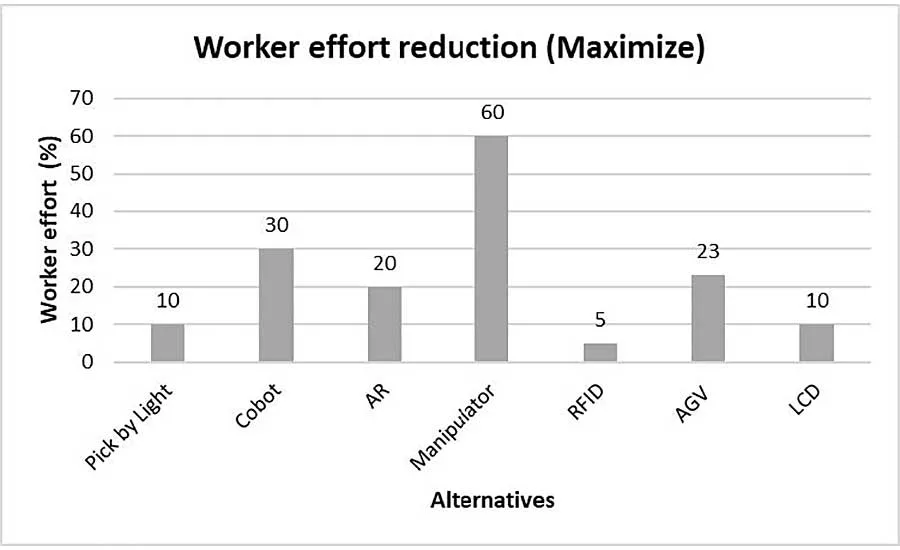
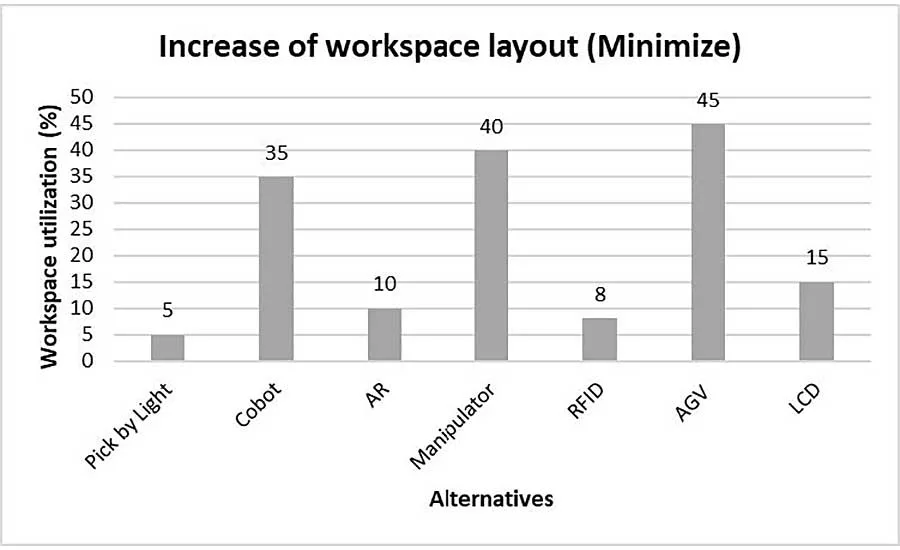
The PROMETHEE method was used to evaluate the seven technology possibilities for improving our gearbox assembly line. Four quantitative criteria were used to rank the technologies: total investment cost, worker effort, workspace utilization and cycle time reduction. Two of the criteria were to be maximized—cycle time reduction and worker effort reduction—while the remaining two were to be minimized.
Cycle time reduction is one of the main aims of implementing I4.0 technology, since total production time depends on the workstation with the highest cycle time. To collect cycle time data, discrete event simulations are usually used. In our case, however, we used data directly from our model assembly line.
The total investment cost is mainly affected by the price of available equipment.
Worker effort values are estimated according to the workers’ experience. This data was obtained through interviews with workers. (Worker effort can be more precisely calculated through the use of sensors or cameras that provide quantitative data on heart rate or body movement.)
Implementation of new technology invariably leads to a change in how an assembly line or an individual workstation is laid out. Sometimes, more space is needed—for example, to accommodate a robot. In other cases, less space is needed.
For our study, five criteria weight sets were used. Each weight change refers to one scenario. The first scenario (Scenario 0) is an alternative where each criterion has equivalent weight. In the other four scenarios, one criterion was assigned twice the weight value of the remaining criteria (Scenarios 1-4).
Within PROMETHEE, we used the linear preference function with defined indifference and preference thresholds for all criteria. The linear preference function is recommended for quantitative criteria when an indifference threshold is to be defined. The indifference threshold is the largest deviation that the decision-maker considers negligible, while the preference threshold is as the smallest deviation sufficient to generate a full preference of one alternative.
For example, for the criterion “total cost investment,” the indifference threshold and preference threshold are set to 135 and 667 euros, respectively. If the difference in price between the two alternatives is below 135 euros, both alternatives are equally preferred. However, if the price of alternative 1 is cheaper than alternative 2 by 667 euros or more, alternative 1 is preferred over alternative 2.
Figures 5, Figure 6 and Table 1 are input data for the PROMETHEE method, which was run for each scenario separately. The best technology alternatives for each scenario are compared in Figure 7.
From our rankings, it’s clear that RFID presents the best compromise in scenario 0, because it is the cheapest option that does not increase the layout significantly. Furthermore, RFID is the best compromise in scenario 1, which emphasizes cost reduction. This is expected since this option is the cheapest of all the technology alternatives. RFID is also the best compromise in scenario 4, in which the criterion “layout increase” is minimized, because this technology requires the least amount of space to implement.
On the other hand, cycle time reduction and worker effort were important in Scenario 2 and Scenario 3, respectively. Therefore, the cobot was the best option in Scenario 2, since this technology significantly reduces the cycle time.
Because of the enormous reduction of worker effort, the manipulator came out as the best option for Scenario 3.
It is surprising that AGVs come last in most scenarios. It can be a little bit confusing, given that this technology is highly used in industry today. One possible reason may be that these technologies could not be effectively represented in our criteria.
Our analysis emphasizes the importance of decision-makers’ preferences, expressed through the weights of the selected criteria. This analysis also emphasizes the need for individual definitions of criteria according to the needs of the enterprise. When choosing and defining criteria, and assigning them weights, each enterprise must proceed with caution. A team approach and mutual agreement are well-advised.
Our proposed approach is iterative. When one technology is implemented on the assembly line, the whole selection procedure must be repeated to find the next most appropriate technology for the altered state, since the values of the criteria for the next iteration could be changed.
Editor's note: This article is a summary of a research paper co-authored by Aljinovic, Nikola Gjeldum, Ph.D., Boženko Bilic, Ph.D., and Marko Mladineo, Ph.D. To read that paper, click here.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!







